小方坯缩孔缺陷分析与控制
2012-01-04吕世霞
吕世霞
(天津天铁冶金集团有限公司炼钢厂,河北涉县 056404)
小方坯缩孔缺陷分析与控制
吕世霞
(天津天铁冶金集团有限公司炼钢厂,河北涉县 056404)
为提高天铁集团炼钢厂3#连铸机的产量,将拉速由2.1~2.2 m/min提高到2.4~2.6 m/min,使铸坯中出现了大量缩孔。对缩孔缺陷进行了分析,查找出了产生原因,通过施行控制浇钢温度、优化比水量、稳定二冷水压、提高铸机对弧精度等措施,使铸坯缩孔问题得到了有效控制,提高了铸坯质量。
方坯 缩孔 搭桥 柱状晶 控制
1 引言
天铁集团炼钢厂3#坯连铸机为4机4流小方坯连铸机,6 m弧,铸坯断面为150 cm×150 cm,钢种主要为碳素结构钢和低合金结构钢,专为高线厂供应坯料。自2011年起,随着高线厂产能的释放,铸机原有的生产节奏无法满足高线厂坯料热送热装工艺的生产要求,故对3#连铸机进行提速改造,提高产量。将浇注定径水口由Ф16.0 mm改为Ф18.0 mm,铸坯拉速由原来的2.1~2.2 m/min提高到2.4~2.6 m/min后,铸坯中出现了大量缩孔。通过对缩孔缺陷分析,查找出产生原因,改进工艺制度,优化了冷却参数,成功解决了缩孔问题,提高了铸坯质量。
2 提速后出现的问题
铸机拉速提高后,虽然产量提高了,解决了与高线生产相匹配的问题,但铸坯质量却产生了波动,出现了批量缩孔,如图1、图2所示。缩孔钢坯经加热炉加热后,缩孔部位容易发生氧化,轧制时缩孔缺陷一旦不能焊合就会扩展成裂纹,导致高线分叉和断裂,影响线材的力学性能和工艺性能,从而影响生产。
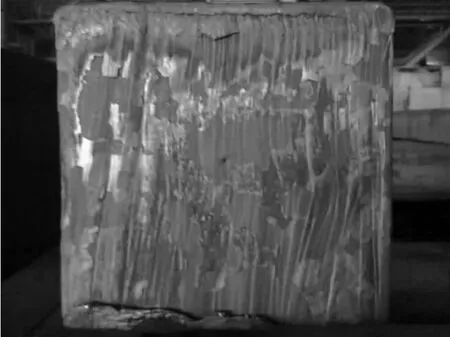
图1 方坯端部缩孔
3 原因分析及改进措施
3.1 缩孔形成原因

图2 方坯低倍缩孔
从铸坯低倍统计看,孔缺陷多为3.0级,个别呈蜂窝状,分析认为与铸坯冷却速度过快和柱状晶不均匀凝固生长有关。由于冷却速度快或冷却不均匀导致柱状晶发达而形成“搭桥”,而“桥”内钢水凝固后得不到外来钢水的补充而形成缩孔。经过一段时间现场跟踪,发现生产中存在钢水过热度过高、设备不对中、铸坯冷却不均匀等多方面问题,需要针对性地制定相应改进措施。
3.2 控制措施
3.2.1 控制浇钢温度,避免高温钢浇注
高温浇注会促使柱状晶生长,加大铸坯中心搭桥的机会,从而使缩孔产生的几率增大。为避免高温钢浇注,从稳定转炉出钢温度着手,合理组织生产,将连铸钢水过热度控制在15~20℃。
3.2.2 优化比水量
提速后,为了保证冷却需要,开始时比水量选得较大,铸坯冷却太快,易出现缩孔和裂纹。但比水量太小时,铸坯冷却慢,矫前温度过高,导致坯子带液芯矫直。经过几次摸索,最后将比水量稳定在2.1 L/m,铸坯缩孔得到了有效控制。
3.2.3 稳定二冷水压,均匀各段配水
加强班组配水人员责任心,生产过程中密切监视配水参数,发现二冷水压不稳,冷却不均时,及时协调解决,保证水压稳定,杜绝由于二冷水压忽大忽小造成的断续缩孔。另外,统一规范零段水量,避免随意调整水量导致冷却不均。
3.2.4 加强设备维护,提高设备精度,保证铸坯冷却均匀
(1)规范结晶器使用,上线前检查锥度,保证锥度在1.0以上,通钢量达到3 500 t时要下线更换铜管。停浇时要仔细检查结晶器铜管,内表面磨损严重或有凹坑划痕的要及时更换,防止结晶器冷却不均。
(2)调整二冷水架尺寸,保证水咀与铸坯距离为110 mm。定期维护水架,防止水架变形不对中,造成二次冷却不均匀。
(3)每次停浇要及时清理堵塞的水咀,对漏水、堵塞后无法清理的水咀要及时更换。
(4)及时更换打不全的二冷水调节阀,防止堵塞而导致冷却不均。
(5)及时更换过滤器阀门,定期清理、更换过滤网,并对电机进行维护,保证过滤器正常运行,为二冷水系统提供清洁水源。
3.2.5 提高铸机对弧精度
检修时,用水平仪对导向辊、高架辊、自由辊进行找平,并定期用对弧样板对铸机进行对弧,保证结晶器、导向辊、高架辊及拉矫机在同一弧线上。
3.2.6 加大铸坯检查力度
出坯组人员加大铸坯检查力度,防止缩孔坯上垛,同时对头坯尾坯和漏钢絮流等事故状态下的铸坯进行检查,发现缩孔缺陷要及时切除。每天跟踪铸坯低倍情况,发现问题及时查找原因,调整工艺,并总结经验形成规范。
4 控制效果
工艺改进后,铸坯缩孔问题得到了有效控制,铸坯断面如图3所示。低倍合格率达到99.9%,钢坯合格率也由98.5%提高到99.98%。

图3 工艺改进后的铸坯
5 结论
通过优化连铸坯冷却强度和二冷水量,控制浇钢温度,调整二冷配水参数和提高设备精度等措施,控制铸坯冷却速度,保证铸坯均匀冷却,从而消除了铸坯缩孔缺陷。工艺改进后,铸坯内部质量稳定提高,既满足了连铸和轧钢生产匹配的要求,又保证了产品质量,同时促进了高线产品质量提高。
[1]卢盛意.连铸坯质量[M].北京:冶金工业出版社,2005.
[2]蔡开科,程士富.连续铸钢原理与工艺[M].北京:冶金工业出版社,2003:9.
Analysis and Control of Billet Shrinkage
Lu Shixia
(Steel-making Plant,Tianjin Tiantie Metallurgy Group Company Limited,She County,Hebei Province 056404,China)
The casting speed of Caster 3 of Steel-making Plant,Tiantie Group was raised from 2.1~2.2 m/min to 2.4~2.6 m/min so as to increase production.However,a large amount of shrinkage presented in the billet.The defect was analyzed and causes were found.Measures were taken of controlling casting temperature,optimizing cooling intensity,stabilizing secondary cooling water pressure and improving curve alignment precision.The billet shrinkage was effectively controlled and product quality improved.
billet,porosity,bridging,columnar crystal,control
吕世霞,女,工程师,主要从事技术管理方面的工作。