四辊卷板机中方圆卷制工艺的制定与数学模型的建立
2011-11-16陈富林许朝阳
王 凯,陈富林,许朝阳,李 森,李 斌
(1.南京航空航天大学 机电学院,江苏 南京 210016;2.南京环力重工机械有限公司,江苏 南京 211222)
四辊卷板机中方圆卷制工艺的制定与数学模型的建立
王 凯1,陈富林1,许朝阳2,李 森1,李 斌1
(1.南京航空航天大学 机电学院,江苏 南京 210016;2.南京环力重工机械有限公司,江苏 南京 211222)
通过在四辊卷板机中对方圆的实际卷制,发现从小曲率到大曲率的过渡过程会产生直边段,对方圆的成形产生影响。本文通过修改侧工作辊的变化方式制定了完整的卷制工艺,该工艺能成功消除直边段,卷制方圆效果理想;同时在此基础上建立了四辊卷板机工作过程的数学模型,推导出侧工作辊位移量的理论计算公式。并通过实验验证了该公式的可行性,对生产控制有积极影响。模型可以作为四辊卷板机设计的基础。
机械制造;四辊卷板机;方圆卷制工艺;数学模型
1 前言
随着航空航天、军工兵器、造船、机车车辆、压力容器、石油天然气运输管道、化工机械、风电设备等行业的日益发展,对金属板材成形设备的需求量日益增大,对其精度要求也越来越高。四辊卷板机作为滚弯成形设备,以其极大减小直边段影响、可实现两头预弯、可配合数控系统实现高精度自动化生产、减少劳动力、提高生产率等优点,在板材成形设备中占据越来越重要的地位,获得了广泛的应用。
2 方圆卷制工艺
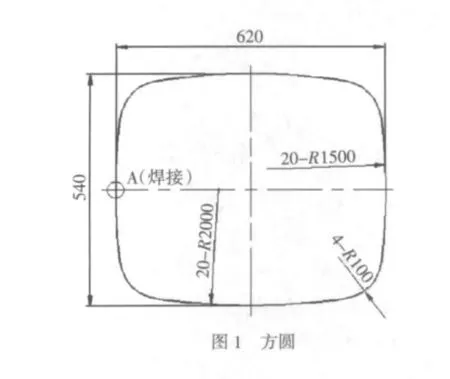
如图1所示为济南某公司定制的四辊卷板机所要卷制的零件图形之一,该方圆由3种曲率的弧所组成。在试卷过程中,为了保持平板在进料端的平稳,采用如图2所示左侧进料、右侧辊辊位变化的方式进行卷制,但从小曲率到大曲率过渡时,由于右侧辊从图2a的位置下降到图2b的位置,使得板材与右侧辊之间产生了一段空隙,只有当板材继续进给到与右侧辊相切时才能卷制大曲率,因此,该空隙造成了一段无法卷制的直边段(图2c所示),最终导致不能卷制出合格的方圆零件。为了得到效果理想的方圆,本文忽略进料端的平稳性,采取左侧进料、左侧辊辊位变化的方式进行卷制以消除上述直边段,最终得到的方圆形状效果非常理想。
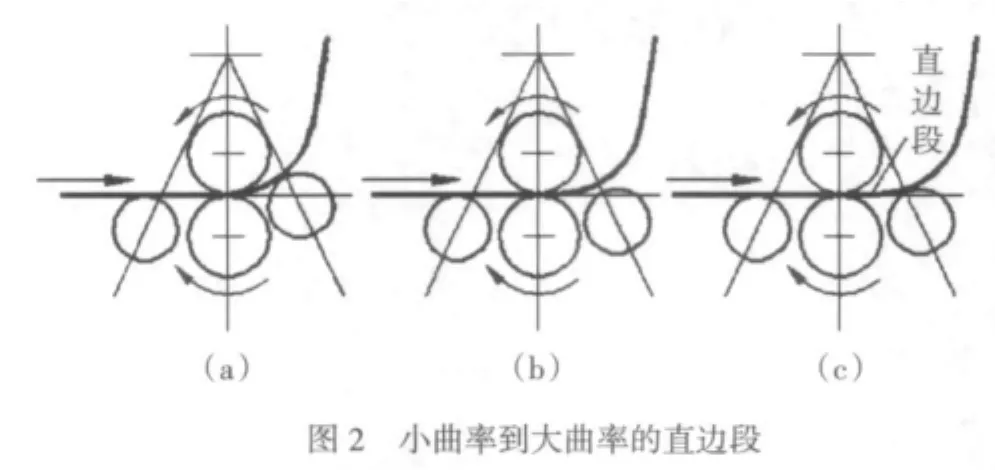
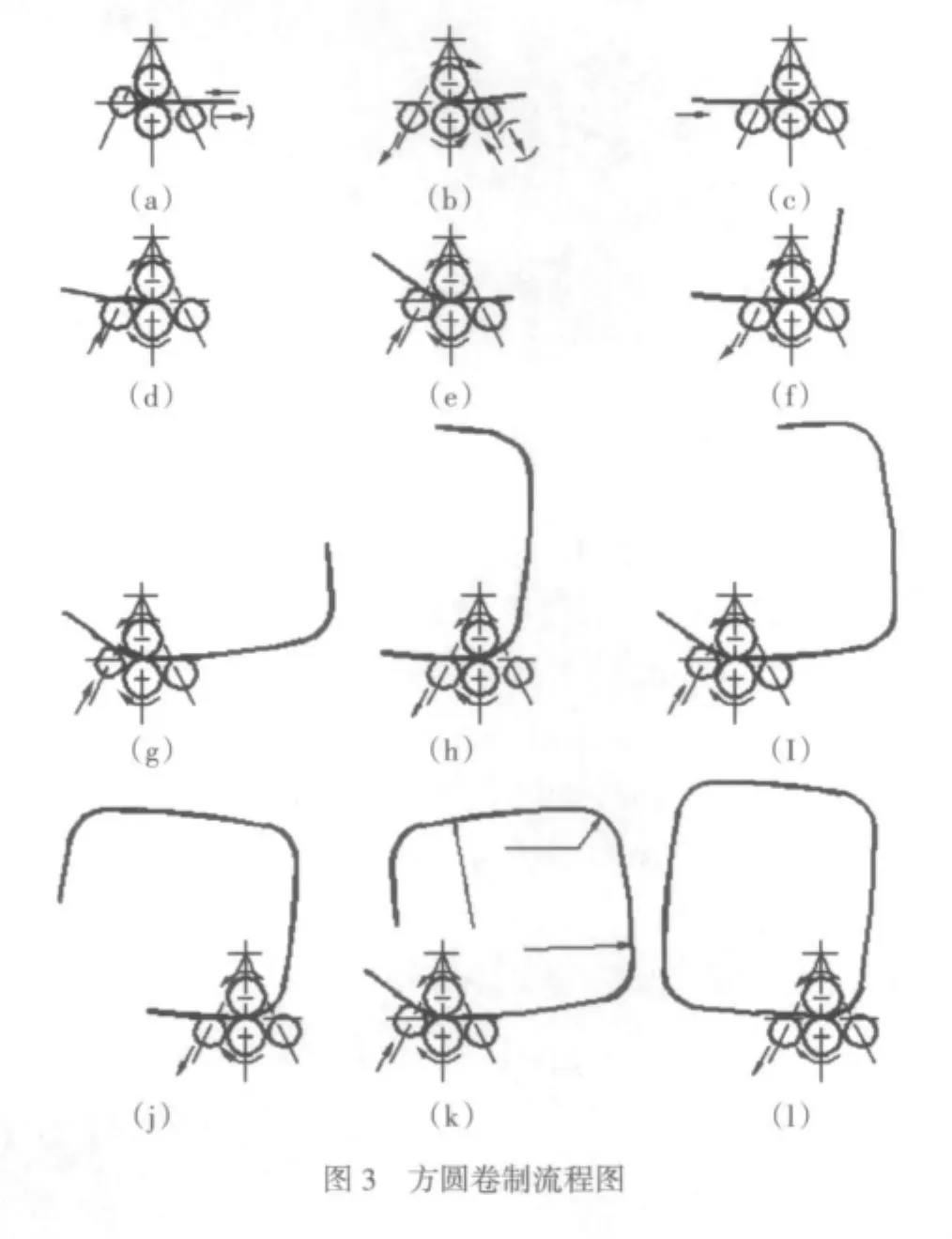
图3所示为详细的卷制工艺流程:a.对中。板材与左侧辊中心对齐,上下辊反转(正转指进料,反转指退料,下同),夹住板材距左边缘约厚度的1.5倍处,使预弯直边段尽量小;b.板材左端预弯;c.左端预弯后,正转使整个板材走到左侧,夹住板材距右边缘约厚度的1.5倍处,右端预弯;d.左侧辊升到指定位置卷R1500圆弧;e.左侧辊升到指定位置卷R100圆弧;f.左侧辊降到指定位置卷R2000圆弧;g.左侧辊升到指定位置卷R100圆弧;h.左侧辊降到指定位置卷R1500圆弧;i.左侧辊升到指定位置卷R100圆弧;j.左侧辊降到指定位置卷R2000圆弧;k.左侧辊升到指定位置卷R100圆弧;l.左侧辊降到指定位置卷R1500圆弧,使方圆成形。
3 板材在四辊卷板机中滚弯成形原理
3.1 板材弯曲变形过程中的应力应变分析
板材在弯曲变形过程中,随着外加弯曲力矩的逐步增大,弯曲变形的程度也随之增大。此变形过程可分为三个阶段:
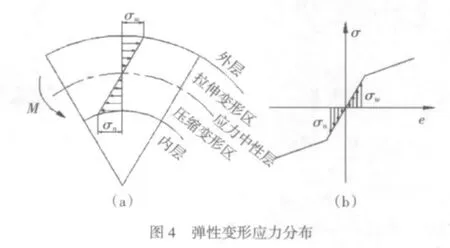
(1)弹性变形阶段
板材在弯曲变形过程中,靠外层的材料受到拉伸变形的影响,靠内层的材料受到压缩变形的影响,沿板材厚度以应力中性层(应力为零的层)为界划分为拉伸变形区与压缩变形区,如图4所示。
(2)弹塑性弯曲阶段
随着弯曲力矩的继续增大,外层与内层材料首先进入塑性变形状态,然后塑性变形区逐步往应力中性层扩展。沿板材厚度以应力达到屈服极限σs的层为界划分为弹性变形区与塑性变形区,如图5所示。

(3)立体纯塑性弯曲阶段
弯曲变形中一般采用板材的弯曲半径/板材的厚度来表示弯曲过程的变形程度,称为相对弯曲半径。当弯曲零件的相对弯曲半径很小时,由于变形程度很大,可以很近似的认为塑性变形已扩展到整个横剖面。此时径向应力σ3与横向应力σ2不能忽略不计,如图6所示。板料中任意一点均处于立体(三向)应力状态,故称为立体纯塑性弯曲。

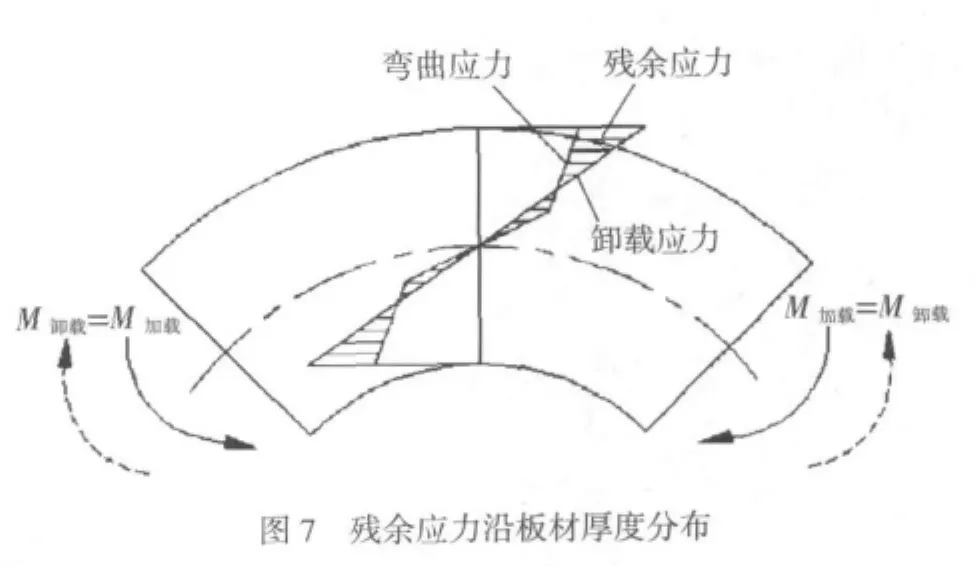
弯曲零件卸载后,根据卸载定理,相当于施加一反向弯矩,此卸载弯矩在数值上与加载弯矩相等(图7所示),所引起的反向应力呈线性分布。因此,最后在零件内部所遗留下来的残余应力如图中阴影部分所示。
3.2 板材在四辊卷板机中滚弯成形原理
板材滚弯过程可分为两个阶段。第一阶段是连续加载弯曲。板材由弹性弯曲开始,而后随着材料越接近上、下辊轴的中心,弯矩越大,逐步地进入塑性弯曲,如图8中的AB阶段。第二阶段是连续卸载回弹,如图8中的BC阶段。处于上、下辊之间的板材相当于与上辊接触点处承受上辊施加的集中载荷的简支梁,在该集中载荷处弯矩最大。由此可见,板材沿送进方向在上辊施加载荷处的任意微段弯曲变形程度最大。

零件回弹后的半径决定于受载荷点的曲率以及卸载之后的回弹量。根据板材的弹塑性和回弹原理,有回弹前中心层弯曲半径的理论表达式为:

式中:D′——回弹前筒体内径;
D——回弹后筒体内径;
K0——板材相对强化系数;
K1——截面形状系数;
σs——板材屈服极限;
E——板材弹性模量;
t——板厚。
4 四辊工作过程中数学模型的建立与实验数据对比分析
4.1 数学模型的建立
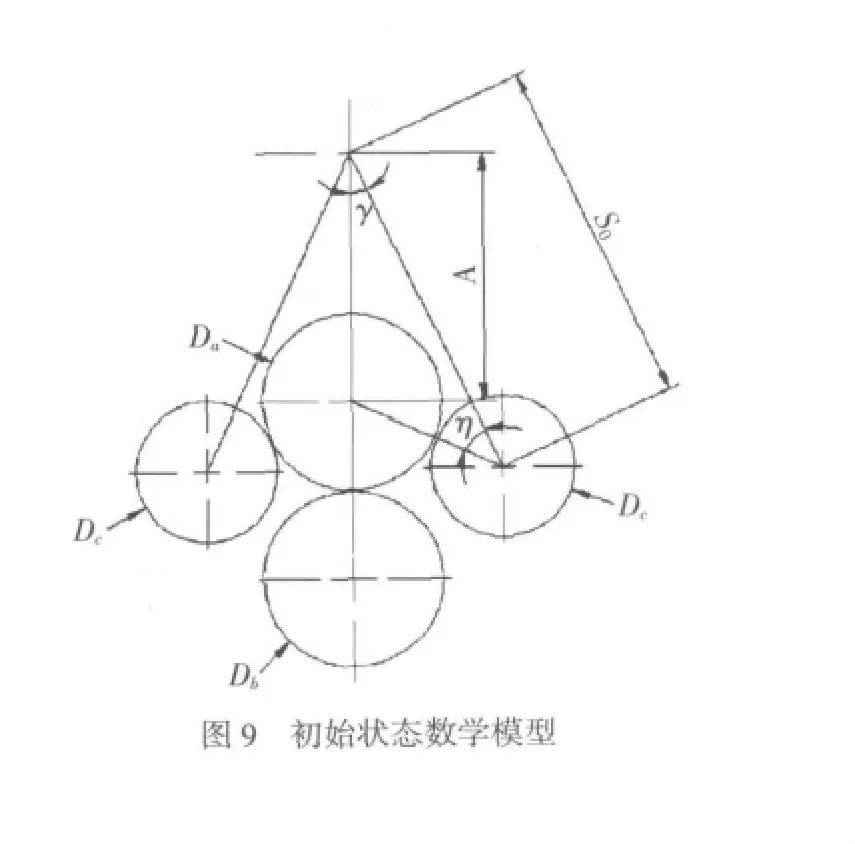
4.1.1 初始状态数学模型
如图9所示为四辊卷板机初始状态的数学模型。侧辊处于初始位置(即与上辊相切)时,其圆心与参考点O之间的距离为S0,该圆心在本文中定义为坐标原点。由图可得:

4.1.2 工作过程中的数学模型
如图10所示为四辊卷板机工作过程中的数学模型。

侧辊处于工作位置(即与板材相切)时,与参考点O之间的距离为S1,由图10得:

4.1.3 侧辊偏移量
综上所述即可得出侧辊在工作过程中相对于坐标原点的偏移量:

4.2 实验数据对比分析
本次实验所使用设备参数如表1所示。
本次实验所使用的板材参数见表2~表3所示。
实验得出两组侧辊偏移量ΔS的数据,与上述理论计算值进行对比,见表4~表5。
通过上述两组数据的对比可以看出,侧辊偏移量的实验值与理论值之间有一定的偏差。分析其原因有以下两点:
(1)根据板材的弹塑性与回弹原理得出的板材回弹前半径的理论表达式(1)有一定的局限性,不同材料的板材其理论值与实际值存在一定的偏差。
(2)式(5)中的B在文中取的固定值t/2,而实际卷制时B是变化的,对于同一参数的板材,随着卷制半径的不同,B也是不同的。具体B如何随卷制半径的变化而变化,有待进一步的研究。

表1 实验所用四辊卷板机参数

表2 板材1(铝合金)参数
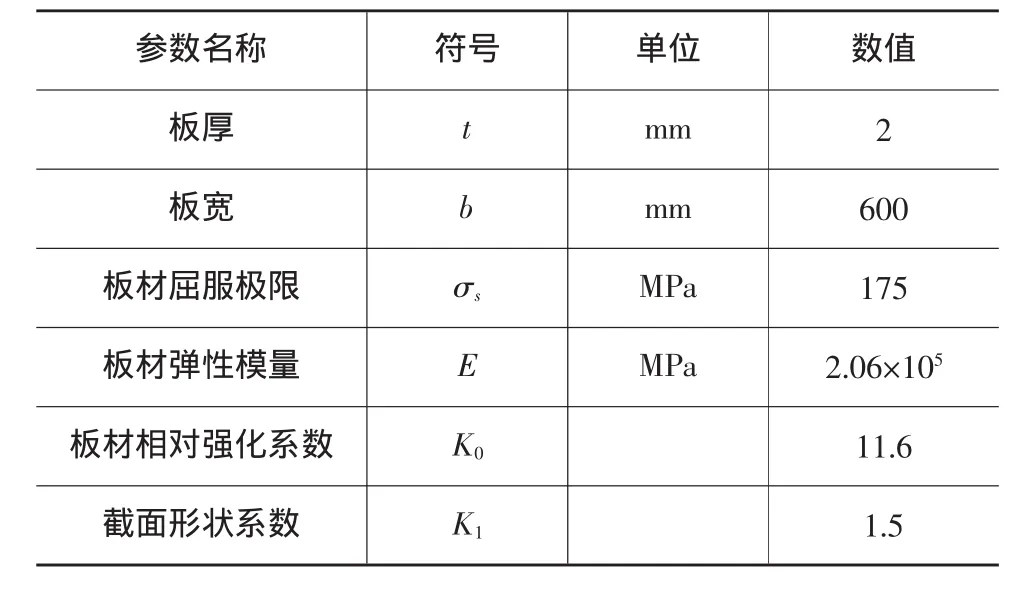
表3 板材2(不锈钢)参数
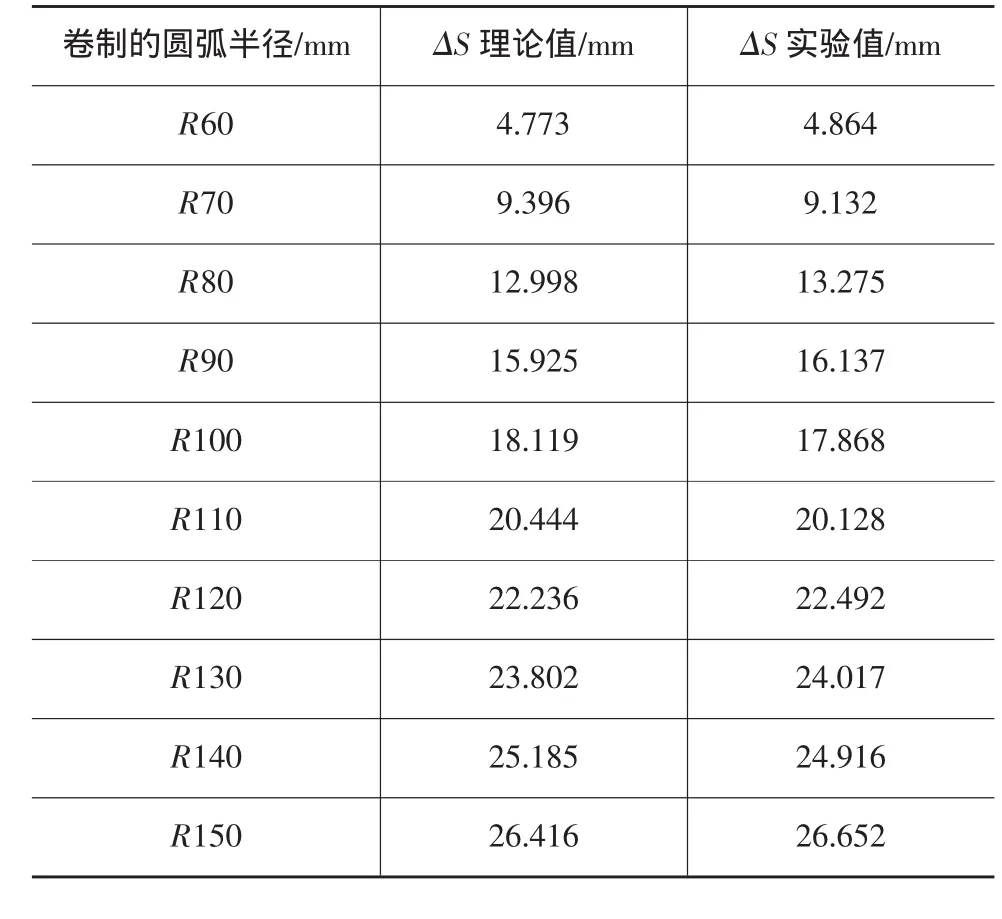
表4 板材1(铝合金)理论值与实验值对比
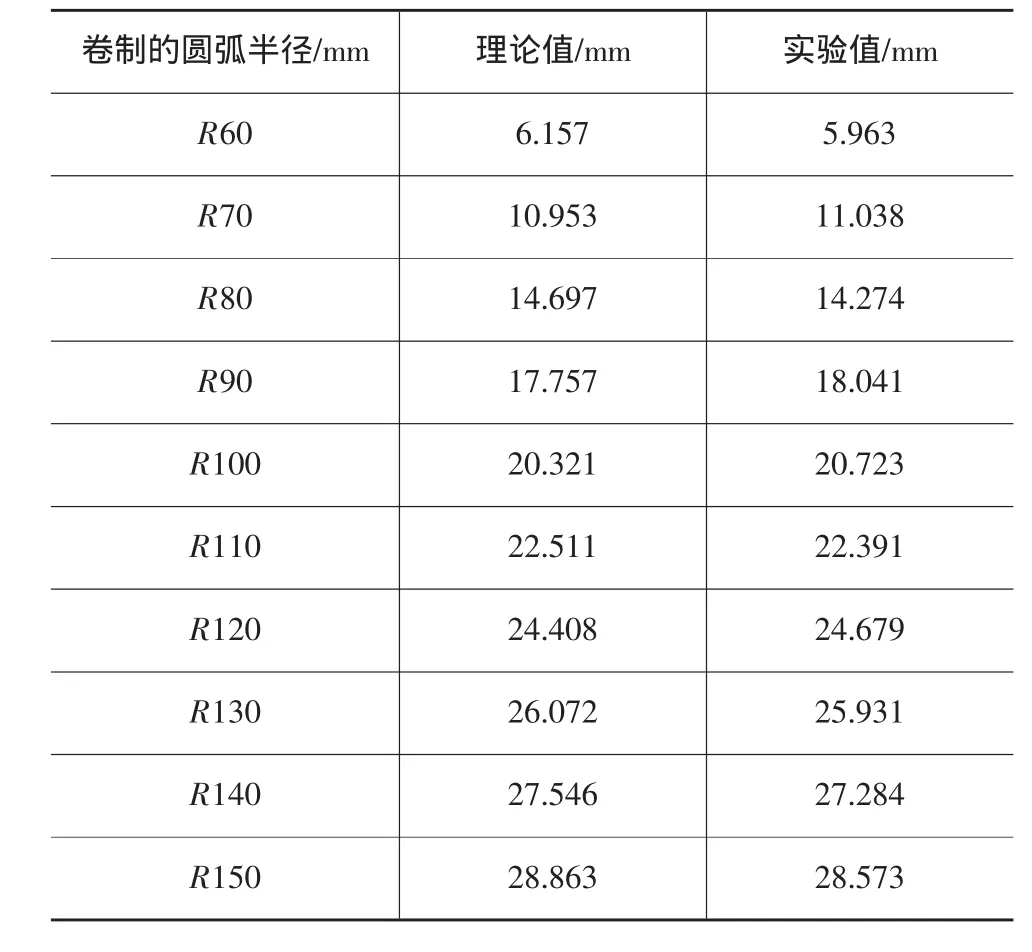
表5 板材2(不锈钢)理论值与实验值对比
虽然侧辊偏移量的实验值与理论值之间存在一定的偏差,但从数据对比可以看出,该偏差很小,通过实际卷制出的筒体形状分析,偏差在允许范围内。由此可知,4.1所建立的数学模型是可行的,由式(12)所得理论值可以作为生产数据参考,在此基础之上微调数据即可得到要求的筒体形状。
5 结束语
(1)通过四辊卷板机对方圆形状的实际卷制试验,制定了合理的卷制工艺,使得卷制过程中从小曲率到大曲率的过渡直边段得以消除,从而满足了客户对于方圆形状的苛刻要求。
(2)通过(1)中对卷制工艺的制定,建立了四辊卷板机工作过程中的数学模型,并通过实验数据与理论计算数据的对比分析确定了该数学模型的可行性,可以此作为数控系统的数学模型,为生产控制提供了可靠的保障。同时通过该数学模型可以进一步确定四辊卷板机四个工作辊的受力与扭矩,为设计不同规格的四辊卷板机提供理论依据。
[1]邢伟荣.卷板机的现状与发展[J].锻压装备与制造技术,2010,45(2):10-16.
[2]范宏才.现代锻压机械[M].北京:机械工业出版社,1994:216-226.
[3]任育红.水平下调式三辊卷板工艺及设备研究[D].天津大学硕士学位论文,2006.
[4]孙廷波.特大型四辊卷板机的研制[D].东营:中国石油大学硕士学位论文,2009.
[5]陈毓勋.板材与型材弯曲回弹控制原理与方法[M].北京:国防工业出版社,1990:17-23,58-68.
Mathematical model establishment of polycentric circle rolling process in four-roll plate bending machine
WANG Kai1,CHEN Fulin1,XU Chaoyang2,LI Sen1,LI Bin1
(1.College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,Jiangsu China;2.Nanjing Huanli Heavy Industry Machinery Co.,Ltd.,Nanjing 211222,Jiangsu China)
The complete rolling process has been designed in the text by modifying the changing way of the side working roller,which can eliminate straight shortcoming and achieve good rolling effect.The mathematic model of working process for the four-roll bending machine has been established,which infers the theoretical calculation formula of the displacement for the side working roll.It is verified by the experiment with positive effect on the production control.The model provides basis for the design of the four-roll bending machine.
Four-roll Plate Bending Machine;Polycentric circle rolling process;Mathematical model
TG386.3+1
B
2011-08-12
王 凯(1986-),男,硕士在读,主攻机械工程设计研究
1672-0121(2011)06-0056-05