振动时效工艺过程的研究及应用
2012-02-01高礼奎
南 翔,高礼奎,张 蕾
1.河南科技大学机电工程学院,河南洛阳 471003
2.中国一拖开创科技有限公司,河南洛阳 471003
振动时效消除应力明显,投资少,成本低,适合于热时较容易变形的零件等。国外开发振动时效的技术较早,我国在19世纪70年代才开始研究。到目前为止,振动时效已广泛应用于机械制造行业。
1 振动时效的工艺过程
1.1 振动频率的确定
工件在振动时效时是一个振动体,根据振动学原理,它的固有频率可用下列通式表示:

式中:Fn为固有频率(Hz);
k为弹性系数(kg/cm);
m为振动体的质量(kg)。
工件固有频率可由振动时效设备来测定,如图1,该工件的固有共振频率为4 500r/min,共振时产生的最大振动加速度(峰值)为60m/s2,则对工件的振动时效频率就确定为工件振动加速度在20m/s2~40m/s2区域内所对应的频率

图1 某工件加速度—频率扫描曲线图
另外,具体选择在多大频率下为好,还要看工件的振动情况,如果工件在共振状态下振动很激烈,则可选择在共振峰高度的1/3~1/2范围内,如果振动不激烈,则选择在共振峰高度的1/2~2/3范围内。
1.2 振动时间的确定
振动时间,是根据零件的结构,重量,残余应力的大小和分布来选定的,振动时间的长短对振动时效的效果有着一定的影响,国际上普遍采用工件的亚共振区进行较长时间的亚共振处理,实验证明,振动消除残余应力大部分是在前5分钟内完成的,5分钟之后的处理效果已不再明显,一般可参照下表1,来选择振动时间,基本上能满足振动工艺要求。

表1
1.3 动应力的确定
动应力是激振器施加给工件以与其固有频率相一致的周期交变力相对应的动态附加应力,动应力是振动时效中有决定性作用的参数,它不仅与工件中的原始残余应力值有关,而且与工件被处理后的强化和尺寸精度稳定化有直接关系,动应力选择如果太小,则消除残余应力的效果比较差,动应力施加太大,会超过工件的疲劳强度,甚至抗拉强度,引起工件疲劳强度的下降,甚至断裂,动应力可通过来调整激振器的转子偏心来实现。
动应力的幅值应达到构件的工作应力的1/3~2/3,动应力幅值一般可以用下式估算:

式中:σb为材料的抗拉强度 (MPa);
σs为材料的屈服强度(MPa);
σd为动应力的幅值(MPa)。
当构件结构均匀,应力集中较小时,动应力幅值可取上限,当构件结构不均匀,应力集中较大时,动应力幅值取下限。
目前生产的振动时效设备具有人机对话的功能,对操作人员有着一定的指导作用,动应力大小如果选择不适当,它会告诉操作人员如何调整动应力,起到了良好的人机对话作用。
1.4 工件的支撑位置与激振器的装夹位置的确定
支撑位置和装夹位置是根据工件的振型来确定的,而工件的振型由于工件本身的重量,几何形状,尺寸等因素所决定的,所以判定工件振型,寻找支撑,装夹位置是振动时效实际应用中遇到问题最多的,也是最重要的、最困难的一个参数。
总的原则是,支撑垫应放在工件振型的波节处,激振器应放在工件振型的波峰处,用专用卡具与工件刚性的卡在一起,传感器应放在远离激振器另一个波峰处。
如图2所示,以梁型工件为例说明,此梁型工件为一阶振型,按照上述原则,支撑位置与装夹位置就容易确定了
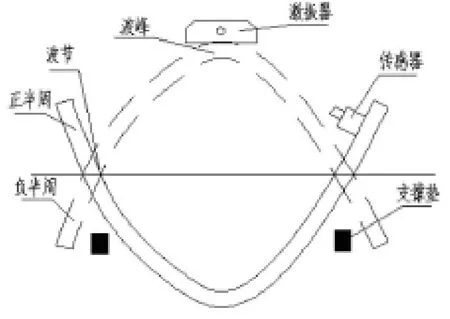
图2 梁型工件的一阶振型与支撑装夹示意图
振动时效的振动频率、振动时间、动应力、工件的支撑位置与激振器的装夹位置四个工艺参数一旦确定了,振动时效的工艺过程也就可以确定了。
利用HK2000型的振动时效设备,对振动频率、振动时间两个参数设备可自行检测解决,对动应力可通过人机对话进行调整解决,关键是工件的支撑位置与激振器的装夹位置需要操作者完成,也是较难解决的一个工艺参数。
工件总结如下:
1)机床导轨床身(属于梁型工件:长:宽>3,长:厚>5):采用四点支撑,一般支撑在距离端部2/9处,激振器卡在床身一端,传感器放在工件的另一端。如图3
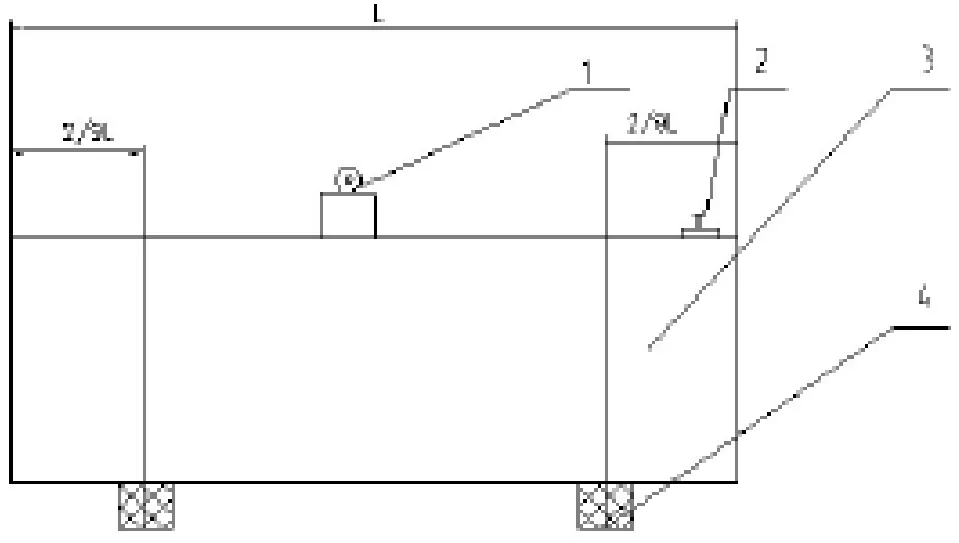
图3 机床床身支撑装夹示意图
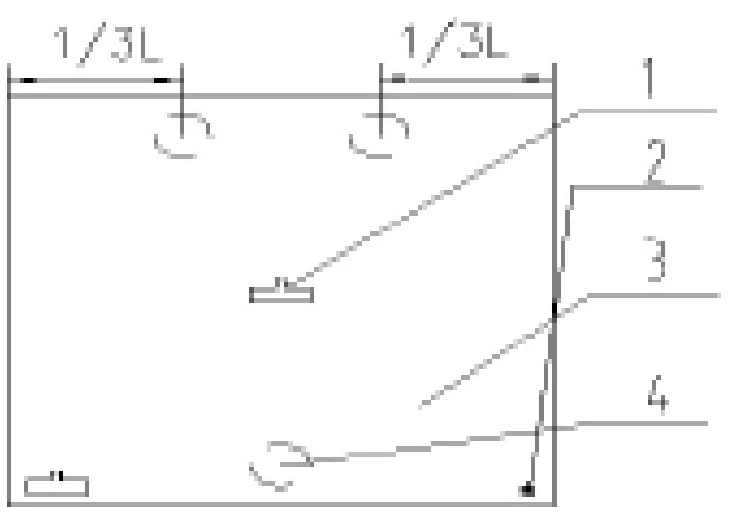
图4 绞车机架支撑装夹位置
2)矿山机械用绞车机架(属于方型工件:长≈宽≈厚):三点支撑结构,激振器在单支点侧的端部,传感器在另一端部。如图4。
3)矿山机械用并车箱底架(属于板型工件:长≈宽,长:厚>5):采用四点支撑,激振器放在工件一端,传感器放在另一端。如图5。

图5 并车箱底架支撑装夹示意图
以上三种工件按照上述支撑位置和装夹位置,进行时效处理后,输出的振幅频率(A-f)曲线(f表示频率)及振幅时间(A-t)曲线均符合JB/T5926-91标准的规定。
2 结论
通过对振动时效的原理和工艺过程研究,使得工艺人员和设备操作人员在实际的工作当中更容易确定振动时效的工艺参数,有利于振动时效在实际工作中推广应用。
[1]周振丰.焊接冶金学(金属焊接性)[M].北京:机械工业出版社,199.
[2]李春胜,黄德彬主编.金属材料手册[M].北京:化学工业出版社,2005.
[3]郑宜庭,黄石生合编.弧焊电源[M].北京:机械工业出版社,1996.
[4]徐强,等.双脉冲MIG对2219Al-Cu合金焊缝组织及性能的影响[J].热加工工艺,2004,10.
[5]Daihen Corporation,仝红军,上山智之.低频调制型脉冲MIG焊接方法的工艺特点[J].焊接,2001(11):33.
