铸造生产质量控制和管理专家系统
2012-01-05范俊生
范俊生
(北车兰州机车有限公司,甘肃兰州 730050)
铸造生产质量控制和管理专家系统
范俊生
(北车兰州机车有限公司,甘肃兰州 730050)
通过对国内多家铸造企业的调研分析,显示我国铸造企业生产中存在的问题,主要是生产质量控制和管理问题。根据软件工程的设计原则,结合铸造生产的实际,本文阐述了铸造生产质量控制和管理专家系统的需求分析和系统的总体功能。
铸造;专家系统;质量控制;质量管理
1 引言
在全面质量管理和ISO9000族国际标准的思想指导下,对铸造生产过程的每一个工艺环节进行严格管理和控制,是保证整个生产系统稳定、提高铸件产量和质量的必要条件。工业发达国家的铸造企业已经或者正在将这些先进的技术和思想应用到铸造生产中,并且取得了显著的效益。与国外先进的铸造企业相比,我国铸造企业在这方面还有很大差距。目前,国内铸造企业的生产力发展水平和管理水平参差不齐,特别是管理水平普遍较低,即使有现代化的生产线,如果没有先进的质量管理和控制手段,产品质量也不可能稳定,在国际上缺乏竞争力[1]。将全面质量管理和IS09000族国际标准的质量管理理论运用到铸造企业,研究科学的生产质量控制和管理方法,开发铸造生产质量控制和管理专家系统,就显得尤为重要。
2 专家系统总体设计
铸造生产质量控制和管理专家系统包括两大功能模块,即铸造缺陷分析模块和生产质量管理模块。
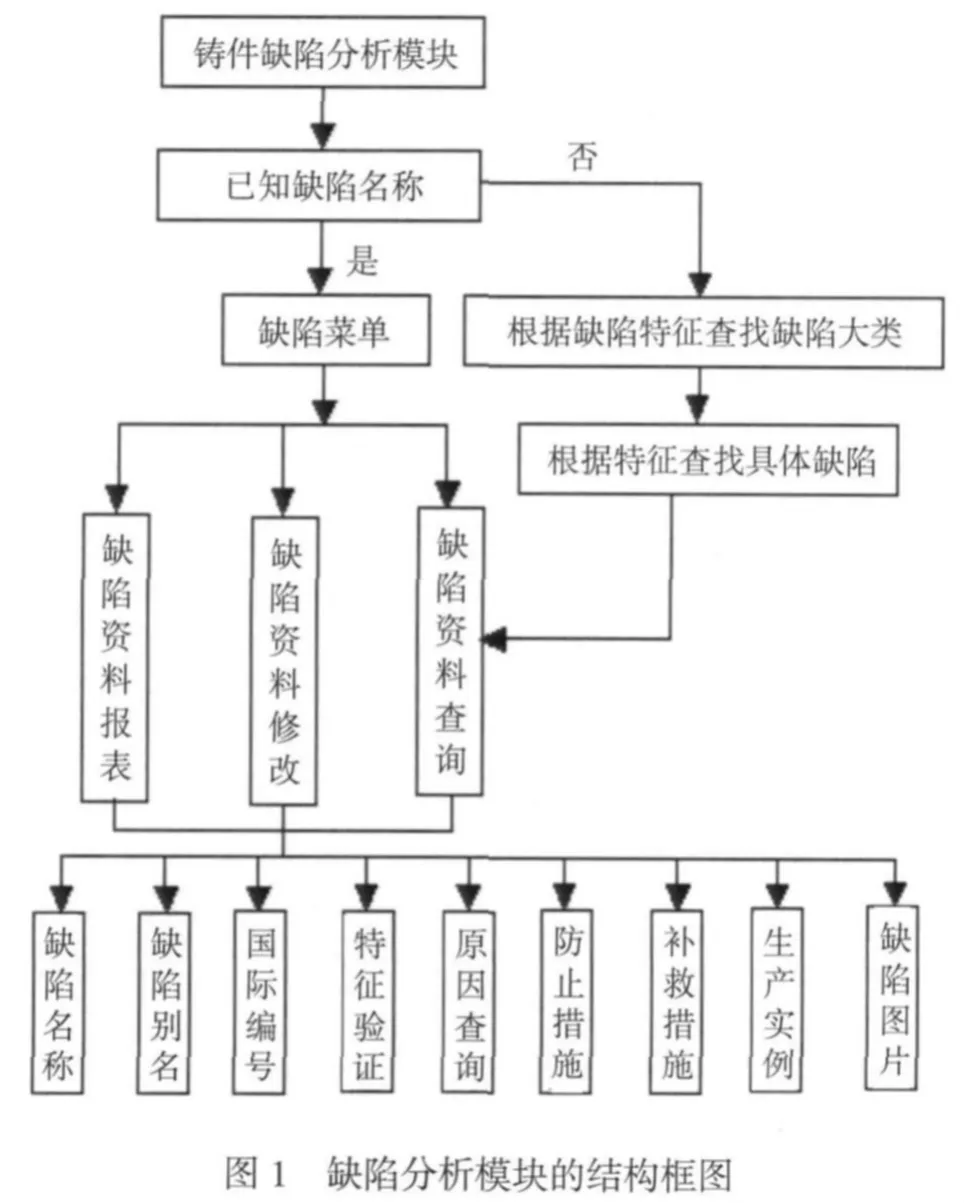
铸造缺陷分析模块(图1),模块主要功能是管理缺陷知识库。知识库包括了铸件名称、国际编号、别名、特征验证、产生原因、防止措施、补救措施、生产实例和缺陷图片等九个方面内容,技术人员还可以对知识库进行增删、修改,也可以打印。缺陷知识库又分为已知缺陷和未知缺陷两种。已知缺陷知识库包括缺陷查询、内容更新和打印等;未知缺陷知识库在查询时则需要通过缺陷特征查找缺陷的大类,再通过缺陷的特征描述找到其属于那种具体缺陷。
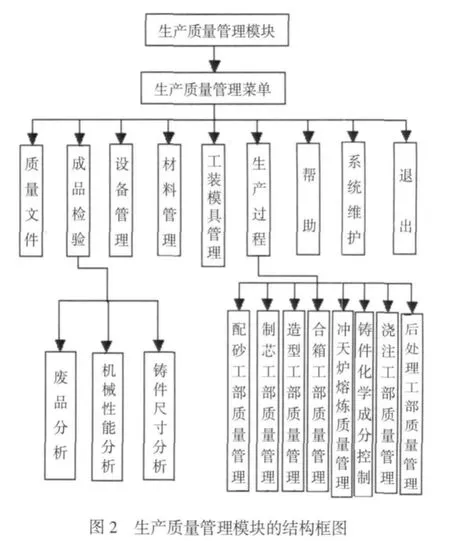
生产质量管理模块(图2),模块主要功能是对生产过程的工序质量、废品分析、质量文件、工装模具、设备、材料等进行管理。在此模块中,菜单项有质量文件、成品检验、生产过程控制、工装模具管理、设备管理、材料管理、帮助、系统维护等部分,其中生产过程控制又分为配砂工部质量管理、制芯工部质量管理、造型工部质量管理、合箱工部质量管理、冲天炉熔化质量管理、化学成分控制、浇注工部质量管理以及清理及后处理工部质量管理;成品检验分为废品分析、铸件机械性能分析、铸件尺寸控制。
3 单值-移动极差控制图(X—Rs)在铸造生产质量控制和管理中的应用
它是一种样本大小为1的控制图,因而对过程标准差σ的估计要通过相邻的两个样本间的移动极差Rs来进行。多用于对每一个产品都进行检验,采用自动化检验和测量的场合;取样费时、昂贵的场合;样品均匀的场台。在铸造生产中,许多抽样检验过程比较费时,加之许多数据如制芯和造型所用的型砂的各种参数如水分、透气性、湿压强度等,只要混制均匀,一个数据基本可以反应整体情况。所以,在铸造生产的质量控制中,单值-移动极差控制图是用得最多的一种控制图,特别是在铸造现场质量控制方面。
设从过程抽取的样本为 Xi,i=l,2,…,n,则移动极差定义为:

而平均移动极差为:

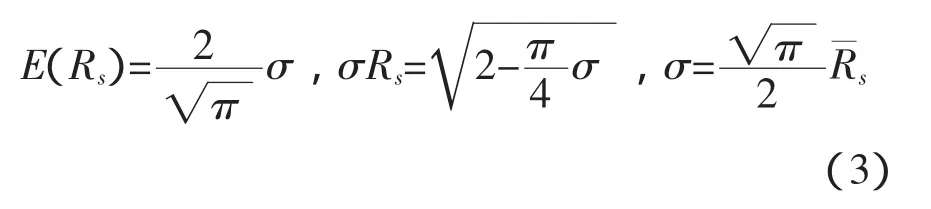
若样本取自正态总体,可以证明:
对于σ已知的情况,X图的控制线为:

而Rs图的控制线为:
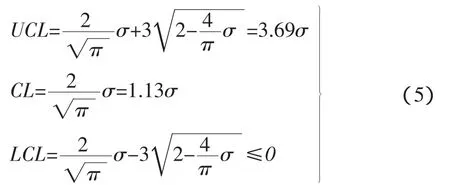
式中LCL为负值,但Rs不可能为负,故取LCL=0作为Rs的自然下界。
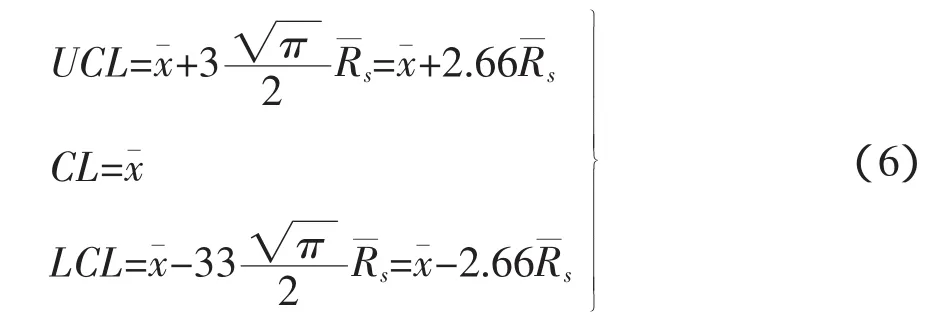
对于σ未知的情况,X图的控制线为:
而Rs图的控制线为:
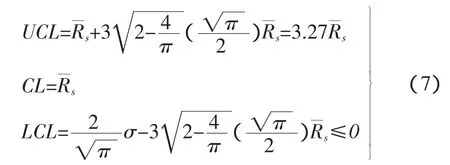
式中LCL为负值,但Rs不可能为负,故取LCL=0作为Rs的自然下界。
4 缺陷分析模块和生产质量管理模块的设计和实现
4.1 缺陷分析模块的设计
首先设计一个表单判断“是否已知缺陷类型”,已知缺陷类型则进入步骤(1);未知缺陷类型则进入步骤(2)。
(1)如果缺陷名称已知,则进入缺陷菜单,直接找到缺陷,实现知识库的查询、增删和打印等功能;
(2)如果缺陷未知,则通过缺陷的特征判断缺陷所在的大类,再在大类中查找缺陷的具体名称。找到具体缺陷以后,就可以查询知识库,但在此不能增删、打印。
(3)在缺陷分析系统中,分析到缺陷产生的原因以后,如果与过程参数有关,则可利用生产质量管理模块中方法来分析、诊断;如果与设备、材料、工艺规程或工装模具有关,也可以查询生产质量管理模块相应的内容。
4.2 生产质量管理模块的设计
4.2.1 休哈特控制图功能的设计
在统计质量管理模块中,采用单值-移动极差控制图(X—Rs),主要是用于判断工序是否处于稳定状态,样本大小一般为30个数据,用控制图判断的数据有16个,分别是配砂工序中的湿压强度、水分、紧实率、透气性和剪切强度;制芯工序中的热拉强度、发气量;化学成分管理中的碳、硅、硫、磷和锰;浇注工序中的浇注时间和浇注温度以及机械性能中的抗拉强度和硬度。如果状态稳定继续生产,否则要参考缺陷分析模块中知识库的内容,提出改进措施并实施,直至状态稳定为止。
4.2.2 参数日常控制功能的设计
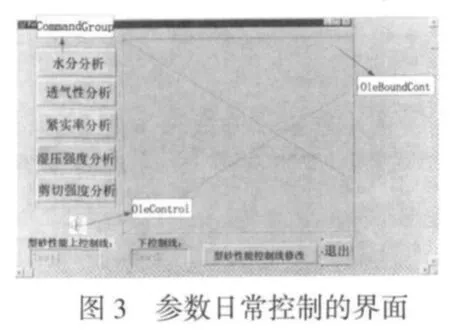
在使用休哈特控制图判断生产稳定、产品质量也稳定的情况下,可以直接使用参数的日常控制模块来分析参数是否超标。它是直接从日常生产的数据库中提取数据来进行分析,自动调用Windows的图形库来显示,具有自动声音报警功能,并可以显示、修改单值上下控制线。其设计过程如下(以型砂的5个参数为例):
建立一个表单(图3),上面主要有一个命令按钮组(Commandgroup),用于选择分析的参数;一个ActiveX 绑定控件(OleBoundContr01),用于显示图形;一个ActiveX控件(OleContr01),用于参数超标时自动报警;两个文本框(Text),用于显示单值上下控制线;两个命令控件(Command),一个用于修改单值上下控制线,另一个用于退出此表单。
各主要控件的方法事件代码:
(1)表单的“Init”事件代码为:
set safe off
(2)命令按扭组控件中“水分分析”的“Click”事件代码为
#define crlf chr(13)+chr(10)
#define tab chr(9)
close all
use型砂性能控制线
thisform.textl.value=水分上限
thisform.text2.value=水分下限
use型砂配方表.dbf excl
pack
go top
cgdata=””+tab+”水分”+tab+crlf
do while not eof()
cgdata=cgdata+tab+str(水分,3,1)+tab+crlf
if水分>thisform.textl.value
thisform.k2.setfocus()
=messagebox(”可能出现气孔缺陷,请参考气孔缺陷知识库中的内容”,48,”有水分过高的数据”)
End if
If水分<thisform.text2.value
Thisform.k2.setfoeus()
=messagebox(”可能出现掉砂、夹砂等缺陷,请参考缺陷知识库内容”,32,”有水分过低的数据”)
End if
skip
enddo
use mygraph
append general olegraph class”msgraph.chart”data cgdata
而“透气性分析”、“紧实率分析”、“湿压强度分析”和“剪切强度分析”的“Click”事件代码与“水分分析”的“Click”代码基本类似。
(3)命令按扭“型砂性能控制线按扭”的“Click”代码如下:
thisform.release
do form型砂性能控制线修改.scx
5 结论
铸造生产质量控制和管理专家系统是基于Windows平台、面向铸造企业、适合铸造生产管理人员和技术人员使用的专家系统。系统全部采用鼠标操作,简单易行。系统中充分体现了全面质量管理中“全员参与”、“全过程”和IS09000族国际标准中“构筑体系的基础是过程,运作体系必须控制过程”的管理思想。系统中的两大功能模块,缺陷分析模块和生产质量管理模块,经铸造企业的实际生产数据测试基本达到要求。
[1]陈宗民.全面质量管理(TQC)在铸件质量控制中的应用[J].铸造设备研究,2000(4):51-54.
[2]Edwards sJ,ect.Expert system for real-time Nonitoring and fault diagnosis.NASA-CR,1989,4.
[3]粱维中,等.铸造质量保正体系专家系统数据分析模块的建立[J].铸造设备研究,1999(1):37-39.
[4]张富山.(2000版)GB/T19000—IS09000族标准:质量改进工具箱[M],北京:中国计划出版社,2001.
[5]陈国桢,肖柯则,姜不居.铸件缺陷和对策手掰[M].北京:机械工业出版社,1996.
[6]王长春.质量改进是各级管理者追求的永恒目标[J].铸造技术.2001(6):44-45.
[7]徐贵宝,张国荣,沈兴起,等.铸造工业计算机专家系统技术及其应用[J].中国铸造装备与技术,1998(1):7-l0.
[8]黄叙武,韩建超.管理专家系统[M].北京:北京经济学院出版社,1994,6.
Expert System of Quality and Supervision of Foundry Production
FAN JunSheng
(Headquarter Lanzhou Locomotive Co.Ltd.Northern Vehicle Group,Lanzhou 730050,Gansu China)
Investigations in domestic foundries have shown that existing problems are mainly management and production quality control.Upon design principle of software engineering,combined with actual process of casting,both requirement analysis and overall design for Foundry Processing Quality Control And Management Expert System have been expounded.
Foundry;Expert System;Quality Control;Quality Management
T P391.7;
B;
1006-9658(2012)03-0037-4
2012-02-03
稿件编号:1201-009
范俊生(1960-),男,从事铸造生产管理