基于分裂阳极法的电弧电流和电弧力的联合测试系统
2011-11-14陶东波陈树君白韶军鲁永生
陶东波,陈树君,白韶军,于 洋,蒋 凡,鲁永生
(北京工业大学 机械工程与应用电子技术学院,北京100124)
基于分裂阳极法的电弧电流和电弧力的联合测试系统
陶东波,陈树君,白韶军,于 洋,蒋 凡,鲁永生
(北京工业大学 机械工程与应用电子技术学院,北京100124)
焊接电弧的电流密度和电弧压力的分布特征对焊接工艺有重要的影响。以分裂阳极法为基础,开发了一套电弧电流和电弧力的联合测试系统,包括电弧的精密运动控制和高精度的数据采集系统。采用Matlab进行数据处理和数值分析,获得焊接电弧的电流密度和电流压力的分布特征。采用本系统分别对直流等离子弧和直流TIG电弧进行了测试,测试结果表明,本测试系统具有高精度和高稳定性,能够为电弧形态和熔池状态的研究提供基础数据。
电弧电流;电弧力;数据采集;虚拟仪器
0 前言
在焊接过程中,焊接电弧的电流密度和电弧压力是两个重要的参数,电流密度的分布反映出电弧热流密度的分布;电弧压力与焊接过程中表现出来的熔池形态、熔深尺寸、熔滴过渡、焊缝成形等都有密切关系。赵彭生在磁场再压缩等离子弧的研究中应用了分裂阳极法[1],贾昌申等人也采用了分裂阳极法对直流TIG阳极板表面电弧电流密度的分布进行了研究[2],K.T.Shih用分裂阳极法对大电流脉冲电弧焊阳极径向电流密度进行了测量[3]。所谓分裂阳极法,就是把阳极分裂开,以测量电流为例,电弧从右阳极板进入到左阳极板时,电流采集模块记录流经左阳极的电流变化情况,然后通过数值计算可求出电弧电流密度,基于同样的原理也能获得电弧压力。实际上,既能测量电弧电流又能测量电弧力的装置研究的并不多,为此设计了一套基于分裂阳极法的电弧电流与电弧力的联合测试系统。在此主要研究基于分裂阳极法如何测量左阳极板所流过的电弧电流和所受的电弧力(电弧力指垂直于电弧横截面方向的阳极表面所受力的合力),最后得出电弧电流密度和电弧压力的分布曲线。
1 测试系统硬件设计
测试系统硬件结构如图1所示。主要包括阳极,试验采用紫铜块,其中右阳极板左侧面喷涂陶瓷,两阳极板完全绝缘和分裂;三维调整机构,使分裂的阳极精确对齐和调整间隙;焊枪行走机构,由步进电机、减速器、精密丝杠、导轨、滑块、步进电机控制器等组成,使焊枪以设定的速度平稳缓慢运动,保持电弧的形状;冷却回路由恒流冷却装置出发,经铝连接板、铜管、乳胶管、分裂阳极等,最后回到恒流冷却装置,回路中各管道的内径相等,缓慢通过冷却水达到冷却阳极的目的;焊接电流环路分为左、右两环路,左环路由左阳极板、铜管、布在乳胶管1、乳胶管2内的软铜丝、铝连接板、铝支撑板、地线1等组成,右环路由右阳极板、铜管、乳胶管4内的软铜丝、铝连接板、铝支撑板、地线2等组成,两环路彼此独立;电弧力测试系统由测力传感器、串行线、串口光电隔离器、工控机等组成,左阳极板通过绝缘支撑架放置在测力传感器上;电流测试系统由电流传感器、数据采集卡、工控机等组成,测量流过左阳极板的电流,即流过地线1的电流;冷却回路中为了减少乳胶管对电弧力测量的影响,将乳胶管绕成螺旋状;在电流环路中软铜丝通过乳胶管牢牢压在铜管上,同时乳胶管内有冷却水流过,构成水中电缆的形式,以较少的软铜丝就能通过较大的电流,减少了铜丝连接处对电弧力测量的影响;绝缘座将铝支撑座与工作台面绝缘开;玻璃防护罩防止空气对流等对测试产生影响。测力传感器采用电子天平,型号为Adam公司的ACBplus 1000,数据采集卡型号为NI PCI-6220,电流传感器为CHB-300S宇波模块。

图1 测试系统硬件结构
2 测试系统软件设计
测试系统软件设计部分采用Labview作为开发平台,Labview是一种图形化的编程语言和开发环境,在学术界和研究所实验室得到了广泛应用,被公认为是标准的数据采集和仪器控制软件[4]。Labview不同于基于文本的编程语言(如Fortran和C),其编程过程是通过图形符号描述程序的行为。本软件系统要实现的功能是对步进电机控制系统的通信、电弧电流和电弧力的采集、保存等,各功能分别在相应的上位机程序中实现。
2.1 与步进电机控制系统的通信
测试系统中步进电机的控制系统是基于单片机,采用步进电机驱动芯片等来实现的,能实现设置速度、行程、急停、串行通信等功能。Labview具有串口操作模块,包括五个串行通信节点,分别实现串口设置(Serial Port Init.vi)、串口写(Serial Port Write.vi)、串口读(Serial Port Read.vi)、检测串口缓存(Bytes at serial Port.vi)、串口中断(serial Port Break.vi)等功能[5]。本系统中对步进电机控制系统的通信流程如图2所示,首先完成串口的初始化设置,设计中采用的波特率为9 600,数据方式为一个起始位,八个数据位,一个停止位,无奇偶校验位;然后通过Serial Port Write.Vi写命令,给下位机(即步进电机控制系统)发出一行指令,鉴于敲入一行指令比较麻烦,因此把指令放在if结构中,当要执行该指令时,点击相应的布尔控件就可以自动发出指令,下位机接到指令后,执行相应的动作且发回反馈信息,由Serial Port Read.vi读取反馈信息并显示出来,如果发送指令不成功或发送不同指令,重新发送指令即可,上位机控制界面如图3所示。
2.2 电弧电流和电弧力的采集
测试系统所采用的电子天平直接把所受的力转化为质量,以串行通信输出数据,所以设定好波特率就能实时读取电弧力值。对于电弧电流的采集程序框图如图4所示,分五步来完成:(1)用DAQmx Create Virtual Channel.vi选择采集设备并创建物理输入通道;(2)用DAQmx timing.vi设定采样模式和采样率;(3)用DAQmx Start Task.vi起动数据采集;(4)用DAQmx Read.vi获得物理通道所采集的数据;(5)用DAQmx Clear task.vi清除任务。接着对采集的数据通过Basic Averaged DC-RMS.vi求取平均值,然后乘以比例系数以波形的形式显示出来。把电弧电流的采集和电弧力的采集分别放在顺序结构的第0帧和第1帧,在while循环中高速运行,所以采集电弧电流和采集电弧力的时间间隔很小,直到循环停止,采集结束。

图2 串行通信流程

图3 步进电机控制界面

图4 电流采集程序框图
电弧电流和电弧力的采集流程如图5所示,首先设置参数和指定保存路径,点击“采集”按键开始采集数据和实时显示波形,采集完成后点击“停止采集”按键,如果希望保存采集的数据,点击“保存”按键则把采集的电流值、电弧力值和采集每个数据所对应的时间等都自动保存在设定的文件夹里,文件名为开始采集的系统时间加采集的对象名组成,所以后面保存的数据不会覆盖前面保存的数据,如果不希望保存,点击“采集”按键重新开始采集或者退出程序。

图5 电流和电弧力采集流程
3 实验
实验前,对联合测量系统的稳定性和精度进行测试。测试结果表明,在所选传感器精度的条件下,冷却回路、地线环路的软连接处、焊枪在运动过程中所产生的系统振动以及恒电流冷却水的波动等,对测力传感器的测量没有产生影响;对电弧电流采集系统进行了校准,保证测量数据的可靠性,下面对直流等离子焊接(DC-PAW)和直流TIG焊接进行了实验。
焊接条件:阳极为紫铜且表面光滑,右阳极板左侧面喷涂陶瓷(厚度0.10 mm),分裂阳极间隙为0.20mm(包括陶瓷厚度0.10mm),焊接速度8mm/min,冷却水温度18℃,冷却水流量10.6 L/min,电流采样率10 000,电弧力传输波特率4 800。
在上述焊接条件下进行直流等离子焊接实验:焊接电源为北京工业大学焊接所自行研制的VPPA-300型等离子焊接电源,焊枪采用PWM-300型等离子弧焊枪,保护气和离子气均为氩气,离子气流量3 L/min,保护气流量5 L/min,弧高4 mm,焊接电流90A。在电弧经过分裂间隙过程中,同步采集的电弧电流和电弧力波形如图6所示。
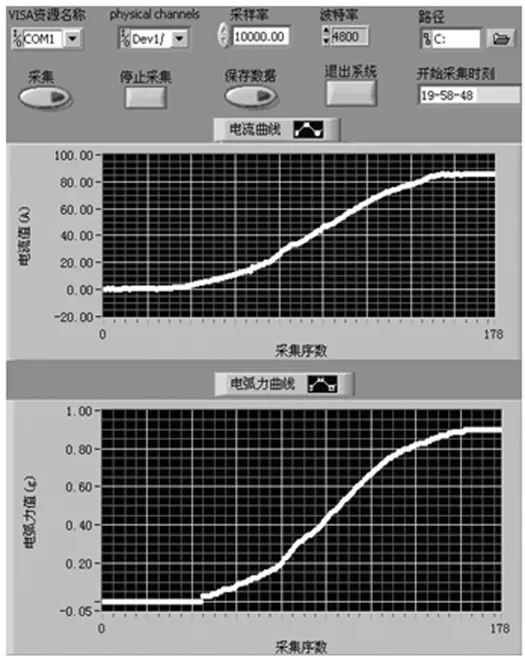
图6 DC-PAW电流和电弧力采集界面
在上述焊接条件下进行直流TIG焊接实验:焊接电源型号为凯尔达的WSME-500,松下直柄TIG焊枪,保护气为氩气,流量9 L/min,弧高4 mm,焊接电流90 A,在电弧经过分裂间隙过程中,同步采集的电弧电流和电弧力波形如图7所示。

图7 DC-TIG电流和电弧力采集界面
采用环形分割方法,通过Matlab数据处理和数值计算,求得在上述条件下等离子焊接和TIG焊接的电弧径向电流密度分布曲线和电弧压力分布曲线,并进行对比,如图8、图9所示,x=0处对应电弧中心。可见,在弧高4mm时,等离子弧的电流密度和电弧压力的分布主要集中在半径4 mm的圆周内,而TIG电弧的电流密度和电弧压力的分布主要集中在半径6 mm的圆周内,但是电流和电弧力都主要集中在半径2 mm的圆周内。与TIG电弧比较,等离子弧的电流密度和电弧压力都更集中,而电弧压力的集中程度远大于电流密度的集中程度,说明等离子弧与普通TIG电弧相比,电弧压力特性优于后者。

图8 电弧电流密度分布曲线
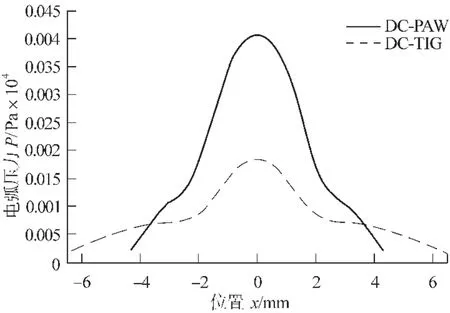
图9 电弧压力分布曲线
4 结论
(1)通过将分裂阳极测试装置、精密微力测量装置和电流采集模块相结合,实现了电弧电流和电弧力的联合测量,通过实时采集被测阳极流过的电流和所受的电弧力,数据处理,可以获得电弧的电流密度和电弧压力的分布特征。
(2)本测试系统操作简单,通过上位机程序完成电机的控制、电弧参数的采集、保存等,具有一定的精度和抗干扰能力,系统测量结果能够通过电流密度和电弧压力的分布情况为焊接工艺的研究提供基础数据。
(3)与TIG电弧比较,等离子弧的电流密度和电弧压力都更集中,而电弧压力的集中程度远大于电流密度的集中程度,说明等离子弧与普通TIG电弧相比,电弧压力特性更优。
[1]赵彭生.等离子弧电流密度的分割阳极测定法[J].电焊机,1985(6):8-10.
[2]贾昌申.肖克明.刘海侠.直流TIG电弧的电流密度研究[J].西安交通大学学报,1994,28(4):33-38.
[3] SHIH K T.Anode Current Density in High-current Pulse Arcs[J].JournalApplied Physics,1972,43(12):5002-5005.
[4]侯国屏.王 珅.叶齐鑫.Labview7.1编程与虚拟仪器设计[M].北京,清华大学出版社,2004.
[5]张爱丽.基于工业控制机的变极性TIG焊控制器的设计[D].北京.北京工业大学,2007.
Combined measurement of arc current and arc force based on the split anode method
TAO Dong-bo,CHEN Shu-jun,BAI Shao-jun,YU Yang,JIANG Fan,LU Yong-sheng
(College of Mechanical Engineering&Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China)
The distribution characteristic of the arc current density and arc pressure has an important effect on the welding process.Based on the split anode method,a combined measurement system of arc current and arc force was developed,including accurate motion control of the arc and the high-precision data acquisition system.The distribution characteristic of the arc current density and arc pressure was obtained by using MATLAB for data processing and numerical analysis.Both of the experiments of DC plasma arc welding and DC TIG arc welding were completed, and the results demonstrate that the combined measurement system has high accuracy and stability,and can provide foundational data to study arc shape and pool form.
arc current;arc force;data acquisition;virtual instrument
TG434
A
1001-2303(2011)05-0010-05
2011-04-07
国家自然科学基金资助项目(50775003);北京科技攻关资助项目(Z08010402140802)
陶东波(1986—),男,湖南益阳人,在读硕士,主要从事机电控制电弧信号测试与处理等研究工作。
