消失模铸造矿用刮板输送机中部槽槽帮钢的开发研究
2011-12-13钟志民
包 宏 钟志民
(铁法能源有限责任公司,辽宁省调兵山市,112700)
消失模铸造矿用刮板输送机中部槽槽帮钢的开发研究
包 宏 钟志民
(铁法能源有限责任公司,辽宁省调兵山市,112700)
对刮板输送机的行业前景进行了简述,阐述了消失模铸造槽帮钢的优势,对消失模铸造生产槽帮钢整个工艺过程进行了研究与剖析。通过这种新型铸造方式,有效解决了企业生产实际问题,取得了良好的使用效果。
消失模铸造 刮板输送机 中部槽槽帮钢
矿用刮板输送机是煤炭行业井下综采工作面运输的关键设备,产品附加值高,多年来被国内几大煤机公司垄断。其原因是刮板输送机中部槽铸造槽帮钢结构复杂,而且井下工作环境恶劣,对槽帮钢力学性能要求高,生产工艺严格,利用传统的手工砂型铸造很难保证其尺寸精度要求和力学性能指标,利用先进的全自动造型线设备,一次性投入成本太高,因此,铁法能源有限责任公司采用现有的消失模铸造技术对槽帮钢进行了研究,获得了成功。
1 消失模模样制作
1.1 模样成型
本次试验研究采用SGZ800/800型刮板输送机中部槽槽帮钢,长1507 mm,高303 mm,宽335 mm,关键部位为两端头与推移耳。模样是消失模铸造成败的关键。根据消失模模样的要求,经过多次试验得出最佳工艺方案,两端头采用EPS发泡成型,这样可以保证两端头复杂部位的尺寸精度和模样的表面质量,中间部位采用聚苯乙烯泡沫苯板切割,粘接成型,这样可以在保证模样质量的情况下最低限度降低模具成本,最后进行组对成型。成型后的模样表面光滑,尺寸符合要求,密度为21 kg/m3,强度与刚度满足模样要求。
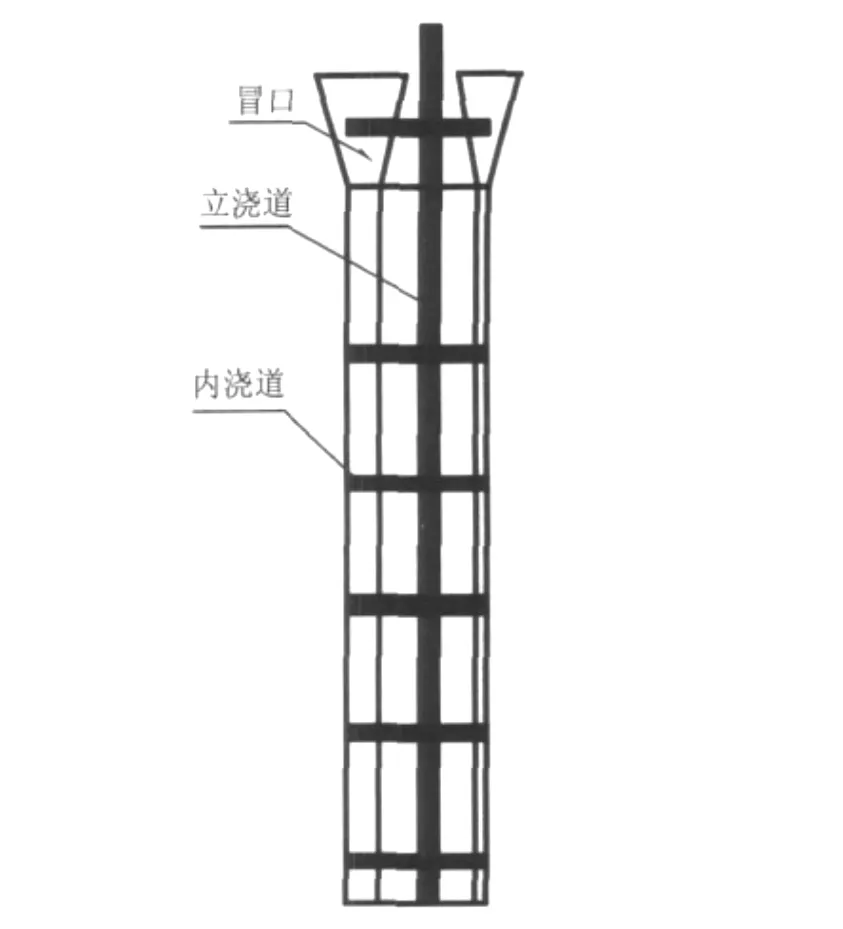
图1 槽帮钢浇道、冒口设置
1.2 浇道、冒口设计
由于消失模铸造易存在增碳不均、冒口补缩不好、聚苯乙烯燃烧产物浸入工件形成侵入性杂质、槽帮钢过长且薄厚不均,容易产生变形等缺陷,在设计浇冒口时采用立式浇注法,凸端头在下侧,设置6道阶梯内浇道,其中最上一道浇道设置在冒口中部。槽帮钢浇道、冒口设置见图1。这样使槽帮钢达到整体均匀增碳,且6道浇道起到了抑制变形的作用,最上一道冒口设置浇道使钢水最后从立浇道进入冒口,温度很高,达到了补缩效果,立式浇注的方法使冒口的集渣效果明显,达到了预期。
2 涂料配制与粉刷烘干
涂料的配制与粉刷烘干是获得优质铸件的重要环节之一,如涂料的耐火度不足容易使铸件表面质量粗糙、产生粘砂、砂眼等缺陷,涂料透气性不好容易使铸件产生气孔和严重增碳等问题。经过大量试验,涂料配方比例为:镐英粉60,酚醛树脂5,石英粉40,乳白胶4,锂基膨润土2,羧甲基纤维素2,水适量即可获得了优良的槽帮钢铸件。涂料的粉刷采取了4次粉刷,烘干温度48℃,前3次每次烘干1天,最后一次粉刷后烘干9天。
3 装箱
消失模铸造用砂的重要指标是透气性好、耐火度高、干砂温度低于49℃、含水量小于1%。因此采用高标准的20目宝珠砂,透气性良好,耐火度大于1900℃。
由于是整体模样槽帮钢,装箱时只需直接将模型放入砂箱,不需要粘接水口与立浇道,落砂采取分3次加入,每次振实1 min,最后一次振实5 min。装箱后需满足在浇注过程中,随着金属液体推进,涂料和型砂不向间隙中移动,且金属液不向铸型胀大,需满足如下经验公式:
维持涂层和铸型不向间隙移动的条件为:

金属液充满后不抬箱的条件为:

式中:p0——大气压力,MPa;
H——气隙至铸型顶面距离,m;
ρ金——金属液密度,kg/m3;
p气——气隙内的压力,MPa;
p阻——涂层和型砂移动单位面积阻力之和,MPa;
ρ砂——型砂堆积密度,kg/m3;
g——重力加速度,m/s2;
S——受力面积,m2;
φ——干砂的内摩擦角;
p型——铸型内压力,MPa;
qz——垂直静压力,MPa。
4 炼钢浇注
(1)材质选择。根据槽帮钢的使用强度特性与各种材质的比较,选用了ZG20Mn Mo作为槽帮钢材质。
(2)钢水含碳量的确定。
由于铸钢件的浇注温度高,热解产物气化和裂解充分,产生大量的炭粉。高温下碳原子和金属晶格都很活泼,炭粉将向铸件表面以及内部渗透,使铸件增碳。钢液的原始含碳量越低,增碳越严重。为了确保铸件含碳量符合标准要求,采取了在钢水中降低碳含量的方法控制消失模铸造中的增碳缺陷。经过大量实验,选取钢水含碳量0.15%±0.1%作为熔炼标准,本次实验钢水碳含量为0.15%。
(3)出钢、浇注温度。在消失模铸造浇注过程中,随着浇注温度的提高,充型速度会加快,这是由于提高浇注温度一方面可改善金属液的流动性,另一方面加快了模样热解速度,有利于热解产物逸出。由于模样气化需要消耗热量,金属液流动前沿的温度会下降,因此消失模铸造中的浇注温度比普通砂型铸造中的要高30~50℃,本文选用1680℃出钢,出钢后塞杆包内底吹氩气精炼的方法,保证了钢水的纯净度,浇注温度1600℃,每炉浇注5根槽帮钢进行试验。
(4)浇注。消失模铸造金属液充型过程是一个十分复杂的过程,在充型过程中,金属液需能克服气隙阻力连续不断地向前推进,直至充满整个铸型,浇注过程中需满足如下经验公式:

5 热处理
后期热处理首先采用920℃高温完全退火,之后采用890℃水淬、650℃回火调质处理。前期高温完全退火的目的是细化晶粒、消除内应力,进而得到接近平衡组织。后期的调质处理是对新工艺的一种尝试,因为槽帮钢的材质和形状具有碳含量低、高合金含量、形状复杂、薄厚不均的特点,但槽帮钢在使用过程中又具有高强度的工作状态,需要其具有较高强度与韧性,所以采取了本热处理工艺进行工艺试验。
6 工艺性能检验
6.1 增碳量测试
对其中一根槽帮钢分部位取样,槽帮钢浇冒口设计及增碳试验取样位置见图2,化验其碳含量,进行增碳分析,槽帮钢1~14试验取样部位增碳数据(标准碳含量0.13%~0.27%)含量分别为:0.18%、0.20%、0.20%、0.19%、0.21%、0.22%、0.20%、0.22%、0.21%、0.19%、0.20%、0.20%、0.21%、0.19%。
槽帮钢增碳具有规律性,增碳量在0.03%~0.07%之间,试验时将铸件碳含量控制在0.23%以下,首先确保韧性力学性能指标。

图2 槽帮钢浇冒口设计及增碳试验取样位置
6.2 力学性能与金相试验
铁法能源有限责任公司对同炉浇注的六根槽帮钢,用锯床切割一根做力学性能试验(见表1)与金相(见图3)试验。

表1 槽帮钢本体各项力学性能
从表1可以看到,力学性能指标远高于传统热处理工艺力学性能指标,在淬火过程中,采用立式淬火方法,没有发现槽帮钢有开裂与弯曲现象,成功解决了低碳高合金、形状复杂长铸件淬火容易发生淬裂与弯曲等缺陷。
图3 槽帮钢本体金相图片(100×)
从图3金相图片可以看到,调质后无明显位错密度较低的条状α相,全部为等轴α相,晶粒细小,且无残余奥氏体存在,回火后板条马氏体回复与再结晶完全,得到了等轴状的α相和弥散分布的球状渗碳体,即回火屈氏体组织,达到了热处理要求。
6.3 模拟井下工作环境试验
对余下4根槽帮钢组对后进行模拟井下环境试验,利用150 t压力千斤顶模拟液压支架,推力和拉力均采用最大推力和拉力的2倍对槽帮钢进行模拟试验,槽帮钢各部位均无任何变形损坏,尤其是关键部位推移耳与凸、凹端头均配合良好,能够满足力学性能要求。
6.4 井下试验
铁法能源责任有限公司采取同样工艺方法,生产出10节槽帮钢,组对焊接成中部槽,在公司晓明矿进行井下实际工作环境试验,在一个综采工作面使用后,公司生产的10节中部槽使用性能良好,与同批使用的外厂家中部槽磨损相似,可以达到使用要求。
7 结语
铁法能源有限责任公司利用消失模铸造技术生产槽帮钢获得了初步成功,同时解决了如下问题:避免了上马传统全自动造型线大量的资金投入,实现了小投入、大产出;为公司开拓刮板输送机市场奠定了良好的基础;初步解决了消失模增碳问题;解决了铸件容易出现夹渣、气孔等缺陷;弥补了传统手工砂型铸造对复杂工件造型困难的不足。
[1] 黄乃瑜,叶升平,樊自田.消失模铸造原理及质量控制[M].武汉:华中科技大学出版社,2004
[2] 黄天佑,黄乃瑜,吕志刚.消失模主杂品技术[M].北京:机械工业出版社,2007
[3] 刘淑云,门学勇,傅家骐.显微组织分析[M].哈尔滨:哈尔滨工业大学出版社,1980
[4] 曹茂盛,李大勇,荆天辅.材料科学基础[M].哈尔滨:哈尔滨工业大学出版社,1999
[5] 束德林.金属力学性能[M].北京:机械工业出版社,2002
Development and research on channel steel made by expendable pattern casting for scraper conveyor middle trough for coal mine
Bao Hong,Zhong Zhimin
(Tiefa Energy Co.,Ltd.,Diaobingshan,Liaoning 112700,China)
The industrial development trend of scraper conveyor and the advantages of channel steel made by expendable pattern casting(EPC)were described.The whole processing of channel steel by EPC was discussed.This new casting technology has solved the practical problems in the production and obtained good application effects.
expendable pattern casting,scraper conveyor,channel steel of middle trough
TD528.3
A
包宏(1962-),高级工程师,工程硕士,现任铁法煤业(集团)有限责任公司副总经理。
(责任编辑 张艳华)
