焊接残余应力的危害及处理方法
2011-12-28蒋莉莎
蒋莉莎
(安徽省滁州市水利勘测设计院,安徽 滁州 239000)
焊接残余应力的危害及处理方法
蒋莉莎
(安徽省滁州市水利勘测设计院,安徽 滁州 239000)
焊接残余应力是焊件产生变形和开裂等缺陷的主要原因,本文主要介绍建筑钢结构中焊接残余应力的产生原因及其危害。并简要介绍处理焊接残余应力的方法,希望能够对今后提高产品的内部质量、提高构件的寿命及减少安全隐患方面提供一些有效对策。
钢结构;焊接残余应力;刚度;强度
引言
随着我国国民经济的不断发展和科学技术的进步,钢结构在我国的应用范围不断扩大。钢结构的主要优点是材料强度高、结构自重轻、有良好的延性、抗震性能好、工业化程度高等,能满足建筑上大跨度、大空间以及多用途的各种要求,同时施工速度快。连接在钢结构中普遍存在,占有重要的地位。钢结构中实现连接的方式可分为两大类:焊缝连接和紧固件(螺栓、铆钉等)连接。铆钉连接由于费钢费工,现在除了一些重型和经常受动力荷载作用的结构仍然采用外,已很少采用铆钉连接。近年发展起来的高强螺栓的连接,虽具有很大的发展前途,但就目前而言,螺栓连接仍非主要的连接方式,焊缝连接是现代钢结构中最主要的连接方式。它的优点是构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,即可手工施焊也可实现自动化操作;连接的封闭性好,结构刚度大,整体性较好。目前在工业与民用建筑结构中,焊接结构已占绝对优势。
然而,金属构件在焊接过程中的不均匀加热会在焊接构件的内部产生应力,在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使构件受力时变形增加,降低了构件的的刚度和稳定性以及结构疲劳强度。因此,研究构件中的焊接残余应力对生产和科学试验都有着重大的意义[1]。
一、焊接残余应力的产生原因
焊接残余应力(welding residual stresses)简称焊接应力,有沿焊缝长度方向的纵向残余应力,垂直于焊缝长度方向的横向残余应力和沿厚度方向的焊接应力。
(一)纵向焊接应力
纵向焊接应力就是平行于焊缝长度方向的应力。在施焊时,钢板中会产生不均匀的温度场,从而产生不均匀的膨胀(图1)。温度高的钢材膨胀大,但受到两侧温度较小、膨胀量较小的钢材所限制,产生了热塑性压缩。焊缝冷却时,被塑形压缩的焊缝区趋向于缩短,但受到两侧钢材的限制而产生纵向拉应力。在低碳钢和低合金钢中,这种拉应力经常达到钢材的屈服强度。焊接应力是一种无荷载作用下的内应力,因此会在焊件内部自相平衡,这就必然在距焊缝稍远处产生压应力[2][3]。

图1 施焊时焊缝及附近的温度场和焊接残余应力
(二)横向焊接应力
横向焊接应力的方向与焊缝长度垂直,产生横向焊接应力的原因可分为2个方面。:一是由于焊缝纵向收缩,使两块钢板趋向于形成反方向的弯曲变形,但实际上焊缝将两块钢板连成整体,不能分开,于是两块板的中间产生横向拉应力,而两端则产生压应力(图2b)。二是由于先焊的焊缝已经凝固,会阻止后焊焊缝在横向自由膨胀,使其发生横向塑形压缩变形。当焊缝冷却时,后焊焊缝的收缩受到已凝固的焊缝限制而产生横向拉应力,而先焊部分则产生横向压应力,在最后施焊的末端的焊缝中必然产生拉应力(图2c)。焊缝的横向应力是上述两种应力合成的结果(图 2d)
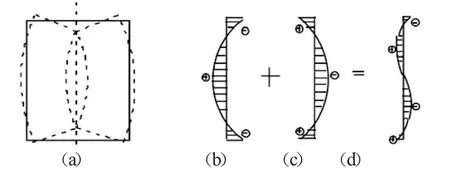
图2 焊缝的横向残余应力
(三)厚度方向的焊接应力
在厚钢板的焊接连接中,焊缝需要多层施焊。因此,除有纵向和横向焊接应力 x、y外,还存在着沿钢板厚度方向的焊接应力 z(图3)。温度沿厚度方向分布不均,表面先冷却,中间后冷却,中间部分收缩时,受到表面已凝固焊缝阻止,中间层受拉,而外层受压。

图3 厚板中的焊接残余应力
二、焊接残余应力的危害
(一)残余应力对构件变形的影响
残余应力对构件变形的影响包括两个方面:一是构件抵抗静、动载荷的变形能力,另外就是载荷卸除后变形的恢复能力。残余应力在这两方面对构件的影响相当大。
残余应力是一个不稳定的应力状态。构件受外力时,与残余应力相互作用,使构件某些局部呈塑性变形,截面内应力重新分布;当外力去除时,整个构件发生变形。所以,残余应力明显地影响构件加工后的精度。
(二)残余应力对受压焊件稳定性的影响
受压焊件在外载作用下,其截面实际应力是荷载应力与残余应力的叠加,使部分截面提前屈服而进入塑性状态。由于这部分截面提前退出工作,导致有效截面减小,惯性矩下降,整体稳定性降低。
(三)对结构刚度的影响
构件上的焊接残余应力会降低结构的刚度。当外荷载产生的应力s与结构中某区域的残余应力叠加之和达到屈服点fy时,这一区域的材料就会产生局部塑性变形,丧失了进一步承受外荷载的能力,造成结构的有效截面积减小,结构的刚度也随之降低。构件上有纵向和横向焊缝时(例如工字梁上的肋板焊缝),或经过火焰校正,都可能在较大的截面上产生残余拉伸应力,虽然在构件长度上的分布范围并不太大,但是它们对刚度仍然能有较大的影响。特别是采用大量火焰校正后的焊接梁,在加载时刚度和卸载时的回弹量可能有较明显的下降,对于尺寸精确度和稳定性要求较高的结构是不容忽视的。
(四)对疲劳强度的影响
钢材在循环应力多次反复作用下裂缝生成、扩展以致断裂破坏的现象称为钢材的疲劳。残余应力的存在使动荷载产生的应力与残余应力叠加后,应力幅值产生变化,将对结构抗疲劳强度产生影响。因此,如应力集中处存在的残余拉应力较大,疲劳强度就会明显降低。应力集中系数越高,残余应力的影响也就越显著。因此,焊接残余应力对结构的疲劳强度有明显不利影响[4]。
三、消除残余应力的方法
由于构件中残余应力的不良影响,科技人员针对构件中残余应力的控制与消除做了大量的工作,一方面通过合理的焊缝设计和焊接工艺措施来控制焊接结构的残余应力,另一方面提出一些消除残余应力的措施:
(一)自然时效:将工件暴露于室外,经过几个月至几年时间,稳定尺寸精度。但残余应力变化并不明显,仅降低2%~10%。
(二)热时效法:将构件加热到塑性状态的温度范围内,在此温度下保温一定的时间,使应力消除,再缓慢冷却。热时效法是比较可靠且工艺相对成熟的残余应力去除方法。但其存在耗能大、成本高、污染重的缺点。
(三)局部低温势处理:对于焊接件而言,在焊缝近区两侧不太宽的范围内加热,及中间近区部位冷却,造成一个温差,使焊缝和近区的材料受到拉伸并达到塑性变形的程度,此塑性变形抵消焊接过程中的压缩塑性变形,从而使焊缝近区拉伸残余应力消除。
(四)磁振动消除残余应力技术:将工件在固有频率下进行数分钟至数十分钟的振动处理,消除其残余应力,获得尺寸稳定的一种方法,振动消除残余应力就是用振动处理的方法来代替热时效和自然时效,具有投资少、生产周期短、节约能源、降低成本、使用方便、效果显著等特点。对于焊接残余应力越高,振动时效处理降低应力越多,均化效果越好[5]。
(五)爆炸法消除残余应力:它是利用爆炸冲击波的能量使样品塑性变形,从而达到降低或消除残余应力的目的。爆炸时可使金属在拉伸残余应力区产生伸长塑性变形,在压缩残余应力区产生压缩塑性变形,两种情况都可导致残余应力的降低[6]。
四、结束语
在冷、热加工过程中,构件内部不可避免地、不同程度地存在残余应力,致使构件在服役期间的使用寿命受很大影响,而且多数情况下是负面影响;结果导致工件过早地失效,造成巨大的经济损失甚至危及生命。因此,采取恰当的措施及对策,消除或减轻残余应力的影响并预防事故的发生,具有极大的经济效益及社会效益。在目前的建筑钢结构制造中,除热时效外尚有多种消应力工艺尚未得到有效应用,应加强应用试验,把在其他行业已成功的技术进行移植、推广应用,并逐步建立技术标准。我国的振动时效和振动焊接技术在国际上占领先地位;这两种工艺对建筑钢结构的荷载特点和制造要求具有良好的适用性,应首先加强这两种工艺的应用试验。
[1]米谷貌.残余应力的产生与对策[M].北京:机械工业出版社,1983.
[2]张家旭.钢结构[M].北京:中国铁道出版社,1997:48-50.
[3]陈 骥.钢结构稳定理论与设计[M].北京:科学出版社,2001:49-51.
[4]陈紹蕃.钢结构设计原理[M].北京:科学出版社,2005:56-57.
[5]夏正旭.振动法消除焊接残余应力及对力学性能影响的研究.[D].第六届全国焊接学术会议论文选集,1990,4:45.
[6]朱中华,铸件残余应力的爆炸消除法[J].铸造,1997,(1):36-38.
TG404 < class="emphasis_bold">文献标识码:A
A
1003-5060(2011)02-0064-02
2011-06-07
蒋莉莎(1983-),女,安徽滁州人,滁州市水利设计院助理工程师。
