视频传感器在动车组零部件管理中的应用
2011-11-26王晓冬徐洪泽张正普
王晓冬,徐洪泽,张正普
(1.北京交通大学 电子信息工程学院,北京 100044;2.中国铁道科学研究院 电子计算技术研究所 ,北京 100081)
目前我国铁路对动车组关键零部件管理的方式还停留在人工台账,现场喷涂标记的状态,不能快速查询零部件的现状及追溯前期状况,即使出现了安全问题,也不能快速落实责任到人。建立动车组关键配件全寿命跟踪管理系统,对于实现动车组关键配件全寿命周期跟踪管理、安全高效的物流配送、履历信息的有效维护和共享、特殊情况下的质量追溯、管理层及时获取信息并做出决断决策等业务应用具有重要意义。
射频识别(RFID)电子标签依其先进的自动识别技术,能快速准确的识别配件,而得到了广大客户的青睐。不可否认,电子标签作为管理信息系统的终端,能完成动车组零部件管理流程中的应有任务。电子标签需与零部件紧密结合,不能轻易脱离,否则会造成管理混乱的后果。
电子标签与零部件的结合方式,有两种方案,(1)将电子标签在零部件出厂前嵌入到零部件体内或安装在事先做好的专用槽内,此方式能有效地防止电子标签的脱落,但无法应用在已经出场的动车组零部件上;(2)把电子标签用粘贴、吸附、圈挂等方式与零部件固定在一起,此方式不能完全保证电子标签的安全可靠性。
1 动车组零部件管理新思路
动车组零部件在其可视面处均设有能做唯一标识的序列号,如图1。序列号与零部件本身就是一体,类似上述的嵌入式结合方法,不必担心其与零部件脱离问题。若是能准确地识别该零部件上的序列号,就能实现其生命周期跟踪管理。

图1 动车组零部件序列号
2 视频传感器技术
视频传感器是将光信号转化为电信号的一种传感器,以电荷为信号,具有光电信号的转换、存储、转移并读出信号电荷的功能。自从90年代问世以来,视频传感器以其独特的性能而发展迅速,其分辨率和高灵敏度越来越高,动态范围也越来越宽,在检测物体的位置、工件尺寸的精确测量及工件缺陷的检测方面有独到之处,加以特定的技术条件,能准确地获得动车组零部件的序列号。
动车组零部件序列号成像聚焦在视频传感器的光敏面上,视频处理器对输出的视频信号进行存储和数据处理,整个过程由微机控制完成,如图2。微机可对多次测量求平均值,精确得到被测物体的模型。任何能够用光学成像的动车组零部件都可以用这种方法,实现不接触的在线自动检测的目的。
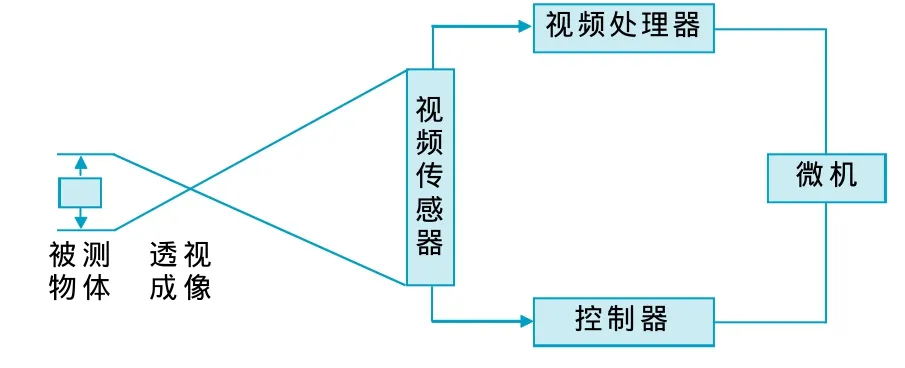
图2 视频传感器典型应用系统
视频传感器是动车组零部件管理系统的前端输入,其成像信息是一切后续处理的基础,重要性不可言喻。为了准确地捕捉动车组零部件的序列号,视频传感器在原有的基础上,需对现场条件进行额外的考虑,确保获得信息的可靠。
2.1 HDR技术
HDR(High-Dynamic Range,高动态范围),指可处理的图像亮度的最大值与最小值的比率。动态范围越大,明暗差较大的拍摄对象的呈像越清晰鲜明。通过扩大动态范围,可清晰呈现以往因照明不均及光晕而无法捕捉到的检测物体状态。如图3,传统图像超出动态范围的部分因光晕或阴影而变得模糊不清,而HDR图像可忠实再现图像特征,无曝光过度或曝光不足现象,精确再现图像特征,即使出现光晕及照明不均,也能稳定地检测图像。
由于采用了HDR图像生成技术,视频传感器可变更快门速度拍摄多张亮度不同的图像,并将这些图像高速合成为1张图像。由此,相对于普通的CCD(Charge Coupled Device,点和耦合器)相机,可拍摄的亮度范围以明暗比率来看可扩大至5 000倍,从而获得仅凭1张图像的灰度过滤器实时处理无法获得的超清晰的图像,如图4。

图3 传统图像与HDR图像的比较

图4 图像合成示意图
在高速合成多张图像的HDR功能的基础上,还搭载了高对比度模式。使用该模式,可以将以相同的快门速度拍摄的多张图像合成并输出。以往,为了增加对比度,采取对单一图像进行放大处理的方法,但这样图像上的干扰点也会被放大。采用HDR高对比度模式,可以对多张图片进行合成及均一化的处理,以此减少干扰。再进行放大处理,从而实现只增加检查对象与背景间的对比度。
2.2 高分辨率
采用最高分辨率的视频传感器,实现高精度图像捕捉。高分辨率的视频传感器拍摄视野很宽,即使是大型零部件,也可以一次性完成拍摄,包括在宽视野下拍摄,也能清晰地捕捉到细节部分。在宽视野下,以往需要拍摄多次的检查对象可一次性完成拍摄,这样,一次拍摄可检测多个对象,从而加快检测节拍,提高工作效率。由于视野较宽,即便是在产品尺寸各异的生产线上,切换工序时也无需移动视频传感器,节省传感器安装工时。分辨率的提高,可检测到以往无法检测的小型零部件,使以往不可见的序列号可视化。
2.3 实时生成最适合检查的图像
视频传感器消除因其安装精度导致的误差及输送时的抖动影响,实时生成最适合检查的图像。修正倾斜拍摄的失真图像,即使在相机倾斜安装需要补偿以及输送精度不稳定时,也能实现高精度检查,如图5。
视频传感器可任意安装于狭小空间中进行斜向拍摄,使生产线实现节省空间的设计。因追加检查需要增加视频传感器时,也不必为安装空间的不足而担心。还可以高精度测量因输送时而发生抖动的检测对象,并对以往不可能进探的方向(三维方向)的倾斜进行跟踪。
3 系统结构
动车组零部件管理系统硬件部分由服务器、控制主机、PLC、视频传感器、输入输出部分组成。视频传感器将捕捉到得动车组零部件序列号传输到控制主机,并实时传输到PLC内存,由PLC综合判断输出,并将结果上传到服务器。
系统软件部分包括PLC控制逻辑程序、控制主机采集存储程序及管理系统应用软件,其中,PLC网络拓扑结构采用国际标准的Device Net网络与serial communication网络相结合的通信架构,配合专用通信模块组合而成;控制主机采集存储程序采用VB6.0软件编写,并实用Microsoft SQL Server 数据库,功能包括实时监控记录各视频传感器运行状态、实时监控记录操作人员各项控制、实时存储系统报警代码、保存每次扫描信息;管理系统应用软件采用C#.NET编写,负责记录、查询、统计各种数据信息,生成所需报表,为管理者提供决策依据。
4 结束语
采用视频传感器作为动车组零部件管理信息系统的输入终端,有其独特的优点。目前视频传感器因其精密等因素,价格昂贵,难以在规模庞大的动车组生产及维修车间大面积铺设。作为诸如电子标签之类输入终端的补充设备,是切实可行的。
[1]贺 毅. 多功能自动汽车零部件检测与识别系统开发[J]. 自动化博览,2010,9.
[2]Aptina推出新款支持稳像的全高清1080p60数字视频传感器[J]. 电子与电脑,2011,2.
