西门子S7-200PLC在制糖业CASS工艺污水处理系统中的应用
2012-01-24叶远坚周丽琴
叶远坚 周丽琴
1.广西大学电气工程学院 530004 2.广西农业职业技术学院 5300073.广西电力职业技术学院 530007
1 引言
近几年以来,中国糖业快速发展,成为世界第三产糖大国。由于产糖量的增加,污水的排放量也不断增加,引起的环境污染日益严重。目前,国家加大了环境保护的力度,各地的制糖企业也顺应国家治理环境的大潮,自觉加大了对糖厂污水处理建设方面的投资力度。云南省镇康县南华勐堆糖业公司污水处理厂加大力度建设糖业污水处理项目,以西门子S7-200系列PLC为核心,构建自动控制系统,控制糖业污水的处理过程,提高糖厂污水的水质,达到节能减排的目的。
2 工艺概况
2.1 CASS工艺简介
CASS(Cyclic Activated Sludge System)是间歇运行的循环式活性污泥法,是近几年来国际上公认处理生活污水和工业污水的较好工艺。CASS工艺的运行模式由进水、曝气、沉淀和滗水四个阶段组成,从进水到滗水结束作为一个周期。每个CASS反应器由三个区域组成,即生物选择区、氧区和主反应区。
2.2 CASS工艺流程
制糖废水排到污水处理站,首先是由格栅池把污水中的漂浮物阻拦下来,然后污水流到调节池,调节池检测液位高度(如果污水或者水量太大就先把污水排到事故池里闲置一下后再处理),液位高度到达后通过提升泵抽到冷却塔(污水温度高,就开启冷却塔对糖业污水降温),流到配水槽,经过虹吸到CASS池,边进水边曝气,曝气完成,然后沉淀,最终排水。CASS工艺流程如下1所示。
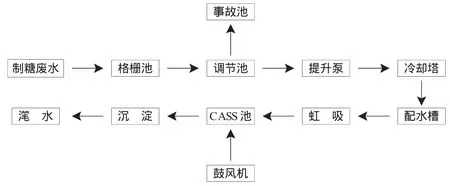
图1 CASS工艺流程图
3 CASS工艺污水处理自动控制系统的方案
CASS工艺污水处理的自动控制方案的主要依据是CASS工艺处理污水的工艺流程特点。CASS工艺处理污水的自动控制主要是根据CASS工艺污水处理的反应时间控制,即对CASS工艺处理污水的进水、曝气、沉淀、滗水这四个阶段所需要的时间进行时间顺序的自动控制;在调节池和CASS池中配以液位程序控制。
4 CASS工艺污水处理的自动控制系统总体设计
CASS工艺污水处理的自动控制系统主要硬件构成有:一套低压控制柜、一台研华工业控制计算机、以及两台电源。CASS工艺污水处理的自动控制系统核心控制器采用西门子S7-200 PLC(安装于低压控制柜内)同时包含研华610工业控制电脑、后备电源、小型断路器、220VAC/24DC开关电源、微型继电器等辅助设备。软件部分主要采用了西门子S7-200PLC编程软件(STEP7-Micro/WIN V4.0SP6)和亚控公司的组态王6.53监控软件512点的配合使用。
4.1 硬件部分
PLC的选型及测点配置。通过对自动控制系统所要检测的数字量输入点数进行统计后最后得出47个,所要检测的模拟量输入点数4个,对控制设备的数字量输出点数27个。通过统计以上检测的数字量输入、模拟量输入和数字量输出后作为选择PLC的基本依据,在正常情况下,都会为PLC增加20%余量作为扩展使用,数字量输入47×1.2≈56点,模拟量输入4×1.2≈5点最后模拟量选择8个点,数字量输出27×1.2≈32点。因为数字量输入输出点数合计86个点,模拟量输入合计8个点,最后决定选择整体式的西门子S7-200CN型PLC配合以相应的功能模块构成。整个系统的核心由西门子226主机6ES7216-2AD23-0XB8(包含24DI/16DO)一台、数字量扩展模块16点DC输入/16点DC输出模块6ES7223-1BL22-0XA8一块、数字量扩展模块16点DC输入模块6ES7221-1BH22-0XA8一块、模拟量4输入模块6ES7231-0HC22-0XA8两块组成。
工业控制计算机采用研华IPC-610-L的主机箱一台,采用了Intel core2.0处理器、内存2G、硬盘500G的配置。后备电源采用了深圳山特C3K/30,3KVA在线式UPS一台。
4.2 软件部分
PLC的编程软件采用的是西门子S7-200PLC编程软件(STEP7-Micro/WIN V4.0SP6),主要实现对CASS工艺污水处理过程的编程,可以对程序进行调试和测试,并可在程序运行时进行监视,能够及时了解编程中出现的错误。
组态软件采用了亚控公司的组态王6.53。该软件容易学习和使用,功能齐备,具有可视化的操作界面;可以自动建立输入输出点,但是它是按外部和内部点一起计算控制点数的,而不是按外部点来计算的;能够实现分布式存储报警和历史数据,实现对污水处理整个处理流程的监控,具有实时趋势监控的能力,并且对整个处理过程可实现全面报警功能。
针对勐堆南华糖业公司污水处理站处理污水的特点,设计和制作了相应的组态界面,如监控系统的登录界面(包含了用户的登录退出、创建、修改密码、退出系统等功能),公共页面界面(主要功能是进行各个页面的切换与故障发生时的复位清除等),工艺流程图界面(提供一个简易的CAD流程图界面,使操作者能对整个污水处理的工艺流程有所了解),监控总图界面(窗口就是日常进行监控的主要画面,其中包含了电机状态的查看、启停方式、程控设定、故障提示、液位流量显示等),总体监控画面如图2所示。监控总图中包含了所有需要启停的设备,包含泵、风机、电磁阀,均有对应的位置;电机显示状态在监控图中各个相应的设备的中部,其中红色代表停止、绿色代表运行、黄色代表故障(此故障为电机的一般过载故障);液位显示在对应池子的图符中;程控设定在最左边的自控显示窗口中,点击参数设置设定;故障显示窗口在左上角处,以下详解。还有其他的分控界面,如设备控制画面、液位设定窗口、报警提示、程控设定、参数设定、控制页面、报表页面、报警页面、曲线页面等。

图2 监控总图界面
5 结束语
本套系统在云南镇康县南华勐堆糖业有限公司污水处理中投入运行后,稳定可靠,设备运行正常,操作人员在污水处理控制中心进行监控操作,降低了操作人员的劳动强度,提高了污水处理设备的利用率和操作人员的劳动效率以及安全度,保证了处理后的污水的水质,达到了预期的目的,为客户提供了节能、高效的污水处理系统。
[1]乔丛,许多,余泽栋.关于国内污水处理及CASS工艺自动控制技术的初步探讨 [J].仪器仪表标准化与计量.2007(3)∶15-17,37.
[2]亓学鹏,王国勇,赵聪,黄蒙.PLC技术和组态王6.52在污水处理厂中的应用[J].中国仪器仪表.2008(10)∶42-45.
[3]蒋娅琳.PLC在CASS工艺中的应用[J].中国给水排水,2010(8)∶128-129.
[4]赵海忠,王建国.浅谈PLC的选型.机电信息[J].2010(18)∶274-275.
[5]叶远坚,孙峰,蒙雪兰.三菱FX2N系列PLC 在CASS工艺污水处理自动控制系统中的应用[J].企业管理.2010(9)∶81