钢铁件防锈磷化处理工艺
2011-12-27王文忠
电镀与环保 2011年3期
王文忠
(洛阳立微电子有限公司,河南洛阳 471003)
钢铁件防锈磷化处理工艺
王文忠
(洛阳立微电子有限公司,河南洛阳 471003)
0 前言
防锈磷化是以防锈为目的的磷化处理工艺,其属于厚膜磷化,膜厚约为10~20μm,膜重为10~30 g/m2;钢铁件发蓝(氧化)膜厚仅为 0.5~1.5 μm,因此防锈磷化膜的防锈性能远超过钢铁件氧化膜的。钢铁件经防锈磷化处理,其尺寸不会发生改变,这是由于在磷化膜形成过程中会有部分金属溶解在磷化液中。
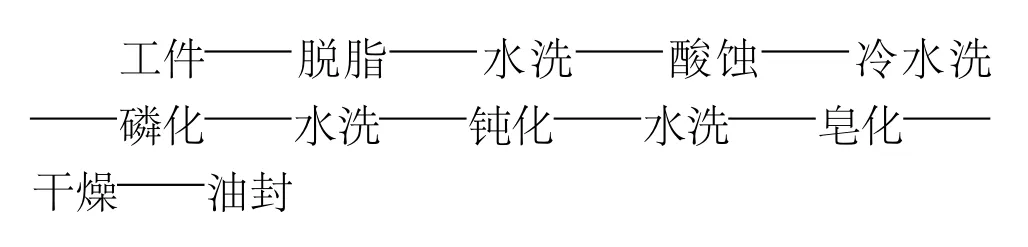
1 防锈磷化工艺流程
2 防锈磷化液的组成及工艺规范
2.1 高温磷化
2.1.1 纯锰系高温防锈磷化
这类磷化所形成的磷化膜防锈效果最为理想,应用最为广泛,溶液中往往加入少量镍盐及硝酸盐为促进剂。其工艺规范为:

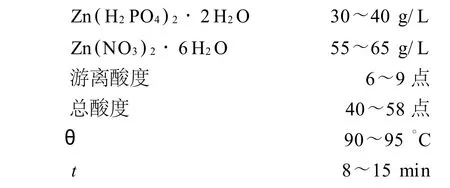
2.1.2 锌系高温厚膜磷化
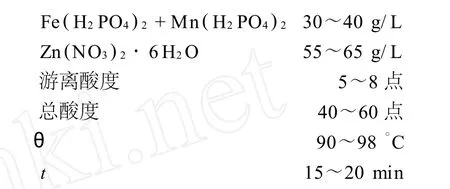
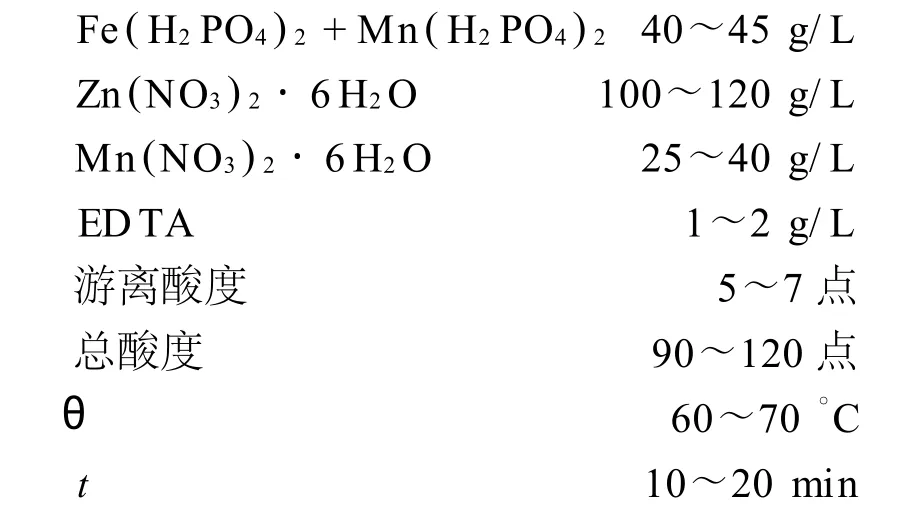
2.1.3 锌-锰系高温厚膜磷化
2.2 中温厚膜磷化
高温磷化温度高,能耗高,溶液蒸发量大,稳定性差。中温磷化能耗低,磷化速率快,且磷化膜的防锈性能与高温磷化的接近,其酸比控制在10~15,因此中温厚膜磷化应用日趋增多。其工艺规范为:
除此之外,许多中温中厚锌系及锌-锰系磷化应用也很广泛,也有较好的防锈效果,多用在工序间防锈。
3 厚膜磷化后处理
对于厚膜磷化,要达到较长期防锈的效果,还必须对其进行后处理。
3.1 钝化
重铬酸钾50~80 g/L,碳酸钠2~4 g/L,70~90°C,10~15 min。
3.2 皂化
肥皂 30~50 g/L,80~95 °C,10~15 min。
3.3 油封
常温下可浸入脱水防锈油中,时间一般为1~3 min;也可在机油中加入一定量的脱水防锈油,在90~110°C下浸5~7 min。注意油封前工件应干燥且应在磷化后24 h内进行。
TG 174
B
1000-4742(2011)03-0050-01
2010-07-23