不锈钢纤维与阻燃粘胶的混纺工艺设计
2012-01-15张会娟张尚勇李瑞洲
张会娟, 张尚勇, 李瑞洲
(1.武汉纺织大学,湖北 武汉 430200; 2.河北科技大学,河北 石家庄 050018)
不锈钢纤维具有良好的导电性能和防电磁辐射等特性,但不锈钢纤维可纺性能差,纺纱过程中会出现纤维与牵伸罗拉间相对滑动、纤维间抱合力小、纱线强力低等问题[1-2]。采用阻燃粘胶与不锈钢纤维混纺,既能降低不锈钢纤维纺纱的难度,又能开发出具有导电、抗静电、防辐射与阻燃一体的复合型功能织物。
下面以32 tex不锈钢纤维含量为19.4%的混纺纱为例设计其纺纱工艺。
1 不锈钢纤维和阻燃粘胶可纺性分析
1.1 纤维规格
(1)阻燃粘胶纤维长度为38 mm,细度1.67 dtex,极限氧指数LOI值约为33%。
(2)不锈钢纤维的长度为40 mm,直径为6 μm。
1.2 不锈钢纤维与阻燃粘胶的强伸性能
采用YG004型电子单纤维强力仪,CRE拉伸方式,拉伸速度为20 mm/min,测得50根试样结果取平均值。实验条件为温度20 ℃,相对湿度65%[3],测定不锈钢纤维和阻燃粘胶纤维拉伸性能的各项指标见表1。
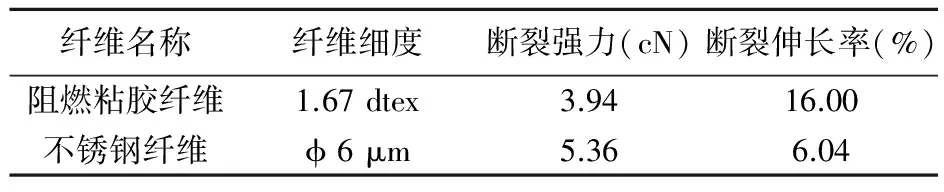
表1 粘胶纤维和不锈钢纤维的强伸性指标
从表1中的数据可以看出,不锈钢纤维的断裂强力较大,断裂伸长率比较小,属于硬而脆型纤维;粘胶纤维的断裂强力较小,断裂伸长率较大,属于软而韧型纤维。
1.3 不锈钢纤维与阻燃粘胶的摩擦系数测试
根据绞盘法测定纺织材料摩擦系数的原理,采用Y151型纤维摩擦系数测定仪,实验条件为温度20℃,相对湿度65%,测定不锈钢纤维和阻燃粘胶纤维的动摩擦和静摩擦系数[4-5]。分别制作5个不锈钢纤维棍和五个粘胶纤维棍,准备五个不锈钢棍和胶辊,分别进行30组实验。 计算统计得不锈钢纤维与阻燃粘胶摩擦系数见表2。
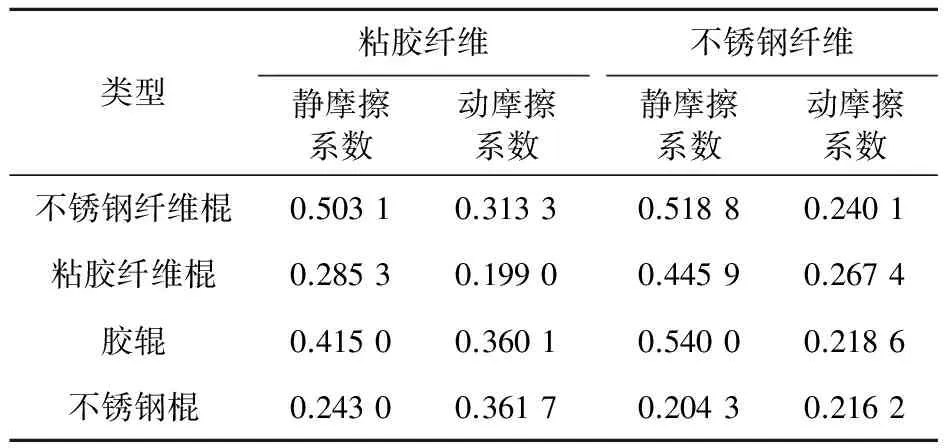
表2 不锈钢纤维与阻燃粘胶摩擦系数
从表2中可以看出,不锈钢纤维与钢棍、不锈钢纤维棍及阻燃粘胶纤维棍之间不仅摩擦系数小,而且动态摩擦系数小于静态摩擦系数,意味着在纺纱过程中纤维与牵伸罗拉间可能具有相对滑动、纤维间抱合力小甚至纱线中纤维易滑脱而导致强力低等问题。同时不锈钢纤维间摩擦系数较低,在并条过程中条子极易被拉断,因此在并条时可采取与阻燃粘胶条一起喂入,以增强条子强力,防止断条。
2 纺纱工艺设计
由于不锈钢短纤密度较大,刚性强,与阻燃粘胶的性能差异很大,纤维在梳棉机中不能很好地转移到锡林上,所以不适宜使原料在开清棉进行直接混和,否则易造成纤维层分层现象和不锈钢纤维不必要的损失[6-7],因此采用条子混和的方法为宜。
2.1 工艺流程
采用传统环锭纺纱流程,将阻燃粘胶纤维与不锈钢纤维在并条工序中进行混纺,纺纱工艺流程如下:
粘胶混合开松(FKW350Ⅱ型梳针式双滚筒开松机)→梳理(A186F梳棉机)→并条
2.2 纺纱工艺参数
2.2.1并条工艺参数
通过本工序将阻燃粘胶纤维和不锈钢纤维以条子采用一道预并和两道混并的形式混合。首先将定量为20 g/5m的粘胶纤维和20.4 g/5m的不锈钢纤维条子以1∶5的比例进行预并条,再将预并条、不锈钢纤维条子和粘胶纤维条子以1∶1∶4的比例进行二并,最后将所得混合条子进行三道并条。工艺参数见表3。
2.2.2粗纱工艺参数
纺制粗纱时采用的是A456D型粗纱机,其牵伸形式为三罗拉双短皮圈牵伸,YT12150A型弹簧摇架加压。工艺参数见表4。
2.2.3细纱工艺参数
细纱工序采用DSSp-01型数字式小样细纱机,规格为C12W12-3-1。该设备是天津工业大学纺织学院开发研制的,属于数字化小样纺纱快速反应系统之一,其工艺参数见表5。

表3 A272F并条机工艺参数

表4 A456D型粗纱机的工艺参数

表5 细纱机的工艺参数
3 问题与措施
3.1 并条工序
不锈钢纤维之间抱合力较低,容易断头,采用纯不锈钢纤维条可以与阻燃粘胶纤维条一同喂入,以防止不锈钢纤维条断头。生条在经过牵伸时容易堵塞喇叭口,使纤维条缠绕在牵伸罗拉上,造成原料的浪费[8]。出现这种情况时,可以调整牵伸罗拉隔距,增加车间的湿度,以防止堵塞和缠绕等情况的发生。同时适当增大胶辊硬度,有利于增大纤维的握持力,可保证牵伸顺利进行。纺纱过程中不锈钢纤维条子与并条机的导条辊接触时会产生电火花,会有一定的危险性,解决的办法是关闭断头自停装置,以此来防止电火花的产生。
3.2 粗纱工序
粗纱工序中捻度选择不宜太大,否则给细纱工序增加牵伸负担。纺纱过程中发现,纺纱时因空气干燥易产生摩擦静电[9],造成纤维缠绕胶辊,影响纺纱工序正常进行,增大空气湿度后,效果得到明显改善。
3.3 细纱工序
由于不锈钢纤维的密度大,在纺纱过程中气圈较大易碰挡纱板,影响纱线的毛羽指数,故在实验过程中我们更换了较重钢丝圈,情况有所好转。在试纺时出现“硬头”现象,通过提高细纱机后区牵伸倍数,变大胶辊增强对须条的握持力,使情况得到了改善。同时调节罗拉隔距进一步改善了纱线的条干均匀度。
参考文献:
[1] 段亚峰,吴惠英,潘葵.不锈钢纤维及其应用[J].产业用纺织品,2008,26(12):1—4.
[2] 刘先兰,刘楚明.不锈钢纤维生产工艺的现状分析[J].材料研究与应用,2007,(3):169—172.
[3] 朱正锋,王军华.不锈钢纤维及混纺纱性能探讨[J].中原工学院学报,2007, 18(4):22—25.
[4] 徐静,宋科新.竹浆纤维/棉/不锈钢纤维混纺纱的生产实践[J].上海纺织科技,2009,37(5):36—37.
[5] 王丽敏.不锈钢纤维混纺纱线的工艺技术探讨[J].上海纺织科技,2005,33(11):42—43.
[6] 朱正锋,董新蕾,王军华.阻燃粘胶/不锈钢纤维混纺纱线的开发及其性能[J].上海纺织科技,2007,35(8):51—53.
[7] 徐礼彬,刘正芹,张玉清.含不锈钢纤维织物的力学及服用性能研究[J].山东纺织科技,2005,46(5):13—15.
[8] 褚明利,胡江涛,肖明慧,等.接枝改性阻燃粘胶纤维的性能研究[J].山东纺织科技,2007,48(6):12—14.
[9] 胡彦英,秦志刚.阻燃粘胶纤维的性能及其纺纱工艺研究[J].山东纺织科技,2007,48(6):1—3.
