一种新型磨盘及其制造方法
2012-01-12梁钱华
梁钱华
(四川机电职业技术学院,四川攀枝花,617000)
磨浆机是制浆造纸厂主要设备之一,磨盘是磨浆机的关键零部件,属于易损件。为了保持生产中成浆质量的稳定,则要求磨盘除了具有良好的磨浆效果外,还要具有较长的使用寿命,并且易于生产制造和维修[1]。生产中磨齿的寿命决定了磨盘的寿命,但是目前使用的磨盘结构多数为磨齿和磨盘基体一体式结构,使得磨齿和磨盘基体必须采用相同的材料制成[2],这样不利于控制成本,而整体式的结构也不方便维修。目前使用的磨盘一般采用径向齿[3-4]或平行齿[5],这使得同一磨盘上磨齿长短不一,给生产制造带来很大的困难。
1 结构原理
为了克服现有技术的缺点,设计了一种新的磨盘结构,其原理如图1所示。

图1 磨盘结构原理图
该磨盘被同心圆族分为若干个区域,本例中磨盘被8个同心圆在径向上分为6个区域,圆2和圆3构成疏解区Ⅰ,圆3和圆4构成磨区Ⅱ,圆5和圆6构成磨区Ⅳ,圆7和圆8构成磨区Ⅵ,Ⅱ、Ⅳ、Ⅵ这3个磨区通常依次被描述为粗磨区、中磨区和精磨区,根据磨浆过程的需要,磨齿可以采用不同的齿型和间距。磨区Ⅱ的外径圆4和磨区Ⅳ的内径圆5所夹的区域为浆挡区Ⅲ,磨区Ⅳ的外径圆6和磨区Ⅵ的内径圆7所夹的区域为浆挡区Ⅴ。整个磨盘被曲线10a(b)在周向上分为2N个区域,每个区所夹的角度为β,2N与β的乘积为360°。如圆周被分为20个区,每个区所夹的角为18°,采用偶数分区的目的是为了便于磨片制造。所有曲线10a(b)均与圆1相切,该切线方向也是浆流被抛出的方向。曲线10a(b)与磨盘半径成一定夹角α,α也就是磨纹倾角,磨纹倾角一般在 7.5°~30°之间[3-4]。
2 基础结构
目前使用的磨盘通常采用铸铁或铸钢整体铸造成型,虽然材料本身价格低廉、稳定性好、不容易变形,但缺点是耐磨性差、使用寿命短;同时,由于磨盘采用一次铸造成型,造成磨盘成品率低、材料浪费等问题,因此造成高寿命磨盘的价格较高[6]。
为了克服以上缺点,本磨盘总体由磨盘基体、磨齿和齿槽3部分组成,如图2所示。根据各部分的使用性能,可选用不同的材料,因此根据实际需要只要提高磨齿和齿槽的硬度和强度即可,这样在延长磨盘使用寿命的同时也降低了磨盘的材料成本,减少材料的浪费。一般采用强度和硬度较高的合金或非合金材料作为磨齿,用相对经济的材料作齿槽,如不锈钢磨齿配碳钢齿槽,陶瓷磨齿配合金钢齿槽等。磨盘基体可用铸铁或其他经济适用材料,经焊接、扩散连接等适宜的又能满足使用强度的方法将其连接在一起。
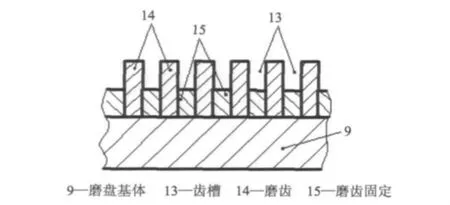
图2 磨盘结构图
3 磨片制造方法
目前使用的磨盘一般采用径向齿或平行齿。径向齿即磨齿的排布沿磨盘径向;平行齿磨盘一般由若干磨片构成,每个磨片上的磨齿都平行于其中一道磨齿 (一般是最边缘上最长的那一道)。这两种结构有一个共同的缺点就是磨齿长度不相同,给制造和维修带来极大的不便。为了克服以上缺点,设计了如图1所示的磨盘结构,区域Ⅱ、Ⅳ、Ⅵ为磨浆区,由于它们的构成方式相同,故只选择磨区Ⅱ作一说明。如图3所示,曲线10a(或10b)和曲线10b(或10a)在磨区Ⅱ内的线段与圆4上的弦11b和线段11a所围成的区域为12A(或12B),弦11b的弦切角为 γ,线段 11a平行于弦 11b,12A(或12B)即为一个磨片,一个磨区由2N个这样的磨片组成。
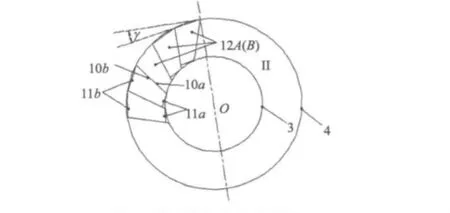
图3 磨片几何定义示意图
如图4(a)所示,令四边形12A的边10b与四边形12B的边10b重合,12A的边11b(或12a)与12B的边11a(或12b)共线,由于11a与11b平行,故四边形12为平行四边形。线段10b所在的直线RC将平行四边形12分割成两个全等的四边形12A和12B,RC与半径RO之间的夹角即为磨纹倾角α,线段10a与10b之间的夹角为β。平行四边形12即为一个基本的磨片制造单元。一个磨区由N个单元构成。将磨齿14和齿槽13平行于边10a依次排列在这个平行四边形中,按照材料所适合的方式将它们固定在一起,然后沿线RC切割成两部分。通过这样的方式来保证同一磨区中所需的磨齿长度相等。其他磨区中的磨片制造方法与此相同。由于磨片的外边缘为弦而非圆弧,故每个磨区的外边缘实际上为类圆曲线,这就打破了一般磨盘为整圆的常规。该方法简单可行,制造和维修极其方便。
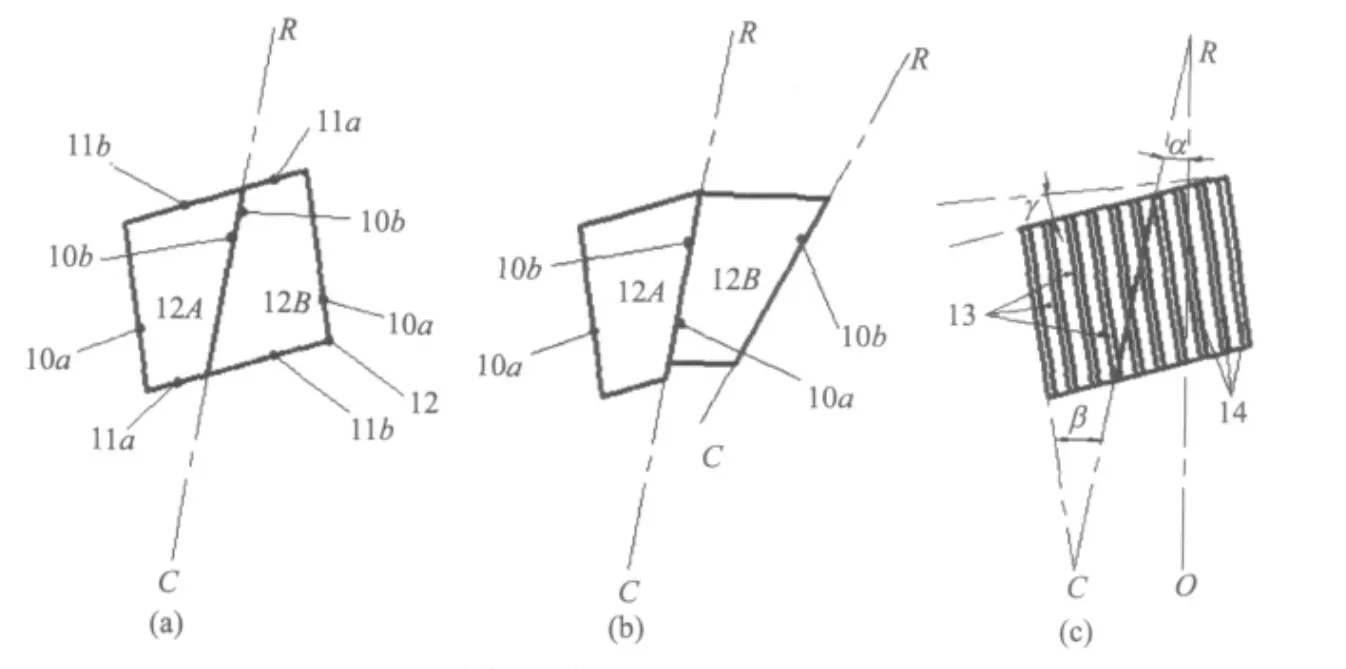
图4 磨片组成示意图
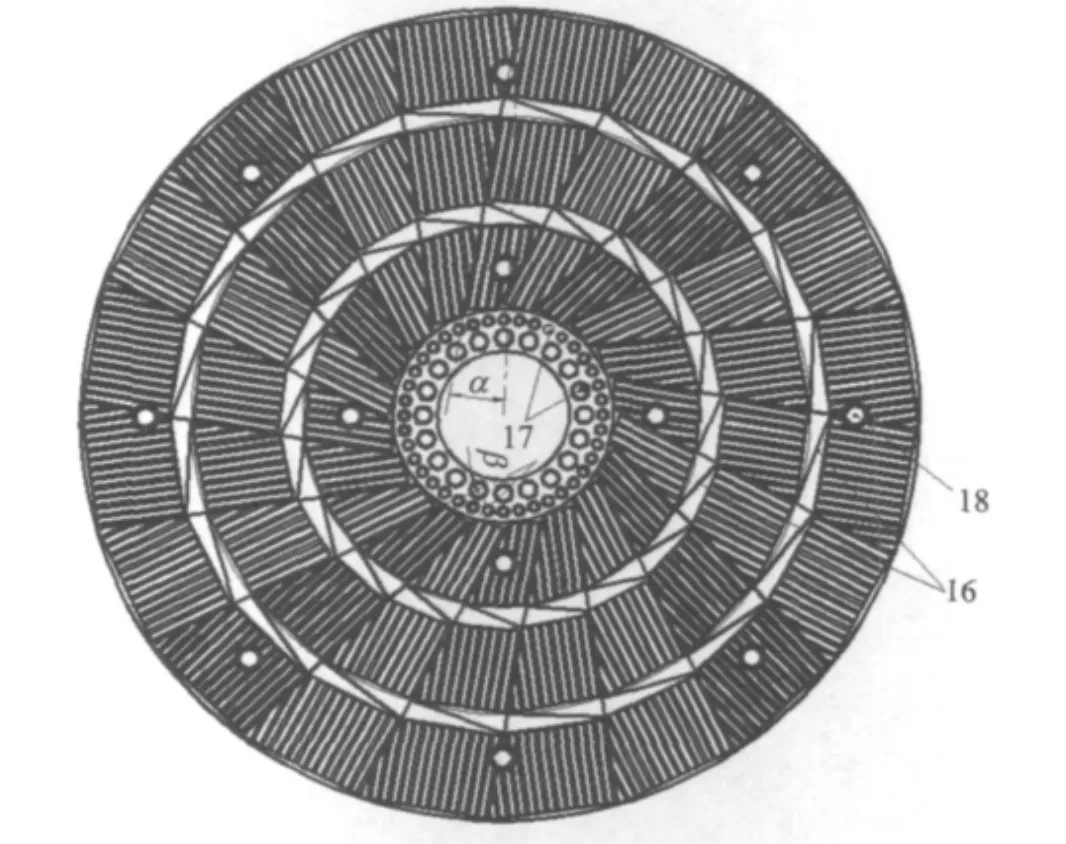
图5 磨盘主视图
如图5所示,磨区和磨区之间分布着z字形浆挡,能有效防止浆料短路,消除生浆片或纤维束,提高打浆的均匀度。
该磨盘的另一创新之处在于疏解区的结构。疏解区Ⅰ位于磨盘内区,是浆料进入磨浆区的入口,其内沿若干同心圆周向均布了小圆台17。这种结构增加了纤维在疏解区的停留时间。纤维在破碎区停留的时间增加,将得到更大的比容积[7],从而使磨浆机更稳定。更多的能量被消耗在对浆料的压缩上,用于纤维研磨的能量就相对减少,从而降低了磨齿对纤维的切断作用,而浆流对磨盘的反作用力也相应减小,故而增加了磨浆机的稳定性。这种结构还增加了纤维的碰撞次数,缓和了磨盘对纤维的破碎作用,保留了纤维的长度和强度。
多个磨片可经一定的方式组成磨片组。磨片组经其上的螺栓孔18与磨盘基体连结。螺栓孔也可布置在磨盘背面,以保持磨片的完整性和清洁度,提高磨盘寿命。
[1] 姚 俊,王 平.盘磨机磨盘间隙的测量与调节方法[J].中国造纸,2012,31(1):67.
[2] 张 辉,李忠正.盘式磨浆机技术研究进展与趋势[J].中国造纸,2007,26(10):40.
[3] 卢谦和.造纸原理和工程[M].北京:中国轻工业出版社,2004.
[4] 隆言泉.造纸原理和工程[M].北京:中国轻工业出版社,2003.
[5] 张爱芳.一种磨浆机新型磨片:CN,101590439A[P].2009-12-02.
[6] 朱小林.用于盘磨机的磨片及其制造方法:CN,101654888A[P].2010-02-24.
[7] 制浆造纸手册编写组.制浆造纸手册第六分册·机械法制浆[M].北京:中国轻工业出版社,1993.