扬声器纸盆材料纤维特性与应用
2011-12-12周元星
周元星
(浙江天乐集团华乐电子有限公司,浙江嵊州 312400)
扬声器纸盆材料纤维特性与应用
周元星
(浙江天乐集团华乐电子有限公司,浙江嵊州 312400)
概述了扬声器纸盆材料特性,分析了纸盆纸浆选择原则,介绍几种纸盆常用纸浆纤维特性和打浆方式、打浆流程等,并分析纸浆中掺入特种纤维强化复合材料对纸盆的影响。
纸盆 杨氏模量 阻尼 打浆 特种纤维
引言
扬声器的频响特性决定于纸盆的性能,而纸盆的性能又决定于纸盆的材料、几何形状和加工工艺。在纸盆的生产中,常常对纸盆材料提出以下3点要求:①材料的密度ρ要小,质量越小,扬声器的高频特性便越优良、其瞬态特性便越好,振膜越轻,f0越高。②材料的机械强度要大,或者说,材料的杨氏模量E要大。与第一特性合在一起,即要求材料的比弹性率E/ρ的值要大。刚性大,可提高高频重放频率,其纸盆重量轻及刚性好,此输出的声压较高。提高纸盆的刚度,它能减少单元的分割振动、相位失真,提高单元的频率响应范围。③具有适当的内部阻尼。可抑制纸盆的分割振动,使频响特性较平坦。高的内阻尼特性、低密度同高的强度一样,是高质量纸盆所追求的目标之一,这三个指标是互相关联但又是互相制约和矛盾的。
纸盆并不是由单一种材质制成,而是使用了多种经不同打浆处理的化学木浆纤维,加上棉、麻、羊毛、碳纤维等天然或合成纤维,再经染色、施胶防水、增强、抄取、热压等过程而完成。多种纤维交织组合,其结构会像鸟巢,彼此交错排列出不规则的空隙,虽然看似松散,但刚性足、韧性强,质量又轻,使纸盆所需要的弹性模量、内部损耗和强度增加,使因纸盆分割振动而产生的失真得到减小。
1 扬声器纸盆的材料特性
首先介绍一些振动和波动、材料特性的基础知识。所谓波就是振动状态的传播。振动状态的传播速度叫波速。波速μ等于单位时间内振动状态的传播距离。由于振动状态由相位决定,所以波速就是波的相位的传播速度,称为相速。作为纸盆,它是一种弹性介质,在弹性介质中波速决定于介质的密度和弹性模量。固态弹性介质既能传播横波又能传播纵波,波速分别为

式中,G和E分别为介质的切变模量和杨氏模量,ρ是介质的密度[1]。
纸盆材料是一种高聚物粘弹性体,它的力学行为介于弹性固体和粘性液体之间,在适当的条件下,会发生滞后现象,当施加交变应力,应变会滞后一个相位角δ。这种滞后与其本身的化学结构有关,更是与外界条件的作用有关,具有弹性固体和粘性液体两者的特征。模量的定义为应力/应变之比,由此计算复合模量E*,根据和测量滞后角δ,可计算储能模量E'和损耗模量 E″,见图 1[2]。E'为储能模量,与试样在每周期中贮存的最大弹性成正比,反映材料粘弹性中的弹性成分,表征材料的刚度;E″是损耗模量,与试样在每周期中以热的形式消耗的能量成正比,与样品分子运动中机械性能的弥散有关,反映材料粘弹性中的粘性成分,表征材料的阻尼。材料的阻尼也称力学内耗用tanδ表示,等于材料的损耗模量E"与贮能模量E'之比,它提供了弹性组分和粘性组分之间关系的信息。
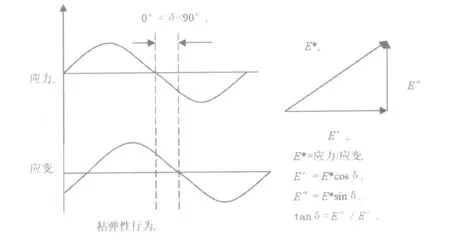
图1 粘弹性力学行为
弹性模量取决于材料的性质,对于纸张,则取决于纤维自身的刚度、成纸纤维之间的结合力及纤维的排列方向等。纤维自身的刚性好,自然对成纸的刚性有利。相同打浆度的情况下,成纸的纤维之间结合力高,其外力作用时的变形就小,因此刚性增强。一般纤维结合力高时,成纸的紧度也高,而纸的弹性模量与紧度的平方大体相当。至于纤维排列方向,由于纤维纵向排列较多,导致纵向的挺度大于横向。另外湿纸干燥过程中的束缚力,会使纸张的刚性增强,从而使其挺度提高。在相同的湿压力条件下,随着打浆度的增加,纤维间氢键结合增加,纸页的紧度加大,随着孔隙率的减小,受载时,应力不易向周围扩散,纸页的应变减小,弹性模量增大。相同打浆度条件下,随着湿压力的增大,纤维逐渐接近,不断形成新的键合彼此约束,易产生应力集中。同时,纸页被压紧、压实,受载时也易发生应力集中,纸页的应变减小,弹性模量增大[3]。
造纸干强剂如淀粉CS、羧甲基纤维素CMC、聚丙烯酰胺APAM、壳聚糖等都是含有多羟基的高分子聚合物,干强剂分子中的氢键形成基团与纤维素分子间形成氢键结合的基础,是干强添加剂增加纸张干强的主要途径。阳离子聚酰胺-环氧氯丙烷树脂(PAE)除了能够增加纸张湿强性能外,也可不同程度地增加干强度。陈继伟研究了利用接枝共聚的方法,以硫酸盐针叶木浆为基础,将具有质轻、刚度大、比弹性率大,防潮性能好的阳离子单体甲基丙烯酰氧基乙基三甲基氯化铵(DMC)和中性单体丙烯腈为接枝单体接枝在植物纤维素分子上,接枝后纸张的强度和防潮性增加的效果较为明显,获得高性能扬声器振膜所需的多功能纤维新材料[4]。
消耗因数描述的是材料耗散能量的能力,反映了材料的阻尼性能,在动态拉伸过程中,消耗的能量主要以热量形式散失。影响纸页阻尼的因数有:① 纸页纤维间的机械摩擦力。纤维结合力愈小,摩擦力愈大,能量耗散也随之增大;⑵由于纸浆纤维具有中空腔体,充满着空气,纸页变形也需要消耗一定的能量;③在动态拉伸过程中,纤维本身受到剪切力作用,也消耗一定能量,随着打浆的进行,纤维间的结合力增大,机械摩擦力减小,导致损耗因数下降[5]。
三文治湿法复合纸盆是通过三次捞浆,形成了三层的复合音盆材料结构,正面和底面采用较高打浆度纸浆以增强刚性,芯层采用较低打浆度以提高松厚度,兼具扬声器音盆所要求的高杨氏模量以及适当的内部阻尼和弯曲刚性等性能要求,具有声音有力、音穿透性好、音质明亮的特征。
纸浆发泡抄制纸盆可以达到刚性高质轻阻尼高地目的,原料包括纸浆、黏结剂(12%PVA1788溶液)、复合发泡剂(碳酸氢钠、钾明矾、淀粉、酒石酸氢钾、轻质碳酸钙、云母、蛭石粉按照一定比例复配)、成核剂(柠檬酸)等。
法国FOCAL公司Polyglass所采用的技术是将在纸浆做成的纸盆上再涂覆一层玻纤微粒层Microballs.其目的是在较轻的重量情况下,将纸盆具有良好的阻尼特性和玻纤所具有的刚性有机地结合起来,从而使还原瞬态响应迅捷,而且还原中频段的声音更加准确。这样的纸盆的特性,具有三文治结构纸盆特有的表现,而且它的硬度比单层的Kevlar音盆还要好,而它的阻尼因素比一般的PP盆要好到10倍以上,它即有PP盆瞬态反应优秀的特点,还有良好的刚性和优异的阻尼,从而使还原出来的声音,真实自然准确。
扬声器用纸浆弹性模量及损耗因数应符合表1要求[6]。
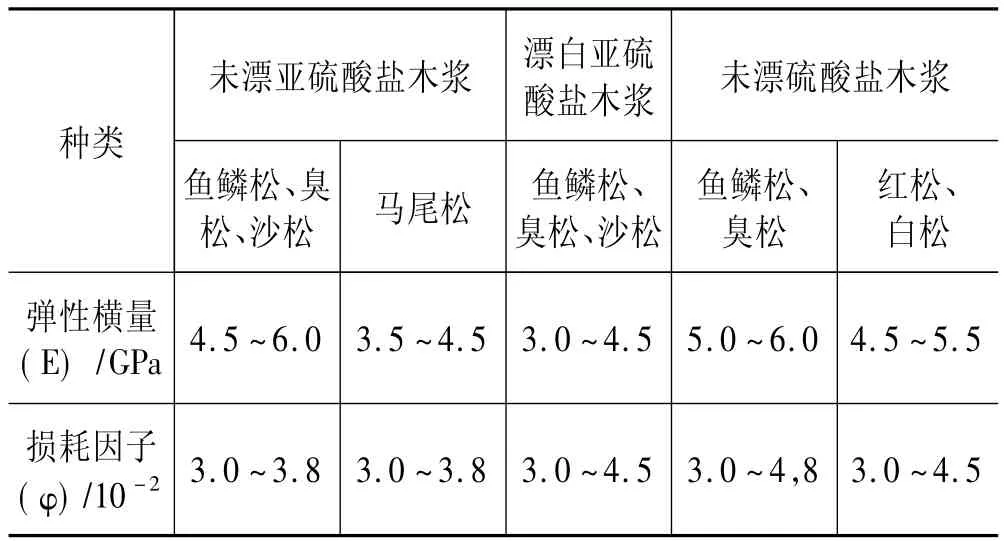
表1 扬声器用纸浆弹性模量及损耗因数
2 纸盆浆料纤维形态和打浆特性
选好纸盆用浆的品种和采用适宜、良好的打浆工艺是取得较高抗张强度的关键。对植物纤维,要求其纤维长且细(长宽比要大)、中空腔体、壁腔比适中、分丝帚化好、纤维结合力好、伸缩率较大、纤维有韧性、弹性,有的则要求自身强度、刚性、挺度较好。
2.1 本色硫酸盐浆UKP(Unbleached Kraft Pulp)和漂白硫酸盐浆BKP(Bleached Kraft Pulp)
UKP通常作为普通中小功率纸盆主要用浆,BKP但强度要比UKP纸盆差些。采用它主要是因为其音色纯净、柔和。
针叶木硫酸盐浆为粗长纤维,胞腔小,胞壁厚即纤维细胞壁腔比(2×壁厚/胞腔直径)值大,纤维挺硬,纤维刚性大,不易压溃,所以可获得较高的松厚度、接触面积少而更疏松的结构。厚壁纤维对湿态可压缩性有较大影响,在挤压干燥时更多的保留其原来的管状形式。较粗硬的南方松晚材纤维形成的键接面积较小,因而纤维间的键结合较弱,需要较大的结合面积才有强度方面的改进。
对于厚壁长纤维浆种而言,粘状打浆的主要目的是改变纤维形态以适应抄纸要求,增强该浆种纤维的柔韧性和挠曲度,增大其纤维结合时的键合面积。由于纤维细胞初生壁厚而且硬,中腔小,次生壁外层结构松弛,次生壁内层厚而紧密,因此纤维显得挺硬,不易变形。磨(打)浆时纤维容易遭到切断,而吸水润胀和细纤维化比较困难,宜用逐步加重的下刀方法,磨打浆浓度适当增高,磨打浆时间适当延长,成浆打浆度也适当提高,这些均有利于纤维间的结合力,提高成纸的物理强度[7]。用较弱的撞击力,多的撞击次数来打浆,则纤维被帚化,这就是粘状打浆。针叶木浆的打浆曲线通常会有一个折点,折点之后打浆度上升较快。
2.2 竹浆(Bamboo Pulp)和竹纤维(Bamboo Fiber)
在使用木纤维的纸浆中掺杂一定比例的竹子短纤维后,振动板内传递声音的速度就会加快。
竹类细胞主要有纤维细胞、薄壁细胞、石细胞、导管、表皮细胞等。竹纤维细胞约占细胞总面积比的60%~70% ,低于针叶木而高于一般草类。竹类纤维细长,呈纺锤状,两端尖锐,其平均长度一般在1.5~2.1mm之间,平均宽度一般在15μm左右,其长宽比约在110~200之间。这个比值比阔叶木为好。竹纤维壁厚约5μm,纤维内外壁均较平滑,胞壁甚厚,胞腔小。也有部分短而宽的纤维,两端纯尖,胞腔较大,此类纤维多生长于节部。厚壁型竹,最具代表性的是毛竹。综合竹类纤维形态特征是:纤维细长、壁厚腔小、比重大、纤维较挺硬、透明度高[8]。
竹纤维的超微结构与其他植物纤维不同,纤维壁为多层结构,这种纤维在打浆过程中只需较小的外力,即能使打浆度上升,纤维出现内帚化及壁层分离。竹纤维细胞壁厚,纤维僵硬挺直,打浆过程中纤维容易被切断,纤维长度下降快,因此,竹浆的打浆,以轻刀慢速高浓揉搓为宜,这样可以形成较好的内帚化,并尽量保留纤维长度。竹纤维壁上的微纤维异向性大,薄层上作近横向排列,宽层上作近轴向排列,与纤维轴的交角较大,约为30°,这种纤维打浆时不容易出现纵裂分丝帚化,这一点不要过分强求。但是,由于纤维初生壁及S1层薄而结构松弛,打浆时纤维外部容易起毛,及壁层片状剥离,这对增加纤维结合力有好处,但也容易造成纤维自身强度下降。
2.3 棉浆(Cotton Pulp)
一般说来,制造大口径扬声器纸盆时加入棉浆可改善低频性能。
棉浆纤维,细胞壁的细纤维同纤维主轴成45°角,α-纤维素含量高,故打浆时纤维不易发生润涨和纵向分裂。同时由于棉浆纤维较长,一般均在20~25毫米左右,因此,用于造纸的棉浆宜采用游离状打浆方式进行打浆,使其切断到合乎造纸的要求。
2.4 木棉纤维(Kapok Fiber)
木棉纤维密度小,质量轻,弹性好,纤维强度比较高,纤维中空管状使其阻尼非常好。对改善中频谷和中音音质有特效果作用,常用于中高频的改善。
木棉纤维纵向外观呈圆柱型,表面光滑,不显转曲,截面为圆形或椭圆形,中段较粗,根端钝圆,梢端较细,两端封闭,截面细胞未破裂时呈气囊结构,破裂后纤维呈扁带状。细胞中充空气。纤维的中空度高达80% ~90%,而其细胞壁接近透明,因而相对密度小,浮力好。纤维块体在水中可承受相当于自身20~36倍的负载重量而不致下沉。木棉表面有较多的腊质使纤维光滑、不吸水、不易缠结,防虫。木棉纤维长度(8~34)mm,纤维中段直径(18~45)μm,平均(30~36)μm,壁厚(0.5~2)μm,纤维细度为(0.9 ~3.2)dtex,单纤维密度仅为 0.29g/cm3,而棉为 1.53 g/cm3。木棉纤维的相对扭转刚度为 71.5×10-4cN.cm2/tex2,比玻璃纤维的还大。
天然木棉纤维表面由蜡质层覆盖,具有疏水性能,在水中不能很好地浸润分散。因此在造纸中应用时首先要脱除纤维表面的疏水层,采用的方法有有机溶剂抽提法、碱处理等。木棉纤维纵向外观呈圆柱形,表面光滑,不显转曲;木棉纤维的胞腔中空,壁很薄,壁腔比很小,截面细胞破裂后纤维呈扁带状。木棉纤维柔韧,外壁光滑,壁薄,接近透明;采用重刀打浆方式对木棉纤维进行打浆处理后,纵向外观仍呈圆柱形;随着打浆时间的延长,木棉纤维由圆柱形截面渐渐呈扁平状,纤维空腔有压溃现象,外壁变粗糙,短纤维增多,而纤维没有出现明显的分丝帚化现象[9]。
2.5 亚麻浆(Linen Pulp)
亚麻纤维有非常小的空洞,多角形的纤维,富有韧性和弹性,常用于制作强度大的纸盆。
亚麻纤维强韧柔软,具有较好的光泽,纤维平均长度为18mm,纤维长宽比高达1100,纤维外壁无胶衣,胞壁厚,胞腔极小,管壁上有极稀少的纹孔和明显的横节纹,结晶度为75(X射线衍射法测定),微胞取向度较高,胶合率也较高,纤维常成束状存在,透气度性好。单根纤维强度主要决定于S2层的微细纤维与纤维轴的夹角,夹角越小,单根纤维的强度越大。具有理想的微细纤维角度的亚麻,其拉伸强度110kg/mm2,接近钢的水平,若考虑比重的不同,亚麻约为钢的25倍。在超微结构方面,亚麻纤维的横切面表现异常的壁厚、腔小,S2层微纤维多作轴向排列,由于S2层微纤维角度小,仅约5°左右,因而打浆时也容易出现纵向条痕,容易纵裂,适宜打高粘状浆[10]。
2.6 马尼拉麻浆(Abaca Hemp Pulp)
马尼拉麻纤维壁薄,内腔钝角大,呈多角形,适合做强韧的纸盆。
马尼拉麻,介于韧皮纤维与针叶木纤维之间、具有韧皮纤维特性又具有针叶木纤维良好的打浆特性的纤维,粗细均匀,纤维壁薄,两端呈尖状。显微镜下纤维呈半透明状,胞腔宽而明显,纤维壁上横断纹少,纤维中附含的杂细胞、导管较少[10]。马尼拉麻浆的打浆方式属于长纤维游离打浆,要求打浆以疏解为主,只需要适当的加以切断,不要求过多的细纤维化。纤维长度方面,未漂浆在打浆过程中纤维容易发生切断,长度下降较漂白浆快;纤维宽度方面,在疏解阶段,漂白浆宽度高于未漂浆,在细纤维化阶段,未漂浆宽度高于漂白浆;纸张抗张指数随打浆度增加而提高。在相同打浆度条件下,未漂浆比漂白浆具有更高的抗张指数。漂白浆抗张强度在35°SR时达到最大,然后基本不变,未漂浆抗张指数在40°SR范围内与打浆度呈线性关系。
2.7 红麻浆(Kenaf Pulp)
红麻韧皮部纤维较长,接近于针叶木的纤维长度,但宽度仅约为针叶木纤维的一半,纤维壁上有明显的横节纹,胞腔直径较小且不匀,大者约占纤维宽度的三分之一,小者在图片上仅见一条黑线,纤维两端尖削,纤维的算术平均长度多在215~219mm之间,与针叶木纤维(3~315mm)相近,在造纸原料中属于长纤维。而红麻韧皮纤维宽度多在17~19μm之间,远比针叶木的纤维(一般平均为40μm)小,因此红麻纤维的交织能力比针叶木浆好。另外红麻韧皮纤维细胞壁较厚,胞腔较小,壁腔比多在1.0以上,但由于纤维较细,成纸的纤维结合力仍然很好。因此综合起来看,红麻韧皮浆将优于一般的针叶木浆,它不仅强度较好,而且成纸细平,并有较好的印刷适应性[11]。
在打浆过程中,红麻韧皮部纤维容易产生内帚化,木质部纤维容易扁塌变形,因而红麻浆具有容易打浆,打浆动力消耗低的特点。但是红麻韧皮部纤维的微纤维缠绕角度较大,打浆不易产生纵裂状帚化。因而不适宜打高粘状浆。
2.8 构树皮浆(Broussonetia Papyrifera Bark Pulp)
构树皮纤维形态呈扁圆管状,纤维壁上有明显的横节纹,胞腔明显,纤维有的腔大、有的腔小,纤维两端尖细,常呈分枝状,有时端头为一小圆球.平均长度一般为4.65~16.94 mm,纤维宽度为18.37μm,其纤维长度远远超过一般针阔叶材木纤维。构树皮管胞胞壁平均厚度为 5.16μm,腔径为2.78μm,壁腔比为3.71,具有相对较好的纤维形态。构树皮纤维较长、较粗,纤维细胞腔小、壁厚,抄制的纸张结合强度会较小,但其较长的纤维会使其具有高的撕裂强度,为生产特种纸创造了有利条件[12]。构皮纤维的化学组成中木素含量较少,而有较多的果胶质,这决定了构皮制浆的特殊性——脱胶为主,脱木素为辅。
2.9 龙须草浆(Eulaliopsis Binata Pulp)
龙须草纤维的主要特征是细而长,最长4.5mm最短1mm平均2.15mm纤维平均宽度仅10m左右长宽比为200纤维柔软细长,具有良好的交织能力,纤维壁厚3.3μm,胞腔直径 3.1μm,壁腔比 2.13,杂细胞含量较少为29.5% ,杂细胞主要为表皮细胞,呈齿尖较短的锯齿形,长的表皮细胞两端平整,短的表皮细胞两端有弧形缺口颇似工字形,其导管细胞分有纹孔和螺纹导管常被溶解成螺纹状,有纹孔的导管利于水液的渗透。龙须草纤维壁腔比大,纤维挺硬,故不易被挤压变形,龙须草纤维细胞截面呈蜂窝形,在成纸过程中,虽然纤维受挤压,但其仍有很好的韧性,并使纤维结合时有一定的孔隙,即在结合力较好的情况下,具有好的透气度,由于纤维细长,质韧,有良好的交织能力,在纤维结合过程中,增加了纤维接触点,从而使纤维更好的结合,增强了纤维间的摩擦力,使得成纸的物理强度也较好[13]。
2.10 漂白化学机械磨木浆BCTMP(Bleached Chemithermo Mechanical Pulp)
与化学浆相比,针叶木BCTMP纤维比较粗大和挺硬,不容易压扁,高松厚度是BCTMP的典型特征,BCTMP纤维具有较好的挺度和尺寸稳定性。这决定了针叶木 BCTMP的游离度必须很低(通常低于350ml),以使纸张具有较好的平滑度和强度。一般地说,BCTMP不需要打浆采用高频疏解即可。建议碎浆浓度均4% ~8% ,碎浆温度高于50°c,粉碎时间为20min或以上。在低BCTMP比例时(10%),抗张指数基本上未改变。
2.11 纸盆打浆工艺流程和工艺条件的选择
浆板纤维润胀以后,其内聚力下降。纤维内部的组织结构变得更为松弛,使纤维的比容和表面积增加,纤维变得柔软可塑,甚至产生油腻的感觉,纤维润胀后其直径可以膨胀增大2~3倍。有利于纤维的细纤维化,能有效地增加纤维间的接触面积,提高成纸的强度。基于这一理论,宜对木浆板预浸处理工艺,即前12h对商品木浆板进行浸水润胀,再通过打浆机将充分浸润的浆板充分疏解打浆。
纸盆木浆打浆采用粘状打浆方式,即逐步缩小刀距,逐步提高比压,以较长的时间,较低的压力,使纤维获得充分的润胀和细纤维化。打浆机打浆比压的大小与刀间距离有密切关系(表2)。由于刀辊与底刀之间有一薄浆层,最小刀间距也应保持在0.05-0.08mm。
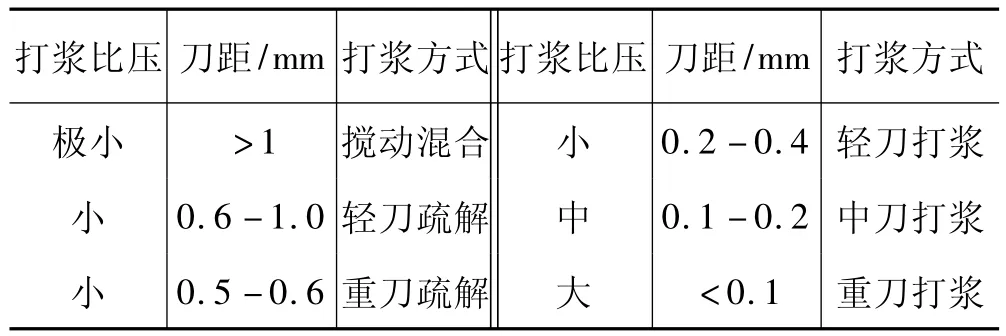
表2 打浆机打浆比压与刀距的关系
槽式打浆机具有处理各种性质浆料的能力,适用性强,并通过改变打浆条件获得不同要求的浆料,特别适用于产量小、品种多的纸盆的生产。打浆机的结构特点为:① 浆槽的长宽比为1.5~1.8:1,由于缩短了浆槽长度,使浆料在槽中流动时间短,减少了浆料与浆槽的摩擦损失,增加了浆料的循环流速。② 底刀设在山形部30°斜坡位置,使其充分利用浆料翻过山形部产生的动能,用于加快浆料流动速度。③ 打浆沟和回流沟宽度比为3:2,回流沟窄,浆料在回流沟流速得到加速,打浆沟宽,打浆辊飞刀底刀较长,提高了打浆效率。④浆槽底部具有一定倾斜度,为5%~7%,以保证浆料的循环。⑤山形部后面的后墙为三角形的下斜坡,靠中墙的浆料经过山形部后,转至靠近浆槽外壁,从而使浆料在浆槽中获得交换位置的循环作用,提高打浆的均匀程度。⑥ 飞刀辊飞刀厚度为(10~15)mm,用于处理粘状打浆,飞刀辊线速度为12m/s,底刀的厚度约为飞刀厚度的1/2~2/3,斜型底刀与飞刀辊轴线形成5°~7°。
由于纸盆浆料种类多,打浆难易程度和要求不同,浆料配比和打浆工艺流程也不同,常用的有:①混合打浆,几种浆料在打浆机同时混合打浆,特点是操作简便,但无法根据纸浆打浆难易、长短纤维切断、帚化的不同要求而对其进行不同处理,造成纤维形态的不合理分布,难以生产高质量的纸盆;② 分开打浆,按照各纤维的不同打浆特性采取不同的打浆工艺(下刀方法和时间)来最大限度地发挥纤维的本身特性,再按照纸盆的不同音质要求,以科学合理的纤维配比混合及添加其他化工助剂;③ 分开打浆后再混合打浆,难打浆的厚壁长纤维纸浆先单独打浆后再与中长纤维浆种混合打浆,同时实现低浓(4% -5%)打浆预处理-中浓打浆(6% -8%)方式来提高纸盆强度,降低打浆能耗。
关于打浆浓度,常见的情况有:① 低浓打浆,旧打浆机由于结构设计问题只能在低浓条件下运行;②中浓打浆,新打浆机结构合理,能够保证浆料中浓时在打浆机浆槽内较快循环流动;③ 低浓打浆预处理-中浓打浆,低浓打浆适当切断纤维,然后中浓打浆;④中浓10%-低浓6%组合打浆,保留了纤维长度,提高了纤维的均一性,可获得较单段打浆高得多的强度性质。生产操作中要根据打浆机状况,尽可能提高打浆浓度,采用低浓-中浓相结合的方式,对提高纸盆强度有益。
与低浓打浆相比,厚壁长纤维浆种采用低浓预处理+中浓打浆的工艺方式是比较适宜的,低浓(4% -5%)打浆预处理,主要作用是对纤维长度进行适当的切断,并对纤维进行初步的润胀,而采用中浓打浆时,浆料增浓后其流动性质已完全不服从于牛顿粘性定律,而是服从于非牛顿液体的内摩擦定律,更确切地讲,中浓(6% -8%)状态下的浆料可视为一种拟塑性流体,纤维间网络强度大增,由于较高的磨片转速和较高的浆料浓度而使得纤维间产生巨大的内摩擦力,在该力的作用下,纤维纵向扭曲、撕裂以及内外细纤维化,从而使成浆的柔韧性、挠曲性增强,游离羟基增多,纸页强度明显改善[14]。
3 纸浆中掺入纤维强化复合材料
3.1 纸浆中掺入纤维强化复合材料对纸盆杨氏模量的影响
杨氏模量更高、密度更小的材料可以更好地提高音质。对于音质来说,较好的材料应该是混合浆,即在植物纸浆中加人一种或多种合成纤维。制作纸盆的材料主要有植物纸浆、碳纤维、玻璃纤维、kevlar纤维等。6种纤维的物性比较。
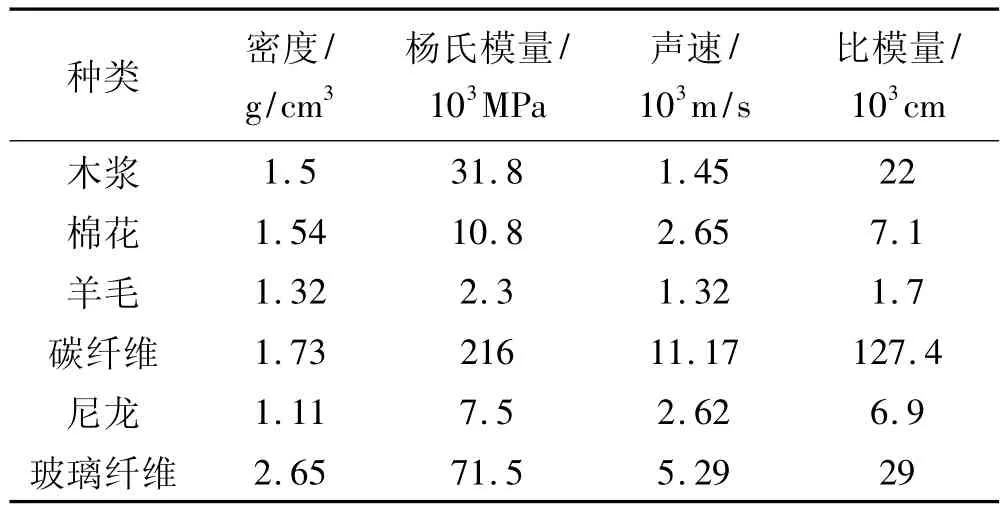
表3 6种纤维的物性比较
3.2 碳纤维(Carbon Fiber)特性与应用
碳纤维具有密度小、刚性大、阻尼适当的特性,且具有耐热、耐蚀、稳定等优点,用以制成的扬声器盆具有较好的性能。具体表现为纸盆刚性大,可展宽扬声器做活塞振动的频率范围,提高高频重放频率;在纸盆厚度相同的条件下,碳纤维纸盆轻而刚,因此输出声压较高;因有适当的内部损耗(阻尼),可抑制振膜的分割振动,使频响特性比较平坦。碳纤维传播声音的速度快,据测碳纤维为11.17km/s,木纤维为1.45km/s,这利于减少失真度,音质清晰,音响效果极佳。纸浆里加碳纤维对频率响应曲线影响不大,但是却能改善音质,一方面保持了纸盆的柔和自然,另外又增加了刚性。
碳纤维没有结合力,不能成纸。可通过以下途径提高碳纤维的结合性能[16]。① 使用胶黏剂。通过胶黏剂把碳纤维黏结起来,形成一个相互连接的纤维网络。如用碳纤维进行湿法生产电池电极气体扩散层纸时,把聚乙烯醇之类的黏结剂与短切碳纤维混合,利用造纸技术成形,干燥后使短纤维互相黏结。②表面处理。没有进行表面处理的碳纤维缺乏活性化学官能团,表面活性低、惰性大,与胶黏剂黏结性能差。通过表面处理可提高碳纤维对胶黏剂的浸润性和黏结能力。常见表面处理的方法有氧化处理、涂覆处理、等离子体处理等。③ 与植物纤维配抄,单一的碳纤维之间不能形成有效的结合,而植物纤维之间却可以形成相互连接的稳定网络,因此可以通过碳纤维与植物纤维混抄来形成一个固定的纤维网络,形成植物纤维与碳纤维、植物纤维与植物纤维、碳纤维与碳纤维之间互相联系、交叠的网状结构。碳纤维纸盆的生产工艺是借用常规纸浆造纸工艺制成,它将长度为1~6mm的碳纤维与植物纤维混合打浆,这种碳纤维纸盆中的碳纤维含量一般为5%~15%。
3.3 玻璃纤维(Glass Fiber)特性与应用
玻璃纤维用于增加纸盆的刚性。纸盆常用的玻璃纤维有无碱短切玻璃纤维和无碱超细玻璃纤维等。
玻璃纤维间没有植物纤维那样的结合力,对它进行“补强”加工。通常有以下几种补强的方法[17]:①添加适量的纸浆。与植物纤维混合打浆后,提高了彼此的交织空间,产品质量也能满足要求。但玻璃纤维用量不宜过高,应在10% ~20%间比较合适。② 热酸处理:沸水处理加10%盐酸在60℃水浴中处理7h。调整pH值为3.0~3.5,使此种纤维的悬浮分散,又能产生某种黏附作用,从而使纸页的增强效果明显提高。③添加增强剂。玻璃纤维纸可用的增强剂比较多,例如阳离子聚丙烯酰胺(CPAM)、聚丙烯酸钠、丙烯腈与丙烯酸丁酯的聚合物、聚醋酸乙烯酯等,添加0.05%CPAM的效果比添加5% 丙烯酸丁酯的效果明显。④浸渍处理补强。如果上述三种方法达不到预期效果,那么就采取胶液(分别有胶黏剂、202胶、氯醋胶的水乳液、聚乙烯醇的水溶液)浸渍的方法,也可加大成纸的强度(抗强增幅达到100% ~300%)。
3.4 羊毛(Wool)特性与应用
羊毛断面呈椭圆状,与其他纤维相比,其伸缩率非常大,比重很小。羊毛渗入硫酸盐或亚硫酸盐浆内制作纸盆可改善低频特性。掺入适当的羊毛后的纸盆增加了纸盆的内阻尼,改善了扬声器的音质,也降低了谐振频率。比较适合听古典音乐。首先将羊毛脱脂处理,洗净后,然后和针叶浆混合进行打浆,使用平均长度不大于25mm,最大长度小于32mm。
3.5 细菌纤维素(Bacterial Cellulose)特性与应用
国外音响中的振动纸膜原来采用具有较高弹性模量的海藻多糖来制造,由于细菌纤维素的弹性模量更大,比海藻多糖纸高4倍,达到(15~18)GPa,因此,日本率先利用细菌纤维素作为造纸湿部添加剂进行了探讨,据称细菌纤维素具有优良的提高原材料利用率的功能,目前SONY公司的音响制品已经开始使用这种材料[18]。
刘忠对细菌纤维素改善纸质振膜性能进行了研究,细菌纤维素的纤维网络结构非常致密,因而其膜具有高强度,高弹性模量等优良特性。不仅如此,细菌纤维素湿膜经疏解后,可作为纸张添加剂改善纸质振膜的抗涨强度和静态弹性模量,且在细菌纤维素添加量为8%时增强效果最好。同时,纸质振膜的动态弹性模量和动态比弹性率也较空白样分别提高38.8%和33.8%,大大改善了纸质振膜的声学特性[19]。
3.6 芳纶纤维(Aramid Pulp)特性与应用
加芳纶纤维的纸盆,浑厚中带细腻,刚劲中带柔和的听觉,主要用来抄大口径纸盆,用来增强纸盆的刚性,增加低音的力度和前沿特性,拓展频宽等。
以高强度、高弹性模量、耐热性为特征的对位芳纶,英文缩写为PPTA,商品名美国为Kevlar,我国称为芳纶1414。沉析短纤维,短纤维长度为1~50mm,直径为2~100μm,具有针状末端,外观类似木材纤维,且纤维表面有少许微细纤维,末端原纤化现象更为明显。这种纤维具有较大的比表面积和比较适宜的长径比,外观表征更有利于打浆处理,进而有利于纸张的抄造成形。芳纶浆粕纤维的密度比芳纶长纤维略小,表面呈毛绒状,微纤丛生,毛羽丰富,粗糙如木材浆粕,纤维轴向尾端原纤化成针尖状,这使其表面积巨大,达7~9m2/g,是长纤维的10倍以上。芳纶浆粕纤维的长度和直径呈一定的分布,平均长度为2~4mm,长径比为60~120,表面氨基含量也是长纤维的10倍以上。芳纶短纤维强度虽然很高,但表面光滑,纤维间缺乏交织力;芳纶浆粕纤维交织力虽然强,但长度小,纤维强度也小,所以单独使用芳纶短纤维或浆粕纤维均不能抄出高强度的纸张。为了充分发挥两种纤维的优势,必须把芳纶短纤维进行适当原纤化处理,再与芳纶浆粕纤维进行配抄。研究发现,芳纶短纤维中芳纶大分子沿径向高度取向,分子间只有氢键和范德华力作用,作用力小,使纤维易沿轴向劈裂,在适当条件下可通过打浆实现纤维的原纤化。比较而言,1414纤维比1313纤维更易分丝帚化,这可能与1414纤维微观组织为细纤状有关。芳纶短纤维用槽式打浆机可进行打浆操作。芳纶纤维具有很高的保水值,决定其打浆浓度必须较常规打浆浓度小许多,且需加适当分散剂轻刀疏解,保证纤维长度和强度下降不大。经打浆处理后,短切纤维分散性能提高。其中,1313短纤维分散性能提高较1414纤维明显。①纤维长度<5mm时,纤维易絮聚成小球状,经标准浆样分散器处理可完全分散(约2 500转)。②纤维长度>6mm时,纤维不会产生絮聚团成球状现象。短切纤维在水介质中易于絮聚缠绕,给抄造成形带来很大困难。所以必须加入合适的分散剂来保证纤维的良好分散,进而保证纸页的匀度和强度。一定的预处理(如0.12%PEO、PAM、SA等)对提高短切纤维的分散性有一定帮助。芳纶浆柏可以单独成纸,芳纶纤维的刚性链导致其在湿法成纸过程中相互间结合力很差,不能单独成纸,需要配以一定比例的沉析纤维才能形成纸基。综合考虑纸张结构和强度性能,单比例(芳纶浆柏:芳纶纤维)抄纸的最佳比例为1.5:1。芳纶纸经压榨干燥后纸页紧度和强度比普通纸页小,究其原因可能为纤维表面憎水以及活性基团很少,导致纤维、水、纤维-纤维之间形成氢键结合较难,适当增加压榨压力可以小幅度提高纸页紧度和强度。芳纶热压纸当频率保持不变时,储能模量E'和力学内耗tanδ,随着测试温度的变化,温度由低至高,芳纶热压纸经历了玻璃态、高弹态、粘流态三种不同的力学状态,各反映出不同的分子运动模式。由于热压导致芳纶纤维尤其是浆粕纤维结晶度的增加。随着浆粕结晶度的增加,非晶区链段运动将更为困难,结晶相承受的应力要比非晶相大得多,导致了芳纶纸变得更为刚硬。材料在玻璃态下,损耗因子随温度的升高而缓慢增加,当温度升高到Tg附近时,损耗因子急剧增加;在温度达到Tg时,损耗因子达到峰值;而当温度高于材料的Tg后,材料进入高弹态,损耗因子急剧降低。热压过程中,需要严格控制温度、线压力、压榨时间以及线压力在辊子轴方向上的分布均匀性,避免成品纸页上透明斑块的不均匀性[20]。
3.7 PVA水溶纤维特性与应用
如果将PVA水溶纤维及PVA不溶纤维按1:2的比例加入到纸浆中能较大幅度地提高纸张强度[21]。不溶纤维主要靠其裸露的羟基、较高的自身强度及较长的长度来提高纸张强度。纤维越细,单位面积内的纤维数量越多,成游离状的羟基越多,与纸浆纤维形成氢键结合力越强;纤维之间的交叉点、粘结点越多,所抄纸张的强度、柔韧性、耐折性更好。但纤维过细(小于0.01dtex),纤维强度很低,还易造成纸面多孔,影响纸张强度及外观指标。纤度过大(大于3dtex),易结团,故水溶纤维纤度应与配用的纸浆纤维纤度相近为好。目前,从效费比考虑,多为(1.2~2.2)dtex。在一定范围内,纤维本身的强度越高,纸张强度也越高。但水溶纤维强度越大,刚性就越大,韧性越差,粘结效果变差。水溶纤维强度过大,不仅不能提高纸张的强度反而会降低耐折度,故在首先保证水溶纤维性能的条件下,强度稍高为好。水溶纤维强度大于或等于2.5cN/dtex即可。考虑到PVA水溶纤维加入量不大,而且主要是起网络骨架作用,因此,打浆后的水溶纤维长度应比纸浆纤维稍长为好,但不宜超过一倍。造纸用PVA水溶纤维常为(3~5)mm,打浆后降为(1~3)mm。大部分纸张对表面平滑度均有一定的要求,故对PVA水溶纤维分散性要求极高。纤维在水中的分散性主要取决于纤维的长径比,长径比越大,则纤维容易缠绕,不易分散。通常纤维的长径比不宜大于250。同时不允许出现刀口粘连、并丝等质量问题。水溶温度应大于40°C,小于80°C。温度过低,在打浆时使大的PVA水溶纤维损失,增加成本;温度过高,达不到粘结增强作用。水溶温度应稳定,而且溶程要短,温度偏差最好控制在±5°C,这对于纸厂控制工艺极为重要。目前常用PVA水溶纤维溶解温度为(50~80)°C。只加入PVA水溶纤维是不够的,还需加入PVA不溶纤维。对PVA不溶纤维的一般要求是:强度大于 5cN/dtex,纤度范围(0.5 ~1.5)dtex,长度在(2~6)mm之间。
通常将PVA水溶纤维与纸浆纤维按对绝干浆1%~15%的添加量混合打浆或水溶纤维在配浆池中与已打浆的纸浆混合。其目的是:①使水溶纤维分散均匀,吸水润胀,增加表面积,有利于提高纸张强度;②使水溶纤维充分收缩,以避免在PVA水溶纤维加入量大的情况下干燥纸页时出现纸张起皱及纵向断裂。
添加PVA水溶纤维松压纸盆,湿纸未经施加压力,在热风干燥箱中干燥,发现纸页不具有强度。由此可知,要使粘结纤维产生粘结效果,适当的加压是必要的。一般选用(70~90)℃水溶温度的聚乙烯醇纤维,用量在30%以下。抄纸温度最好控制在其始溶温度附近,始溶温度一般比溶解温度低(5~20)℃。在此温度下抄纸易使水溶纤维呈半溶状(起粘结作用)又不过分溶解,可避免干燥时粘缸。起始烘干温度控制在高于水溶标称温度(10~15)℃为好。
3.8 涤纶超短纤维(Polyester Fiber)特性与应用
涤纶超短纤维具有较高的断裂强度和较低的断裂伸长率,较好的热稳定性,介质中高度的分散性,与植物纤维相仿的长度与粗细,纤维间良好的亲合性,特殊的色泽,特殊的横截面[22]。
涤纶超短纤维使用建议:①选择涤纶超短纤维的直径尽可能接近于木浆纤维的直径,有利于纤维之间的相容性;②选择涤纶超短纤维的长度略比木浆纤维的长度长;③有利于提高纸张的撕裂强度,过长可能会增加纤维间的缠结,造成纸张疵点;④选择合适的黏结剂,有利于涤纶超短纤维在纸张中的均匀分布。
以(10~30)%含量的PE/PET皮芯复合涤纶超短纤维与针叶木纤维、玻璃纤维为主要原料,制得纸盆具有拉力强度高、弹性好、重量轻、可热封等诸多优点,有利于降低成本,有利于纸盆轻量化。
涤纶超短纤维添加比较方便,在打浆机中加入涤纶超短纤维,打浆时间请不要超过10min。
4 结语
纸盆纸浆搭配最好是使用纤维长、壁腔比较大的强韧针叶木浆,并配富有韧性和弹性的麻类韧皮长纤维、棉浆薄壁种毛纤维、竹浆中长纤维等天然纤维,长短纤维的配合,厚、薄壁纤维的配合,通过合理的打浆工艺产生协同效应,最大程度满足扬声器纸盆刚度、内阻尼、轻质的要求。
将一些密度小、杨氏模量高的玻璃纤维、碳纤维、芳纶短纤维等混入纸浆中,振膜的刚性大幅度上升,可圆满地解决大口径扬声器振膜的质量与刚性问题。
纸质振膜所用各种纤维的比例并无固定,可依照所需的功能,或想要的声音做调整。由于纸盆是采用多种材料相混,可以凸显出各种材质的优点,彼此间的缺陷也容易隐藏,加上声音的变化较为多样,听感上也较为丰富。
[1]吴宗汉.徐世和.扬声器纸盆复合强化及其杨氏模量测量的讨论[J].电声技术,2010,34(1):24-34.
[2]殷伟.扬声器纸盆材料复弹性模量测试系统设计及研究[D].天津:天津科技大学,2008.
[3]胡开堂.纸张的结构与性能[M].北京:中国轻工业出版社,2006.
[4]陈继伟.接枝共聚法制备扬声器振膜功能性纤维新材料[J].造纸科学与技术,2011,30(2):22.
[5]王高升.朱熹.李建.扬声器纸质振膜材料的动态力学性能研究[J].中国造纸,2008,25(4):28-30.
[6]SJ 2316—83扬声器用纸浆技术条件[S]
[7]卢谦和.造纸原理与工程(第二版)[M].北京:中国轻工业出版社,2006.
[8]徐率声;.竹子原料与制浆造纸[J].造纸科学与技术,2005,25(4):1
[9]唐爱民,孙智华,付欣.木棉纤维的基本性质与结构研究[J].中国造纸学报,2008,23(3):6
[10]王菊华.中国造纸原料纤维特性及显微图谱[M].北京:中国轻工业出版社,1999.
[11]邝仕均,王菊华,薛崇均.红麻纤维及其造纸基本特征(上、下) [J].中国造纸,1997,23(1/2):65
[12]姜磊,廖声熙,李昆构树皮化学成分、纤维形态与制浆性能分析[J].西南林学院学报,2007.27(3):72-73
[13]李海军,王海毅龙须草制浆造纸性能研究及其在配抄文化用纸中的应用[J].黑龙江造纸,2011,(1):10
[14]刘士亮,李世扬,曹国平,厚壁长纤维浆种打浆方式的新探索[J].黑龙江造纸,2000,(2):13
[15]侯轶,李友明,田英姿,陈中豪.纸张抗张挺度取向的超声波检测技术[J].中国造纸,2004,23(1):65
[16]钟林新.张美云.刘正伟.碳纤维特性及其在功能纸中的应用[J].中国造纸,2007,26(11):51.
[17]廖合.黄艳规.吴守耀.黄显南.玻璃纤维纸的增强研究[J].中华纸业,2007,28(4):46.
[18]马霞.王瑞明.关凤梅.贾士儒.细菌纤维素及其在造纸工业中的应用[J].黑龙江造纸,2003,(3):4.
[19]刘忠.龚关.细菌纤维素改善纸质振膜性能的研究[J].中国造纸,2010,29(12):33
[20]李涛;张美云;路金杯;赵会芳;张素风.芳纶纸的动态热力学性质研究[J].造纸科学与技术,2010,30(5):
[21]余河海.PVA水溶纤维在造纸中的应用[J].国际造纸,2003,21(1):21 -22.
[22]倪江宁.涤纶超短纤维及其在造纸领域的应用[J].上海造纸,2002,33(4):16-17.
2011-08-15
周元星(1970年-),男,工程师,主要从事制浆造纸工艺设计、产品开发工作。
