溶液法聚乙烯工艺回收区窜入树脂现象的判断与对策
2012-02-07林大平费伯成张家申
张 囡,林大平,费伯成,张家申,陈 宇
(1.辽宁石油化工大学,辽宁 抚顺 113001;2.中国石油 抚顺石化公司 大项目指挥部,辽宁 抚顺113001)
1 溶液法生产聚乙烯工艺简介
目前,生产聚乙烯的工艺主要有气相法、溶液法和淤浆法。溶液法生产聚乙烯工艺是把单体乙烯充分溶解在溶剂环已烷中,以丁烯-1为共聚单体,采用钛和钒系的齐格勒高效催化剂,在200~300℃,10~14MPa(g)的压力下发生聚合反应。生成的聚合物溶液经脱活剂脱活和脱除催化剂残渣后,经两步减压操作后进行闪蒸分离,闪蒸出的工艺物料如溶剂环已烷和少量的未反应乙烯(乙烯的单程转化率为95%)和共聚单体丁烯-1等返回到回收区进行精制循环使用,余下的熔融状树脂直接进入挤压机,并和各种固体的以及液体的添加剂混合进行挤压造粒,造粒后的树脂颗粒经汽提干燥除去残存的微量溶剂,掺混包装形成可供装运发售的最终聚乙烯产品。整个装置按工艺过程可分为4个大区:即反应区、成品区、回收区、公用工程区。
2 窜树脂现象产生的原因及危害
2.1 窜树脂现象产生的原因
窜树脂现象产生的主要原因为:系统溶液经溶液吸附器V-FA-105A/B吸附掉催化剂残渣后,压力10.4MPa,约300℃的工艺物料经PIC-1150减压后进入中压分离器V-FA-120,经中分器压力控制阀PIC-1152再次减压压力降至3.0~3.4MPa,80%的环己烷、未反应的乙烯、丁烯-1及低聚物经中压分离器V-FA-120顶部闪蒸分离,并在回收区经低沸塔进料冷凝器E-EA-203撤走反应热。约17.5%的环己烷经低压分离器进一步闪蒸分离。中压分离器的容积为3.16m3,正常生产时,每小时约有50t的溶剂在此闪蒸出来,如果中压分离器和低压分离器工况控制不好或出现异常,易导致分离效果不好,产生树脂夹带,并窜至回收区。如中压分离器V-FA-120和低压分离器V-FA-121/122的压力和液位控制不好,工艺参数波动大,操作不平稳,都会导致回收区内不同程度窜入树脂。而且由于装置高温高压,运行多年,有些设备老化、腐蚀严重等设备故障的原因也会引起窜树脂。
2.2 窜树脂现象的危害
随着中压分离器和低压分离器压力和温度的降低,窜至回收区的树脂在溶剂中的溶解度下降,晶体析出,轻则造成回收区操作困难、蒸汽加热量增大、油脂排放量多,大大增加物耗和能耗;重则导致装置全线停车,且清理管线和塔设备的作业极其困难,易发生次生事故。以抚顺石化乙烯厂聚乙烯装置为例,近5年由于窜树脂造成的较为严重的事故就有两起。
3 窜树脂后的系统表象
窜树脂现象具有隐秘性和滞后性,初期聚合区迹象不易被操作人员发现,等回收区有反应的时候就可能已经有大量的树脂窜至回收区塔系统,极易造成事故、产生事故。因此,依据窜树脂后系统出现的异常现象特征,快速判断是否发生窜树脂现象是十分重要的。因为窜树脂现象是由于中分或低分工况不正常引起的,所以发生窜树脂时,最先有反应的是中分或低分,观其压力和液位是否偏离正常值,或者控制阀阀位是否异常等情况可以初步判断窜树脂现象是否产生。
树脂窜入回收区后,回收区会因窜入量的大小发生相应的变化,比较明显的异常有以下几个方面:
(1)低沸塔进料换热器E-EA-203出口温度TI2032有明显升高;低沸塔会有加热困难,塔釜温差增大的迹象。
(2)由于重组分增多,HB塔T-DA-202压差升高,再沸器E-EA-206壳程压力升高;塔釜温度迅速升高。
(3)RB塔T-DA-203压差升高,塔釜温度偏高;再沸器E-EA-209壳程压力升高,加热困难。
(4)采样点SC-203、SC-209取样有絮状白色物质,甚至整个样品溶液变成乳白色。
(5)由于窜入树脂,回收区精制的环己烷纯度低,粘度大,流动性降低,环己烷净化床V-FA-101A/B压差PDI-1035迅速升高。
以抚顺石化乙烯厂聚乙烯装置2009年11月5日发生中压分离器窜树脂事故为例,表1给出中压分离器窜树脂前后明显偏离正常值的一些参数数据。
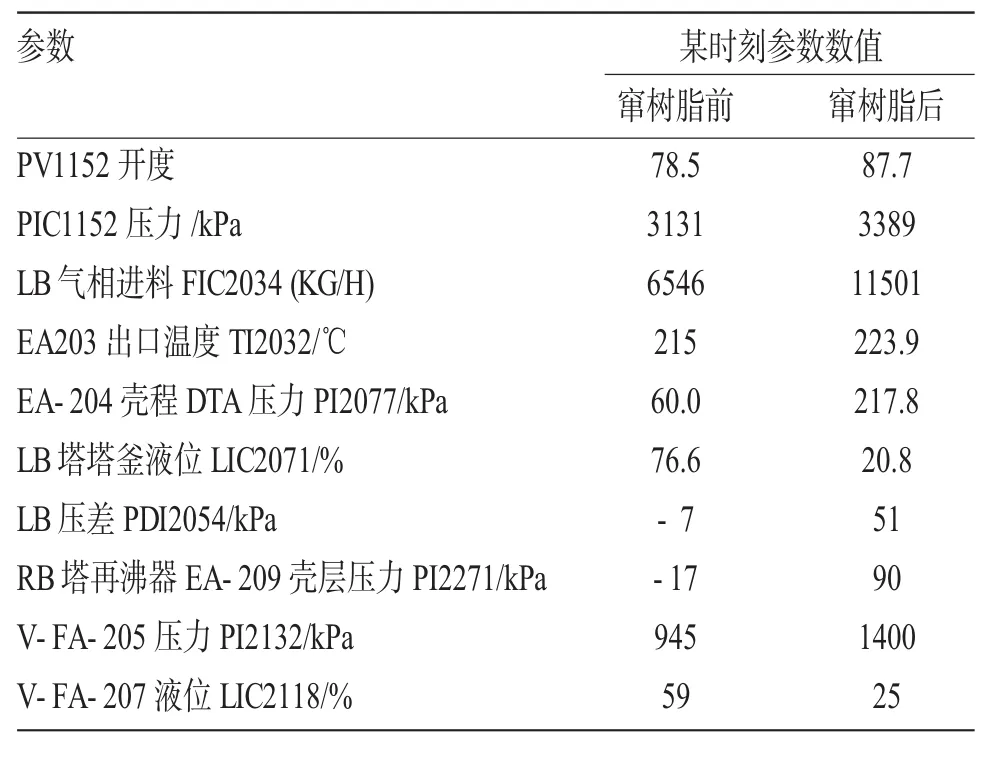
表1 中压分离器窜树脂前后参数数据Tab.1 The date of the resin fleeing into medium pressure separator before and after parameter
4 对策
回收区窜入树脂后,应该采取什么措施应对,主要根据窜入量的大小而进行系统调整和恢复。如果发生闪蒸管断裂或者LV-1154关闭等严重的设备损坏事故,则应立即停止反应器进料,系统保温保压,以尽可能地减少树脂进入回收区的量。如果窜入量在可控范围内,则可考虑降低产量、降量幅度。可根据高沸塔回流罐V-FA-207液位下降的趋势进行调整,并按以下操作进行系统恢复。
(1)内操控制好LIC1154液位,防止过高,控制PIC1152阀位在正常范围,从源头上防止树脂反窜。由于LIC-1154液位显示容易失真,可结合其实际阀位开度和一段低压分离器的压力判断其液位。
(2)加大高沸塔塔底出料,防止塔釜重组分积聚过多,影响塔加热和精馏效果,并注意保持V-FA-207液位,防止过低,影响反应区生产。根据油脂塔的能力尽量增大HB塔至RB塔的循环量。
(3)RB塔加大油脂排放量,初期应现场连续排放,直致排出的油脂如正常生产时一样,而后也TV-2158至少每小时排放一次防止排放线堵塞,并应根据系统环己烷液位情况向系统及时补充环己烷,以达到补充大量排油脂造成的系统损失和降低系统油脂和树脂的浓度。
(4)高沸塔塔底油脂较多时,可用P-GA-203直接抽HB塔底部物料。在改此流程时,先关闭V-FA-201去P-203的手阀,防止HB物料窜入V-FA-201,由于物流中含大量树脂,温度变化可能会有树脂析出而形成絮状物,导致泵前滤网堵塞,要注意观察P-GA-203温度和流量,若不上量,立即切换至备泵,主泵清滤网。
(5)如低压分离器窜树脂,则及时清理E-EA-2 02出口滤网和P-GA-201入口滤网,防止树脂堵塞管道。
(6)系统正常的判断迹象。
①SC-203、SC-209采样分析正常。
②LB、HB、RB各塔再沸器加热正常,塔底再沸器壳程压力正常。
③HB塔底温度正常。
④RB塔底排放物正常通畅。
此外,应注意的是,因为物流中含有树脂,注意低沸塔进料泵P-GA-204的运转状况,防止密封泄漏,发生事故。系统通过以上措施进行恢复后,回收系统恢复稳定后,则可提产量至正常值。
5 结论
对于溶液法聚乙烯工艺,中分和低分的操作是极其重要的,任何窜树脂都会造成能耗和物耗的大量增加,其停工检修的难度也远比正常检修的难度要大得多。本文分析产生窜树脂现象原因并给出消除窜树脂现象实际可行的对策,对降低重大事故发生的可能性,减少企业人员、物资、经济等多方面损失具有十分重要的意义。
[1]抚顺石化乙烯厂.线性聚乙烯装置工艺控制手册[M].天津:侨发印刷公司,1990.
[2]任晓兵,李逸,廉秀军.溶液法聚乙烯工艺反应前移、后移现象分析[J].当代化工,2008,37(1):86-89.
