大圆坯连铸机开浇漏钢的工艺改进
2012-01-04邓志勇
李 虎,李 龙,邓志勇
(天津钢铁集团有限公司炼钢厂,天津 300301)
大圆坯连铸机开浇漏钢的工艺改进
李 虎,李 龙,邓志勇
(天津钢铁集团有限公司炼钢厂,天津 300301)
天钢大圆坯连铸机在首次热试时采用原设计的引锭头连接件和工艺参数后发生开浇漏钢。为了防止开浇漏钢的发生影响生产,天钢炼钢厂经过对引锭头连接件、冷料结构和工艺参数的改进后,有效地解决了开浇漏钢的问题,未再发生开浇漏钢事故。
连铸机 开浇 漏钢 连接件 冷却弹簧 改进
1 引言
连铸机开浇漏钢危害较大,发生开浇漏钢后除造成钢水回炉、生产中断外,还需要更换引锭头,严重时还要更换引锭头过渡节,重新准备中间包,至少耽误6~8 h生产时间,严重影响生产节奏。
天津钢铁集团大圆坯连铸机为CONCAST设计制造,2009-12-15在外方工艺人员要求和指导下进行了第一次热负荷试车,但是中间包开浇后前3个流发生漏钢,造成试车中止。经过近24 h处理后,具备了再次试车的条件。
天钢大圆坯连铸机性能与部分参数见表1。
2 开浇漏钢原因分析
2.1 第一次热试时主要工艺参数(外方提供)
第一次热试时主要工艺参数见表2。

表1 天钢大圆坯连铸机性能与部分参数表

表2 第一次热试时主要工艺参数
2.2 开浇操作
开浇操作按步骤可分为:上引锭杆出结晶器上口→安装引锭头连接件→下拉引锭到位→塞引锭→铺撒冷料→出苗操作→升速操作。
2.2.1 装连接件和塞引锭操作
根据设计,钢水到站前将链式引锭杆开出结晶器上口100 mm,安装连接件;在下拉引锭杆到引锭头距结晶器上口700 mm处开始用石棉绳补充塞紧引锭头与结晶器铜管之间的缝隙,保证缝隙塞紧、填平;然后在连接件底板上按20~30 mm均匀铺撒铁钉屑;最后在结晶器铜管壁上涂抹菜籽油。
2.2.2 出苗操作
大包到站开浇后,中间包内钢水达到15 t时,浇钢工手动打开一流与六流塞棒,开始出苗操作,要求前期开启度不能太大,以免冲散铁屑;一、六流起步正常后再打开二、五流。钢水在结晶器内液位上升到设定位置(液位检测到钢水液位达到设定的20%)时,拉矫机自动启动,从打开塞棒到拉矫机启动之间的时间即称为出苗时间,设计要求出苗时间控制在30~50 s内。第一次热试时,一、二、六流出苗时间分别为43 s、37 s、26 s。
2.2.3 起步升速操作
钢水在结晶器内达到设定液位时拉矫机启动,设定拉速从0.3 m/min经过24 s均匀升速后到0.6 m/min。第一、二、六流从起步后分别经过60 s、26 s、76 s后发生漏钢,热试中止。
2.3 漏钢原因分析
从图1原设计中引锭头连接件安装图中可知,连接件的作用主要是上挂钩将初始钢水注流分散并进行强冷,尽快形成坯头与引锭头通过下挂钩相连;铁钉屑的作用在于使钢水不直接与连接件底板和石棉绳相接触,缓解钢水对连接件底板的冲击;石棉布的作用是托住铁钉屑;对初始钢水起冷却作用的,除了铁钉屑和结晶器铜管外,主要依靠连接件上挂钩与钢水凝固后,形成一体进行拉坯。结合漏钢发生的情景及坯头照片来看,主要存在以下两个问题。
2.3.1 连接件及冷料对钢水冷却强度不够

图1 原设计中引锭头连接件安装图
钢水冲击连接件上挂钩后没有得到足够的冷却,就会直接冲刷铁钉屑,继而对连接件底板带来更大的冲击,底板冲漏后发生漏钢(如图2中二流)。因此,连接件对进入结晶器的初始钢水的冷却强度过小是一个薄弱环节,是发生漏钢的关键原因,而且在实际操作中,即使底板没有被冲漏,上挂钩底部经高温钢水冲击后强度降低,容易被拉断,使时引锭杆与坯头脱离。

图2 二流漏钢后结晶器内照片
2.3.2 起步后拉速上升过快
起步时引锭杆运行的距离:

式中,v0——拉矫机启动时初始速度,0.3 m/min;
vt——设定起步正常后拉速,0.6 m/min;
t0——起步时间,24 s;
t——拉矫机运行时间。
各流漏钢时各流引锭运行长度分别为:


图3 一流漏钢后的坯头
从图3可以看出,一流出结晶器后连接件底部坯壳与边部拉断,钢水漏出。说明连接件和铁钉屑的冷却强度较小,且初生钢水在结晶器内停留时间过短,初生坯壳薄,在升速时速度过大,初生坯壳受力过大造成拉断。从图2可以看出,二流连接件上挂钩十字钩头已被冲化,无法起到冷却和拉坯作用,钢水直接将底板冲漏。说明该部位受钢水直接冲击,冷却效果差,对底板没有起到保护作用。
3 改进引锭头连接件及冷料
3.1 改进引锭头连接件
根据2.3.1节中的原因分析,连接件上半部分对初始钢水的冷却强度不够,因此应该改进连接件的结构,增强连接件对初始钢水的冷却强度。
在连接件上挂钩立板上打孔,每个孔中穿入4根“U”形铁棍(如图4所示),以此减少初始钢水对连接件的直接冲击,分散钢水注流,增大冷却强度。铁棍的技术条件如下:材料:Φ10 mm钢筋;总长度:500 mm;单重:0.3 kg;使用数量:16 根。

图4 改进后的引锭头连接件
3.2 增加弹簧作冷料
为避免初始钢水冲开铁钉屑后对连接件上挂钩底部以及底板造成直接冲击,立板过热,底部十字(如图4所示位置)被拉伸,甚至拉断,造成脱钩,冷却强度必须增大,采用弹簧(如图5所示)。冷却弹簧技术条件如下:材料:Φ5 mm线材;弹簧内径:Φ40 mm;螺纹间距:15 mm;弹簧长度:120 mm;单重:0.2 kg;使用数量:约20个。
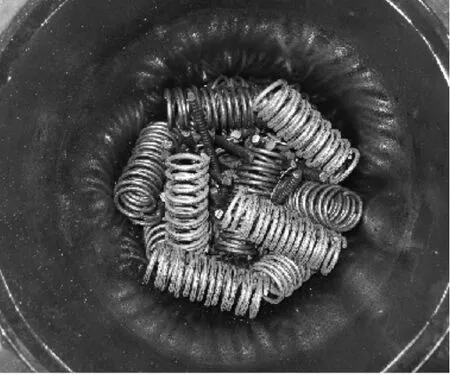
图5 使用弹簧作冷料
由于弹簧之间有间隙,不会阻碍钢水的流动,同时码放均匀,既增大了冷却强度,又能保证初生钢水在坯头部位的均匀填充,避免事故。
3.3 冷却效果测算
3.3.1 钢水凝固时放出的热量
假设注入连接件周围的初生钢水出结晶器时完全凝固,放出的热量为:
根据公式(2)、(3)计算,连接件周围的初生钢水(Φ310 mm,断面l=350 mm)完全凝固时放出的热量约为75 500 kJ。
3.3.2 冷料熔化吸收的热量
在连接件上增加铁棍和冷却弹簧后吸收热量为:

式中,Q吸1——增加的固体钢吸收的热量,kJ;
M——增加的铁棍与弹簧的总重量,kg;
C——固体钢的质量热熔,0.714 kJ/kg·K;
ΔT——固体钢温度增加值,按1 500 K计算;
L——钢的熔化潜热,366 kJ/kg。
假设增加的铁棍和冷却弹簧全部熔化,则吸收初始钢水的热量为:

3.3.3 结晶器一次冷却水带走的热量
结晶器内一次冷却水升温带走的热量为:

假设结晶器一次冷却水温度升高7 K,当初生钢水在结晶器内停留时间为50 s时,根据式(5),结晶器一次冷却水带走的热量约为63 000 kJ。

因此,在以上条件下,钢水完全凝固放出的热量约等于冷料熔化吸收的热量与结晶器一次冷却水带走的热量之和,说明钢水此时能够完全凝固。而根据实际生产经验,连接件周围的钢水并未完全凝固,但可以形成足够厚度与强度的坯壳,满足拉坯要求,出结晶器后经过二冷水的进一步冷却保证不会发生漏钢。
4 改进开浇工艺参数及操作
4.1 改进开浇工艺参数
根据2.3.2节的原因分析,开浇后升速太快时初生坯壳受力过大,而此时初生坯壳较薄,强度不够,易造成拉裂漏钢。为满足3.3.3节中初生钢水在结晶器内停留时间大于50 s的假设条件,对原设计中拉矫机启动时初始速度、设定起步正常后拉速及起步时间进行修改,结合(1)式计算原理,将 v0、v1、t0分别改为如表3所示的工艺参数。

表3 改进后开浇工艺参数
4.2 对操作的影响
改进连接件结构、增加冷却弹簧,通过加大对初始钢水的冷却强度,降低起步拉速、延长起步时间,坯头在结晶器内停留时间延长,一次冷却带走热量增加。要求塞棒开浇时开启度适当增加,防止开浇时钢水冲击力太小、不能熔化冷料、不能尽快将引锭头区域分布的冷料均匀熔化,造成事故。同时,引流时较大的塞棒开启度可有效促进钢水在中间包内的流动,加速钢水温度的均匀,降低开流时中间包底部低温钢水对开流絮死的影响。
5 效果
采用以上改进制作,12月16日,我厂人员独立操作进行第二次热试,开浇六个流均正常,脱引锭正常,达到预期效果(如图6所示),热试成功。
热试完成转入正式生产后对以上工艺改进方案推广应用到两台连铸机,编写操作说明书。为方便操作,对连接件进一步优化,将铁棍和弹簧直接焊接在连接件上,成套安装提高作业效率。截至2011年3月底,两台方圆坯连铸机均未发生开浇漏钢事故,开浇六流率达100%。我厂对外方原始设计中引锭头连接件结构、冷料和开浇工艺参数的改进有效地解决了开浇漏钢的问题。
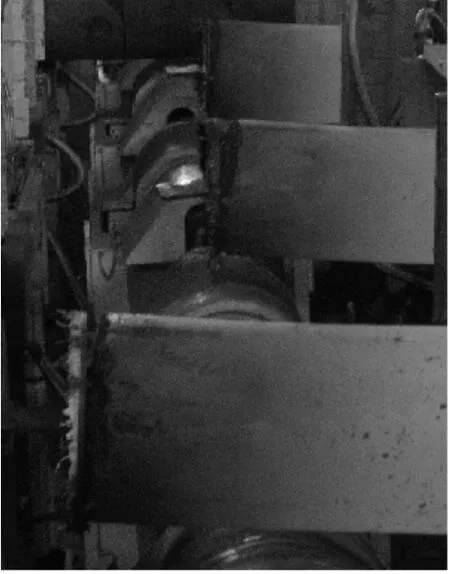
图6 第二次热试脱引锭后坯头
[1]廖利辉,孙云虎.控制开浇引锭头漏钢的工艺改进[J].钢铁研究,2003(5):17-20.
[2]孙凤晓.板坯连铸开浇漏钢控制措施 [J].山东冶金,2004(4):10-11.
[3]孙福来,邓志勇.天钢大圆坯连铸机热坯压力的调试[J].天津冶金,2011(4):19-21.
Process Improvement on Breakout at Cast Starting of Round Bloom Caster
Li Hu,Li Long,Deng Zhiyong
(TISG Steel-making Subsidiary,Tianjin 300301,China)
Breakout took place when the originally designed dummy bar head connection and process parameters were adopted at the first hot commissioning of TISG Round Bloom Caster.In order to prevent the breakout from affecting the production,Steel-making Subsidiary improved dummy bar head connection, cold material structure and process parameters.As a result,the breakout at casting start was effectively solved and eliminated thoroughly.
caster,casting start,breakout,connection,cooled spring,improvement
李虎(1986—),男,陕西长武人,主要从事连铸工艺技术工作。
(收稿 2012-01-20 编辑 潘娜)
