塑料注射模的设计与数控加工
2012-02-01辛春
辛 春
大连市农业科学职业技术学校,辽宁大连 116033
1 概述
在现代化模具制造与生产中,随着塑件结构的日趋复杂,给模具结构设计也提出全新要求。一套复杂的模具设计与数控加工过程,涉及到很多现代化思路与方法。在现代化模具设计和生产中,常采取MasterCAM、UG、Pro/E、Solidworks等先进软件,完成产品的3D图形设计,再结合产品实际特点,对模具结构进行设计,最终确定模具的分模面和型腔,形成模具的实体图与工程图,根据模具特点,确定加工参数与加工工艺,输入刀具路径,将加工程序输入到数控机床的控制系统中,完成自动化加工过程。
2 定模的设计与数控加工要点
以定模型腔尺寸140×150×30mm为例的塑料盒子为例,模具的型芯尺寸不
大,以整体式设计为宜,如图1所示。定模成型的塑料注射模,外表面光洁度的要求较高,结构复杂,在设计与数控加工时,注意以下要点:
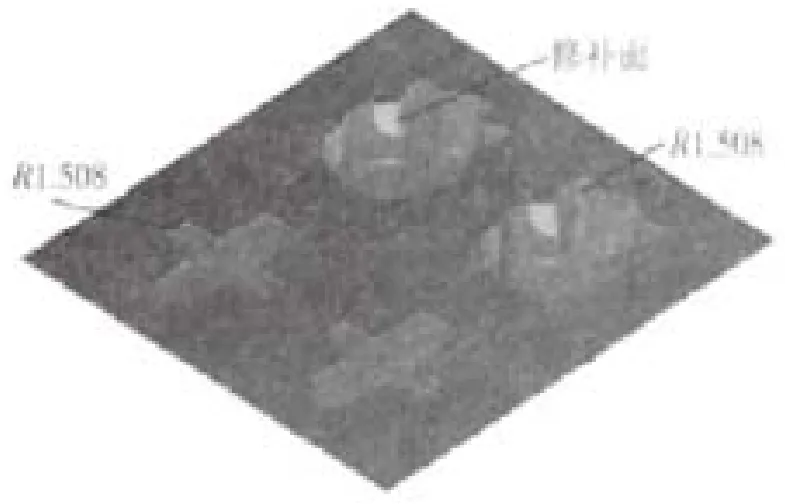
图1 塑料外壳定模的3D图示
1)在定模的型腔中,最小凹圆角半径约R1.508mm,无法将前盒子的定模型腔直接加工完成,通过定模的设计加工,完成清角加工;
2)在定模中,盒子的两个圆弧半径为R6.8mm枕位,可以直接加工完成,不需要额外设计铜电极。但是在加工过程中,为了确保定模型腔与枕位相交位置的加工质量,应该将枕位曲面置放在独立层,加工时再调出使用。另外,还要对定模的型腔曲面缺口实行补缺处理。如图2所示;
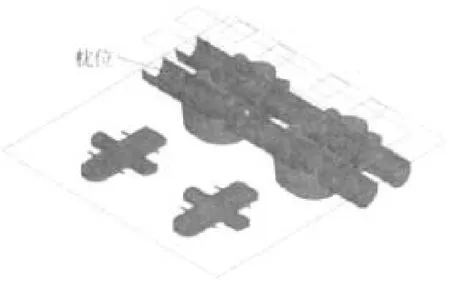
图2 定模的枕位图
3)夹子定模外形的最小圆弧半径约R1.0mm,需设计外形的整体铜公。为了加工出模具夹子周围的四个半圆台阶定模,也需要设置铜公,完成电火花加工需求。
在进行数控加工之前,利用平面磨、铣磨等通用设备,先将模型的标准毛坯加工出来,注意确保上下面的平行以及四周面的相互垂直。选择其中三个垂直面作为加工与定位的基准面,在零件底部钻四个孔,使用固定螺钉,固定在装夹固定板中,然后将压板固定在数控机床的工作台上,完成整个加工过程。
3 动模的设计与数控加工要点
以塑料盒子注射模型为例,与定模相比,动模的型芯体积较大,加工时间长、余量大,给道具造成的损耗较多。再加上动模型芯的曲面较为复杂,存在多处凹槽或凸台,曲面间的圆角圆滑过渡,倒角的半径较小,不方便清角加工,因此对数控工艺要求较高。动模设计与数控加工要点分析如下:
1)动模的型芯是塑料外壳内表面,没有定模对外表面的要求那么高,将螺丝型芯镶件、顶出位置等都设计在动模中;
2)在夹子中间两个圆柱的台阶孔,分别通过定模镶嵌零件和动模镶嵌零件而完成,两个方形孔和下部支撑条也通过镶嵌小型芯来完成。在动模的出胶位置,完成模型结构的设计过程。等到数控加工以及电火花加工之后,利用其它工艺细化完成;
3)在对动模型芯进行精加工时,可利用平底刀,完成表面精加工和请角加工。完成数控加工之后,再进行人工打磨,即完成加工要求。
由上可见,通过应用MasterCAM、UG、Pro/E、Solidworks等软件,对塑料注射模进行3D模型设计,再根据具体的塑件,设计模具结构,完成定模和动模的分模设计,绘制型芯与模具零部件的3D图纸,确定数控具体参数,输入加工程序、完成刀具路径设置,再将数据输入到数控机床中,完成自动化加工。这一系列的加工步骤,体现了现代化塑料注射模的生产与发展趋势,改变了传统模具制造的弊端,减少模具制造时间,提高工作效率与生产质量。
[1]黄娟.塑料注射模斜分型面的线切割加工[J].金属加工:冷加工,2008(3).
[2]陈华森.提高塑料注射模寿命的途径与措施[J].装备制造技术,2008(5).
[3]范有发,范新凤,肖雪清.塑料注射模组合式二级侧抽芯机构设计[J].模具工艺,2006(7).
