载人航天器结构件FSW制造工艺及应用
2011-11-20封小松徐萌钱纪红
封小松徐 萌钱纪红
(1上海航天设备制造总厂 2上海航天技术研究院)
1 引言
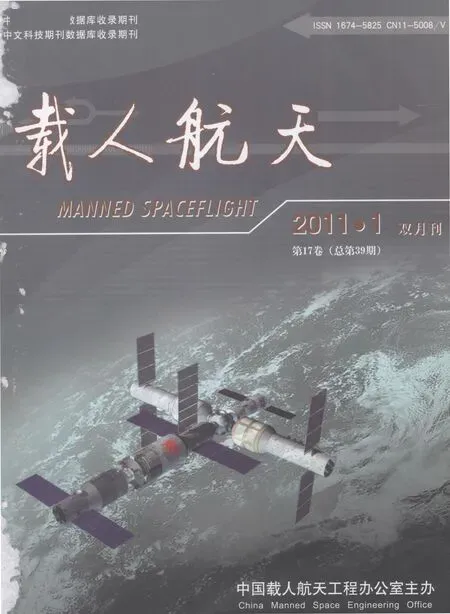
搅拌摩擦焊(Friction Stir Welding,FSW)是英国1991年发明的,这项技术的出现给铝合金的焊接带来了革命性的变化。这是一种基于微区锻造的固相焊接技术,焊接过程由搅拌针与轴肩的旋转和移动来实现,如图1所示。由于在焊接时材料不发生熔化,其连接机制为塑态金属在高流动应力作用下的连续动态再结晶[1]。因此FSW与传统的熔化焊接手段相比,具有一系列的优点:如无冶金缺陷、接头力学性能好、对焊前处理要求低、生产效率高、变形极小和残余应力低等。
FSW所具有一系列的优点使得其在铝合金焊接领域表现出极大的技术优势,在大量采用铝合金作为结构材料的航天工业中,搅拌摩擦焊首先得到了应用。随着FSW的优势被人们所逐渐认识和工艺技术的进一步发展,FSW在航天领域的应用正在逐渐扩大。
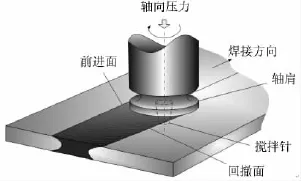
图1 搅拌摩擦焊示意图
在国外,FSW已在航天工业中获得了全面应用。如美国已将搅拌摩擦焊用于DeltaIV火箭贮箱制造,贮箱上所有焊缝均由FSW完成,焊缝总长已达1200m,无任何缺陷[2]。此外,美国还将FSW应用于航天飞机外贮箱的制造。在日本,全搅拌摩擦焊的推进剂贮箱已被应用于H2B火箭[3]。在我国,目前已实现现役型号火箭贮箱筒段纵缝的FSW应用,并表现出了良好的技术优势[4,5]。本文介绍了我国载人航天焊接结构特点,结合其结构特点研究了搅拌摩擦焊在这些结构中应用的关键工艺,为载人航天结构件应用搅拌摩擦焊技术提供支持。
2 载人航天铝合金焊接结构件特点
在我国载人航天关键结构件的制造中,由于对接头性能、减重效果、制造精度的要求越来越高,采用搅拌摩擦焊可增加接头强度系数、提高构件焊后形状精度,将其替代传统熔化焊手段是载人航天结构件,特别是大尺寸薄壁密封构件制造的发展方向之一。
下面以载人航天中典型的两类密封构件为例,说明其结构特点。一种为类球状密封构件,另一种为大尺寸密封舱体。在我国载人航天结构中,这两类构件为典型的密封件,焊接制造是其关键工艺。
图2给出了类球状密封构件的一个例子。从图中可见,这类构件的制造通常由球壳拼焊、各种法兰焊接构成,由于形状的复杂性,其涉及的焊缝轨迹包括各种法兰的封闭焊缝、各类不同形状球壳的拼焊焊缝。

图2 载人航天球状密封构件
图3 给出了另一种尺寸更大的密封结构示意图,这种结构在航天中被广泛用于密封舱体的设计,典型的如各类火箭推进剂贮箱、载人航天密封舱等。
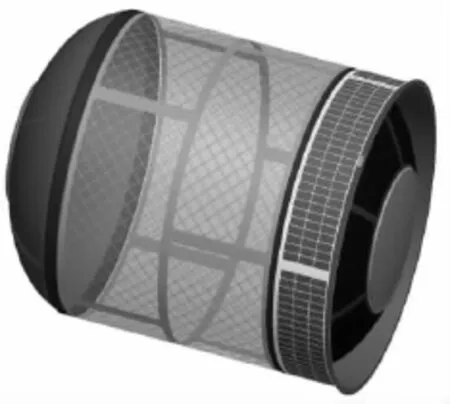
图3 载人航天大尺寸密封舱体
从图中可见,这类舱体结构主要由前后箱底、筒段、短壳组成,主要的焊缝包括箱底瓜瓣纵缝、箱底圆环与顶盖环缝、筒段纵缝、总对接环缝等焊缝组成,涉及的焊缝种类多、焊缝轨迹复杂。
从上述载人航天密封构件的例子可见,与传统的航天铝合金构件相比其结构上具有一些自身特点:
(1)载人航天构件需要在外太空长时间飞行,构件的精度与复杂度达到了很高的程度,而复杂的空间工作环境也使得构件对焊缝可靠性要求更高。
(2)载人航天的任何载荷均需要从地面进行输送,长距离与长时间的空间飞行也使得构件对减重的需求特别迫切。
(3)出于减重需要,载人航天焊接结构通常采用小壁厚设计,并往往采用损伤容限高的材料。
(4)载人航天任务复杂、批量小、种类多,构件设计的形状相对复杂,使得焊缝轨迹复杂多变,往往涉及三维空间曲线焊缝。
上述载人航天密封结构特点使得这些结构的焊接制造具有一些特殊性,也为FSW的应用提供了可能,但同时也带来了一些应用上的困难:
(1)传统的TIG熔焊工艺使得焊缝存在冶金缺陷,如气孔、夹杂、过烧等,高比强度铝合金的熔焊难以完全消除这些缺陷,FSW则完全避免了焊缝冶金缺陷。
(2)焊缝强度系数的提高将为进一步降低壁厚提供了可能,而FSW焊缝的抗拉强度系数通常不小于0.7,比传统熔焊抗拉强度提高15%~20%。
(3)载人航天结构的小壁厚设计特点使得构件自身刚度较差,必须考虑焊接变形与残余应力给产品带来的尺寸精度影响,FSW低热输入特点使得产品的焊接变形与残余应力水平降至最低。
(4)由于FSW焊接过程中搅拌工具与工件为刚性接触,载人航天构件复杂的焊缝轨迹对搅拌工具行走精度、工件装配精度提出了更为严格的要求,必须采用一定的工艺措施来增加其工艺裕度。
上述问题的存在使得载人航天结构焊接制造对搅拌摩擦焊技术应用提出了迫切需求,同时也给FSW的应用带来了一定困难,必须通过一系列的工艺手段,才能实现FSW在这些结构制造中的实际应用。
3 FSW技术应用的关键工艺
结合载人航天产品的材料、结构形状、尺寸、功能等特点,本文研究了在载人航天产品上应用FSW技术时所面临的一些问题,开发了相应的工艺技术,包括全焊透技术、无匙孔处理技术、缺陷等强补焊技术。
3.1 全焊透工艺
在FSW焊接过程中,焊缝背面通常设置刚性支撑以平衡搅拌工具施加的顶锻力,但由于搅拌工具与母材是刚性接触,若焊接时搅拌针触及背面刚性支撑将导致焊接缺陷。因此往往在搅拌针与工件背面留有0.1mm~0.2mm的背面预留量。图4给出了搅拌摩擦焊过程瞬间搅拌工具与母材的相对位置示意图,图中δ2即为背面预留量,δ1为轴肩下压量,α为搅拌工具倾角。

图4 搅拌工具与工件的相对位置
由于背面预留距离的存在,使得焊缝底部的材料不能被搅拌针充分搅拌,通常会出现未焊透或弱连接(Kissing bond)缺陷,在实际产品的FSW生产中,必须解决产品的全焊透问题。
基于消除背面预留量、增加焊缝底部材料塑性流动的考虑,本文设计了三种未焊透解决方案,如图5所示。
为了评价三种未焊透处理工艺的效果,以6mm厚2219铝合金为例,对不同未焊透处理工艺下的接头抗拉强度、接头背面弯曲角度进行测量,结果如表1所示。

图5 FSW背面未焊透处理工艺

表1 不同未焊透措施下的接头性能比较
从表中可见,在工件背面垫板与在工件背面开槽两种工艺措施能有效消除未焊透或弱连接缺陷,获得力学性能良好的焊缝。这是因为工件背面开槽能有效增加焊缝底部材料的流动性、背面垫板使得搅拌针长度可以超出板厚范围。此外,对于装配精度高的平板直焊缝,无需进行全焊透处理也能获得较高力学性能的焊缝。实际生产时可根据装配情况、板厚情况选择合适的未焊透处理措施。薄板焊接时对搅拌针位置精度要求更高,倾向于采用背面垫板技术;厚板焊接时倾向于选择工件背面开槽技术。
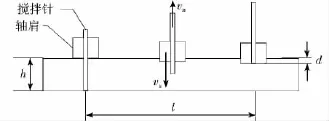
图6 FSW无匙孔处理方法
3.2 无匙孔处理工艺
在航天密封构件的焊接制造中往往涉及封闭焊缝的制造,如图2中各种法兰的焊接、图3中箱底圆环与顶盖环缝、筒段环缝等。FSW焊缝末端往往存在搅拌针的退出孔,即匙孔。对于这种首尾相接的封闭焊缝,无法将匙孔引出到产品外部。因此必须对密封构件进行无匙孔处理。本文开发了一种搅拌针回抽式无匙孔处理技术,如图6所示。
图中l为回抽段长度、h为板厚、vu为轴肩下压速度,vw为搅拌针回抽速度,d为最终的搅拌轴肩下压量。从图6中可见,在焊接结束段,搅拌工具向前行走搭接已焊接好的焊缝,与此同时搅拌针逐渐回抽,轴肩适当下压以填充搅拌针回抽留下的空腔,最后搅拌针与轴肩处于同一平面时可获得无匙孔焊缝。
试验结果表明,在搅拌针回抽式无匙孔处理技术中,搅拌针的回抽速度是关键参数,表2比较了4mm板厚2219铝合金不同搅拌针回抽速度下的回抽段焊缝性能。
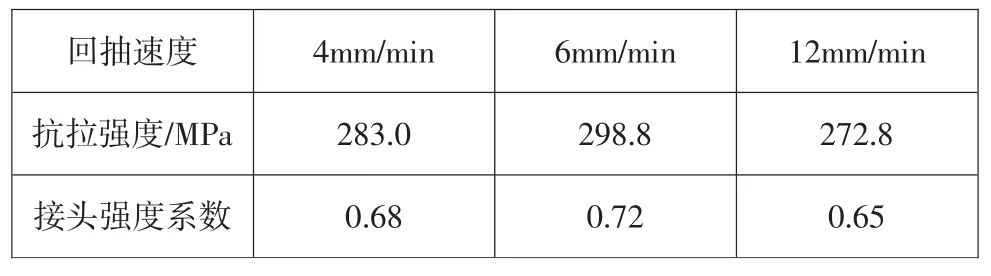
表2 不同回抽速度下回抽段接头性能比较
从表中可见,搅拌针回抽速度对回抽段接头强度影响显著,这是因为回抽速度与焊接速度是相匹配的。搅拌针回抽速度过快,焊缝搭接量小,轴肩下压量大,焊缝减薄明显;回抽速度较小,回抽段距离增加。因为目前的搅拌针回抽通过液压控制,其回抽位置精度不足,过长的回抽段将导致该段焊缝质量不稳定。针对不同板厚、不同焊接速度,存在一个最优的搅拌针回抽速度。
3.3 等强补焊工艺
与其它焊接方法一样,FSW也存在焊接缺陷,典型的如隧道缺陷、孔洞缺陷等。因此,要将FSW应用于产品焊接,必须解决焊缝的补焊工艺问题。由于FSW焊缝组织为锻造组织,传统的手工电弧熔焊技术无法单独用于FSW焊缝补焊。要实现等强补焊,也需要将补焊处焊缝转变为锻造组织。本文通过对各种补焊方法的比较,给出了不同缺陷情况下的补焊方案,如表3所示。
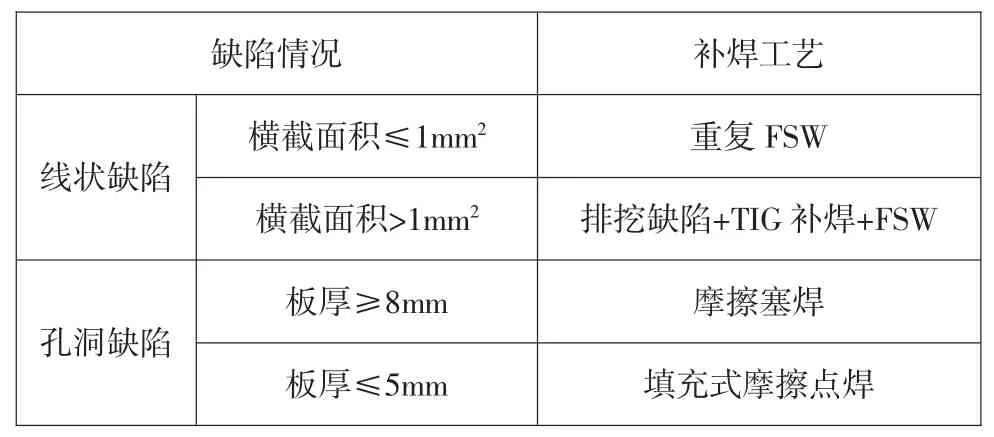
表3 不同焊缝缺陷补焊工艺
从表中可见,不同的焊接缺陷、不同的焊接对象,所适用的补焊工艺不同。对于线状缺陷,若材料缺失较多,必须填充材料后方能进行补焊。材料填充方法通常采用熔焊手段进行金属过渡。若材料缺失较少,直接重复进行FSW即可排除缺陷,对经历多次FSW的接头性能进行测试,结果如图7所示。
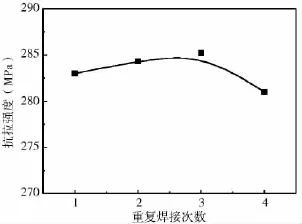
图7 多次FSW对接头抗拉强度的影响
从图中可见,在焊接次数少于3次时,FSW接头抗拉强度略有增加。这与搅拌摩擦焊接头的组织特点有关,焊接过程对焊接区域的材料而言相当于一次局部锻压加工,焊缝组织在少数次加工过程中,其性能不会发生无明显恶化,只有在多次焊接时,才有可能导致焊缝性能的下降。因此,少于3次的重复FSW是线状缺陷的有效补焊手段。
对于材料缺失较多的焊缝缺陷,必须重新填充材料方能进行补焊。TIG填丝焊是材料填充的有效方法,具体的工艺措施是先将缺陷排挖,再采用TIG填丝工艺填满排挖区域,然后对熔焊区域重新进行FSW,表4给出了不同补焊次数下的接头性能比较。

表4 TIG+FSW补焊接头性能
从表中可见,在二次补焊次数以内,接头性能无明显下降现象,这证明了电弧熔焊+再次FSW也是有效的缺陷补焊工艺。
对于孔洞类缺陷,通常有两种补焊方法,一种是摩擦塞焊,另一种为填充式摩擦点焊。上述两种焊接工艺均为固相焊接,补焊组织与原始焊缝组织类似。试验结果表明,焊点质量与原始焊缝质量性能接近[6]。其中摩擦塞焊适用于厚板点缺陷补焊,而填充式摩擦点焊则适用于薄板补焊。
4 FSW在载人航天结构件中的应用
我国载人航天广泛采用高强铝合金与铝锂合金作为结构材料,这些材料在采用传统熔焊工艺进行焊接时,气孔、裂纹等缺陷发生倾向大、接头强度系数低,这使得传统的熔焊工艺受到限制。FSW为上述结构材料的焊接提供了优质的连接工艺,将是未来航天领域首选的焊接技术。
综合利用本文在搅拌摩擦焊全焊透工艺、无匙孔处理工艺以及焊接缺陷等强补焊工艺的研究成果,实现了FSW在某些载人航天型号产品中的应用,下面以图2和图3两类典型的密封构件为例,说明FSW在我国载人航天结构件制造中的应用。图8为载人航天球状拼焊密封构件,其设计图如图2所示。
图8所示的球状密封构件,主要由球壳拼焊、法兰焊接构成,壁厚5mm,直径3m。在所有的焊缝背面均采用了全焊透技术;对于大法兰与小法兰的封闭环缝焊接采用了搅拌针回抽无匙孔焊接技术;对于局部间隙过大的焊缝,采用了熔焊填充材料+FSW的等强补焊技术。
图9为采用FSW与变极性等离子弧焊(VPPA)制造的载人航天大尺寸密封舱体。其设计图如图3所示。

图8 载人航天FSW拼焊球状构件

图9 采用FSW+VPPA制造的密封舱体
图9 所示的大尺寸密封舱体直径3.35m,焊缝壁厚6mm。箱底全部采用了搅拌摩擦焊技术,筒段纵缝也采用了搅拌摩擦焊来进行制造。在箱底焊接时,涉及的封闭焊缝有顶盖环缝、箱底圆环环缝,采用了无匙孔焊接技术;箱底瓜瓣纵缝焊接背面采用了背面垫板的全焊透工艺;筒段纵缝采用了工件背面开槽的焊接工艺。在总对接环缝的焊接上,由于舱体尺寸较大,目前国内尚无针对该焊缝的专用焊接装备,只能采用传统的熔焊方法来进行制造。
5 FSW在我国航天领域应用现状与发展前景
搅拌摩擦焊技术在2002年正式进入中国,其中航天制造为搅拌摩擦焊应用的首要领域,取得了大量应用成果。典型的应用领域包括运载火箭、卫星、导弹等飞行器的结构件制造。
在运载火箭结构件的制造中,推进剂贮箱是最重要的密封构件,焊接是其关键制造工艺,也是搅拌摩擦焊的首要应用领域。在我国,上海航天设备制造总厂基于我国新一代运载火箭的研制需求,联合研制了我国第一台火箭贮箱纵缝搅拌摩擦焊设备、第一台箱底搅拌摩擦焊设备。现役型号火箭的第一条搅拌摩擦焊贮箱筒段纵缝于2009年3月首次成功发射升空。上海航天设备制造总厂在国内首先实现了全搅拌摩擦焊制造的火箭贮箱箱底,并应用于我国新一代大运载与小型运载火箭,满足了新一代运载火箭研制需求。
搅拌摩擦焊的技术优势同样在卫星、导弹等航天结构制造中具有应用需求,其主要的应用领域包括导弹燃料箱、发控柜、卫星承力结构件等。我国目前已实现了直径1.4m,厚度25mm筒体导弹结构件纵、环缝的搅拌摩擦焊制造,并且搅拌摩擦焊制造的导弹结构件已实现成功发射。在卫星制造领域,主要应用于卫星姿控发动机机架、轻型结构件等连接制造。
搅拌摩擦焊技术的发明为铝及铝合金等材料的焊接制造提供了一项极具优势的连接手段,但由于该项技术应用于工业领域的时间较短,尚有很多工程应用问题需要解决,主要集中在两个方面:一是工艺技术的进一步发展;二是应用标准的建立和完善。
6 结论
搅拌摩擦焊技术是铝合金最具优势的连接手段,是载人航天关键构件的焊接制造发展趋势。对实际构件应用搅拌摩擦焊所需的关键工艺技术研究表明,工件背面开槽焊接、背面垫板焊接工艺可有效解决FSW接头的弱连接与未焊透缺陷;搅拌针回抽式无匙孔焊接工艺可满足封闭环缝的无匙孔焊接要求;重复FSW、电弧熔焊+FSW、摩擦塞焊、填充式摩擦点焊工艺是实现搅拌摩擦焊焊缝等强补焊的有效措施。将上述关键工艺应用于载人航天结构件的焊接,实现了球状密封构件、大尺寸密封舱体的搅拌摩擦焊制造。
[1]JATA K V,SEMIATION S L.Continuous dynamic recrystallization during friction stir welding of high strength aluminum alloys.Scripta Mater,2000,43(9):743~749.
[2]Johnsen Marry Ruth.Friction stir welding takes off at Boeing.Welding Journal,1999,78(2):35~39
[3]李宝蓉,张丽娜.H-2B运载火箭贮箱制造技术与应用.航天制造技术,2008,(5):35~37
[4]姚君山,徐萌,贾洪德等.推进剂贮箱先进焊接工艺研究进展.航空制造技术,2008,8:32~35
[5]邢美源,姚君山,刘杰.新一代运载贮箱搅拌摩擦焊应用研究.上海航天,2006,(4):39~43
[6]范平章.摩擦塞焊研发与关键问题.航天制造技术,2007,(2):37~40