带死区的PID调节在高压丙烯洗涤塔的应用
2012-01-12魏虹
魏虹
(大港石化公司维护车间,天津300280)
在聚丙烯装置中,从反应器排出的由液相丙烯和固相聚合物组成的淤浆经闪蒸、脱气后,固相粉料以重力方式下料至汽蒸系统,携带着大量细粉的气相丙烯则进入高压洗涤塔T301,向上的丙烯气流与冷却后回流的液相丙烯在塔盘逆流接触,以除去其中夹带的细粉,洗涤出的聚合物细粉与液相丙烯形成的淤浆通过洗涤塔底部出料阀排至小闪线闪蒸后再进行脱气,洗涤塔顶部气相丙烯进入换热器冷却为液相后,少部分用于回流洗涤,大部分输送至反应单元回用。洗涤塔底部装有再沸器,由来自汽蒸系统的98~100℃工艺热水在此加热丙烯淤浆,汽化洗涤塔底部丙烯,确保塔底液位控制在400mm左右。由于洗涤塔的液位稳定可直接确保塔压和气相出料量稳定,进而可确保上游闪蒸、脱气系统的压力稳定和下游与新鲜丙烯均匀混合,因此洗涤塔液位是聚丙烯装置运行的重点控制参数之一。
1 带死区的PID调节控制方案
高压丙烯洗涤塔液位控制采用串级控制方案,如图1所示,液位控制器LIC3201为主调节器,工艺热水流量控制器FIC3202为副调节器,主、副调节回路的原始设计算法皆为基本型PID方式。

图1 T301液位串级控制原理
由于主调对象的液位有着较长的滞后特性,其控制精度差、调节难度大,大港石化公司100kt/a聚丙烯装置开工初期仅靠整定PID参数无法投用液位串级控制回路,操作员工仅能凭经验手动调节热水量,难以达到稳定液位、压力及出料的目的,导致聚丙烯装置运行参数超高低限值的情况频繁发生。对此,自2012年开始对液位控制采取优化措施。
1.1 PID控制算法的优化
经分析,传统PID算法较偏重于设定值变更时的跟踪性,适用于线性时间常量的一阶滞后,而液位动态特性为典型的二阶滞后,针对每个控制周期,将基本型PID控制运算式变形为使用采样值的形式,使用差分运算式,转换如下:

式中:DMVn——操作输出变量;En——偏差,En=PVn-SVn;DEn——偏差的变化量;DT——控制周期。
与基本型PID运算式相比,该算法对于液位测量值的波动状况可以进行稳定地控制。另外,对于控制对象过程的特性变化、负荷变动或干扰发生,可以进行比例、积分、微分的各种控制处理,可预期得到良好的效果。
1.2 将PID定值控制改为死区控制
由于大滞后被控参数变化的不确定性和高压丙烯洗涤塔流程复杂性等特点,至再沸器的工艺热水量与液位、塔压等均有一定的关系。传统的PID调节不但有20%的超调,而且系统响应较慢。一遇到波动就进行调节,导致阀门的不停动作,故在差分控制算法上,进一步采用了带死区的PID调节,原理如图2所示。

图2 带死区的PID液位控制原理
规定死区的目的是避免控制作用过于频繁即减少阀门启闭过于频繁,消除动作频繁所引起的振荡,增加阀门使用寿命以及密封性。其控制算式:
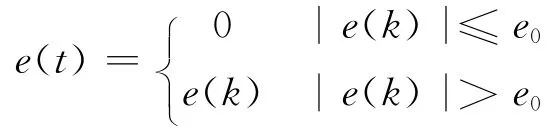
式中:e(k)——位置跟踪偏差,e(k)=r(k)-y(k);r(k)——给定值;y(k)——反馈值;e0——参考值,其具体数据可根据实际控制对象的工艺要求或实际经验来进行确定,e0太小会造成控制动作过于频繁,e0太大会造成较大的滞后性。
通过上式,可以看出带死区的PID控制系统实际上是一个非线性的系统,当|e(k)|≤e0时,控制器输出为0,即阀门不动作;当|e(k)|>e0时,控制器进行相应的动作控制阀门。根据生产实际,取e0=0.15较为合理。
在PID控制中加入死区环节能有效地提高系统的快速响应特性,消除系统的振荡。并允许一定偏差的存在,但这个偏差满足聚丙烯装置运行参数波动范围。
2 优化效果
优化前,高压丙烯塔液位控制波形如图3所示,波动范围为25%~75%,这是聚丙烯装置运行平稳率长期不理想的主要原因之一。
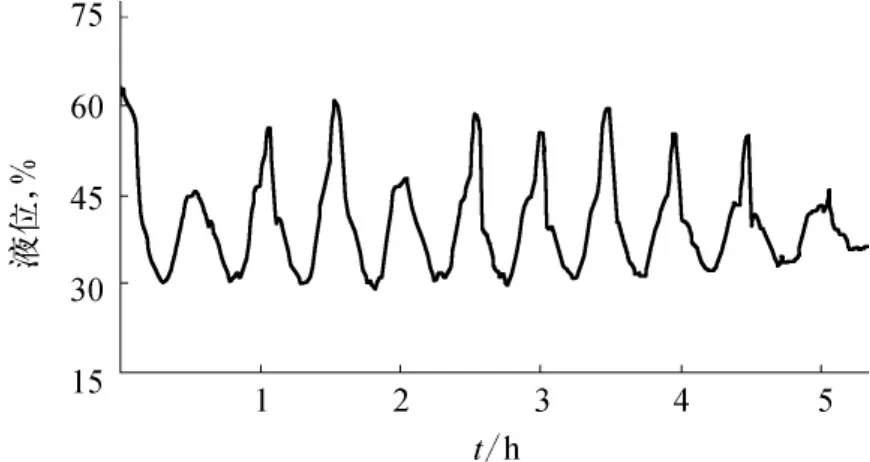
图3 优化前液位控制波形
采用带死区的PID调节对高压丙烯塔液位控制波形如图4所示。波动范围为47.5%~52.5%,有效确保了洗涤塔及其上下游系统的稳定运行,并使聚丙烯装置2012年4月运行平稳率达到100%。

图4 优化后液位控制波形
3 结束语
对于聚丙烯装置高压丙烯塔,采用带死区的PID优化控制方案,在很大程度上实现了高压丙烯塔液位的平稳控制,有着确保装置安全平稳运行、减轻操作员工工作强度的双重意义。长期运行证明,该系统有较强的抗干扰性和稳定性,有利于提高工作效率以及管理水平,方便实时监控,同时对生产合格产品具有积极意义。
[1] 刘金琨.先进PID控制及MATLAB仿真[M].北京:电子工业出版社,2002.
[2] 于存江,李克明.基于PID算法的锅炉温度控制系统的实现[J].长春大学学报,2008(04):41-44.
[3] 洪定一.聚丙烯:原理与工艺技术[M].2版.北京:中国石化出版社,2011.
[4] 内罗·帕斯奎尼.聚丙烯手册[M].胡友良,译.北京:化学工业出版社,2008.
[5] 厉玉鸣.化工仪表及自动化[M].北京:化学工业出版社,2004.
[6] 林德杰.过程控制仪表及控制系统[M].北京:机械工业出版社,2004.
[7] 夏德钤,翁贻方.自动控制理论[M].3版.北京:机械工业出版社,2004.
[8] 孙志强.生产过程自动化及仪表[M].北京:清华大学出版社,1999.
[9] 张根宝.工业自动化仪表过程控制[M].西安:西安工业大学出版社,2007.
[10] 科曼.算法导论[M].潘金贵,译.北京:机械工业出版社,2006.