铸铁焊补特殊工艺研究与应用实践
2011-11-14邱葭菲
邱葭菲
(浙江机电职业技术学院,浙江 杭州 310053)
铸铁焊补特殊工艺研究与应用实践
邱葭菲
(浙江机电职业技术学院,浙江 杭州 310053)
在生产实际中常常会遇到铸铁件的焊接修复。冷焊工艺由于焊前不预热、劳动条件好、成本低、周期短等优点,已成为铸件焊补的首选工艺。在实践中发现,仅采用普通的冷焊工艺,其产生白口、淬硬组织和应力的倾向比热焊大,很难获得满意的焊补质量,若在焊补中采取一些特殊的工艺措施,能收到较好的效果。详细分析了自制铜钢焊条焊补法、水浸焊补法、栽丝焊补法、镶块焊补法以及镶边铺底过渡焊补法等特殊焊补工艺的原理、特点和适用范围,并列举了典型应用实例,对铸铁件的焊补修复具有参考价值。
特殊焊补工艺;铸铁件;焊接修复
0 前言
铸铁的焊接性比较差,焊接时容易产生白口和裂纹等缺陷,常用的焊补工艺有热焊工艺和冷焊工艺。
热焊是将工件整体或焊补部位预热至600℃~700℃,焊后缓冷的焊补工艺。热焊由于预热温度高,减少了焊接接头的温差,改善了接头应力状态,有利于防止裂纹。同时冷速较慢,有利于石墨化过程的进行,防止白口和淬硬组织的产生。但热焊施工复杂,能耗大,劳动条件差,劳动强度大,生产率低,并且对于大而厚的工件,补焊区的加热温度往往难以控制均匀,操作难度大。
冷焊就是焊前不预热的焊补工艺,由于焊前不预热,劳动条件好,焊补成本低、周期短,所以往往成为铸件焊补的首选,是铸件焊补的主要方向,特别适合于不能预热或预热困难的大型铸件和已加工面焊补等情况。在实践中发现,由于其产生白口、淬硬组织和应力的倾向比热焊大,仅采用普通的冷焊工艺很难获得满意的焊补质量。研究和实践表明,焊补中若采取一些特殊的工艺措施,如自制铜钢焊条焊补法、水浸焊补法、栽丝焊补法、镶块焊补法及镶边铺底过渡焊补法等,再配以冷焊工艺往往能收到较好的效果。
1 自制铜钢焊条焊补法
自制铜钢焊条焊补法是在碳钢焊条药皮外缠绕铜丝或外套铜管,自制成所谓的铜钢焊条来进行焊补的方法。由于铸铁焊条较少使用,也很少备有现货,加之价格昂贵,采用自制低碳钢铜钢焊条焊补铸铁是一种既方便又经济的方法。
1.1 焊补原理
铸铁组织强度低、塑性差,若采用普通的低碳钢焊条焊接,即使焊接电流较小,焊缝金属的熔合比也达25%~33%,焊缝金属含碳量达0.7%~1.0%,焊缝会产生高硬度的脆性组织马氏体,在焊接应力作用下易出现裂纹。如果设法在焊缝中增加一定的铜元素,使焊缝成为铜钢焊缝,就可以降低高硬度组织的产生,提高焊缝金属的塑性。因为铜与碳不形成碳化物,也不溶解碳,彼此不形成高硬度组织,能增加焊缝中石墨的含量,同时铜的屈服极限较低,塑性好,强度不低于灰铸铁,也大大提高了焊缝塑性,使铜钢焊缝具有较好的抗裂纹能力。铸铁中硫的含量较高,硫是强烈阻碍石墨化元素,铜能与硫生成硫化铜,削弱了硫的有害作用,有利于石墨化过程进行,可减少白口形成。
1.2 焊补工艺
焊补工艺的关键是铜钢焊条的制造。常见的铜钢焊条制造方法有两种:一种是焊条药皮外套铜管,铜管选用壁厚1 mm的紫铜管,有时也可用铜皮包裹代替;另一种是焊条药皮外缠绕紫铜丝,该方法制作简单,操作方便,且焊缝成分便于调整,生产中应用较多。焊条药皮外缠绕紫铜丝,焊条一般选用低碳钢碱性低氢焊条,如E4315(E5015)、E4316(E5016)等,若用奥氏体焊条效果更佳,焊条直径不宜过大,选用φ 3.2 mm为宜。紫铜丝可利用废弃的漆包线,但应去除外包的绝缘层,直径在φ 0.5~φ 2mm均可。制作时将除锈去油的铜丝呈螺旋状缠绕在焊条药皮上,紫铜丝直径、缠绕匝数及匝距与焊条直径、铸铁材质有关。铜丝直径越粗,匝距越大,一般匝距为2~6 mm。
2 水浸焊补法
焊接时,将焊件浸入水中并使焊补区露出水面,然后采用低碳钢焊条进行焊补,称为水浸焊补法,也叫水冷焊补法。
2.1 焊补原理
水浸焊补法焊接时,由于焊件浸入水中,在水的大导热性作用下,焊接区的热量迅速扩散到非焊接区和水中,缩小了焊件的受热面积,防止了焊补区的过热,减少了焊件的温差,从而降低了焊接应力。
水浸焊补法焊接时,由于水的冷却速度快,加上配合电弧冷焊(短段、断续等)工艺,使焊补区高温停留时间缩短,降低了熔合比,控制了母材的熔入量,减少了碳及杂质硫、磷溶于基体的几率,有利于减少白口层和裂纹的产生,同时降低焊缝金属的硬度,有利于机械加工。
焊件浸入水中,热量以水为介质向四周均匀传递,使接头应力分布较为均匀,降低了应力集中和接头裂纹敏感性。
2.2 焊补工艺
(1)盛水容器选用体积比焊件大两倍的水箱或水槽,水箱或水槽可用钢板或水泥制成,同时做到水进出调节方便。焊件浸入后要注意保持水位,一般距坡口底部4~10 mm为宜。水位过高,水易渗入焊缝,增加白口层硬度;水位过低,冷却效果差,达不到工艺要求。
(2)坡口制成类似U形的凹坑状,即两边坡口面角度为45°,中间底部为圆弧形过渡。不仅焊接时便于排除渣气,而且也易于观察,操作方便。
(3)采用短段、断续、分散多层多道焊。每道长30~40 mm,厚1.5~2 mm。对于第一层,为减少熔合比,保证焊缝与母材良好熔合,每道宜采用短弧点焊,即每次只焊一个焊点,稍停后再焊第二个焊点,两焊点重合1/2~2/3,循环往复直至焊完一道。每道焊完后立即锤击焊缝,减少应力。
(4)水浸焊只适合中小铸件的焊补,大型铸件焊补效果较差。因为大型铸件,其焊后冷却效果主要决定于铸件本身而非水,另外大型铸件刚性也大,所以难于保证焊补质量。
3 栽丝焊补法
在铸铁件坡口两侧钻孔、攻丝并拧入钢质螺钉,焊补时先绕螺钉焊接,再焊螺钉之间,这种焊补工艺称为栽丝焊补法。
3.1 栽丝焊的原理
栽丝焊的原理就是通过栽在铸件上的碳钢螺钉,将焊缝与未受焊接热影响的铸件母材固定在一起,塑性好、强度高的碳钢螺钉不仅承担了大部分焊接应力,有利于防止裂纹的产生,而且还提高了焊缝强度,提高其承受冲击负荷的能力,其作用类似于混凝土中的钢筋。这种焊补方法主要应用于承受冲击负荷的厚大铸铁件(厚度大于20 mm)裂纹的焊补。
3.2 栽丝焊工艺
栽丝焊工艺的关键是所栽丝的位置和数量。焊前在坡口内钻孔攻丝,两边各两排,相邻两排相互错开,并均匀分布。丝(螺钉)的直径为8~16 mm,铸件越厚,选用的螺钉直径越大,使拧入螺钉的总截面积达到坡口表面积的25%~35%为佳。螺钉拧入深度应大于等于螺钉直径,螺钉凸出坡口表面高度为5~8 mm。焊补时先绕螺钉焊接,再焊螺钉之间,直至焊补完整个坡口焊缝。
4 镶块焊补法
对于焊补面积较大的部位,可以准备一块或者几块低碳钢板作为填充材料镶入到焊补坡口中,然后将低碳钢板与铸件焊接,这种工艺方法称为镶块焊补法。
4.1 镶块焊补法原理
镶块焊补法的原理就是利用低碳钢镶块良好的塑性和较高的强度来增加焊缝金属的塑性,以松弛焊接应力,同时提高焊缝金属的强度,防止裂纹的产生。镶块焊补法适用于裂纹多道交叉或比较集中的焊件,因为若采取逐个裂纹焊补,则由于焊补处反复受热,易产生应力集中而发生裂纹。这时若将裂纹整个挖除,制备一个较大的坡口,并在坡口中镶入镶块进行焊接,既避免了焊补处反复受热,又增加了焊缝金属的塑性和强度,能大大提高焊补质量。
4.2 镶块焊补法工艺
镶块焊补法的工艺特点就是制备镶块。为降低局部刚度,减少焊接应力,镶块应做成凹形。若镶块采用平板,则预先在平板中部预开一条缝,待其他部分焊完后,最后才焊中间焊缝,这样可通过中间焊缝来松弛焊接应力。若坡口较深,可采用多块镶块,其尺寸应随坡口宽度的增加而增大。需注意的是,上下镶块应紧密贴合,并用塞焊或槽焊相连,塞焊或槽焊应最后焊接。镶块焊补法减少了填充金属量,缩短了焊补时间,提高了焊接生产率。
5 镶边铺底过渡焊补法
镶边铺底过渡焊补法是先用铸铁焊条在坡口面镶边及坡口底部铺底焊一层或几层过渡层,然后用碳钢焊条焊完坡口。
5.1 镶边铺底过渡焊补法原理
坡口面镶边及坡口底部铺底过渡用焊条常用的是镍基焊条。镍是奥氏体化形成元素,镍和铁能无限互溶。当焊缝中镍含量大于30%时,其组织可从高温到室温一直保持奥氏体不变,硬度较低、塑性好,能防止裂纹产生;镍不是碳化物形成元素,但在高温时,镍及镍基合金可以溶解一定量的碳,焊接中随温度降低,一部分过饱和的碳将以石墨析出,石墨的析出过程伴随着体积膨胀,有利于降低焊接应力。镍又是较强的石墨化元素,而且高温时扩散系数大,有利于焊缝中的镍向铸铁母材半熔化区扩散,可减小白口区宽度。所以用镍基焊条在坡口面镶边及坡口底部铺底能较好的保证过渡层焊接质量。考虑镍基焊条价格昂贵,其他层(道)将用碳钢焊条焊完,其实质已是在奥氏体钢上堆焊低碳钢焊缝。镶边铺底过渡层数与铸件的材质、厚度、坡口尺寸以及结构刚性有关,对于材质差(如变质的铸铁)、厚度、坡口尺寸和刚性大的铸件,可多焊1~2层。
5.2 镶边铺底过渡焊补工艺
镶边铺底过渡常用的焊条是镍基焊条中的纯镍焊条(Z308)和镍铁焊条(Z408)。镍铜焊条由于收缩率较大,焊缝易引起较大应力,抗裂性能较差,特别是焊补刚性大的铸件易引起裂纹,所以较少使用。碳钢焊条宜选用抗裂性能较好的低氢碱性焊条,如E4315(E5015)、E4316(E5016)等。
焊接时应注意焊接顺序。过渡层先焊坡口底部的铺底层,然后由内向外依次为坡口面镶边。碳钢填充层采用多层多道,每道由坡口底部向坡口面逐次向上焊接。焊满坡口后可加焊一道回火焊道,起附加热处理作用。镶边铺底过渡焊补法主要应用于刚性大、焊补体积大、焊缝与母材不易熔合、易出现剥离开裂情况的铸件的焊补。
需要注意的是,实际焊补中应根据具体情况选择相关焊补方法,可使用一种焊补方法,也可是两种方法的结合,如很多大型铸件就采用镶边铺底过渡焊补法结合栽丝焊补法等。同样焊接中还应遵循通用的焊补工艺,如冷焊的短段、断续、分散焊等工艺措施。
6 典型应用实例
某厂一煤气发生炉因长期超负荷工作,导致炉底出现开裂,裂纹长约1.5 m,深约40 mm。炉体材料为灰口铸铁HT200,厚度45 mm。
6.1 焊补工艺设计
(1)焊接方法:焊条电弧冷焊加栽丝、镶边铺底过渡工艺。
(2)焊接材料:φ 3.2mm EZNiFe(铸408)、φ 3.2 mm E5015(结507)。
(3)栽丝工艺:选用M10螺钉,坡口两侧各15个,孔距100 mm,成人字形交错排列,如图1、图2所示。螺孔深10 mm,螺钉露在坡口外约7 mm。
(4)镶边铺底过渡层工艺:EZNiFe(铸408)焊条铺底和镶边过渡;E5015(结507)填充盖面。
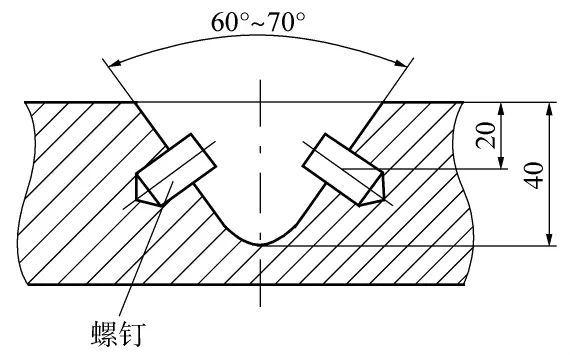
图1 坡口栽丝示意

图2 螺钉孔排列示意
6.2 焊补工艺过程
(1)焊前准备。
a.在裂纹两端外延钻止裂孔,防止裂纹扩展;b.用角向砂轮机沿裂纹方向打磨出60°~70°坡口;c.用氧乙炔火焰清除坡口及附近油、锈、杂质;d.在坡口两侧各钻螺孔15个,并拧入低碳钢M10螺钉(去头);e.EZNiFe(铸408)烘干温度200℃,1~2 h;E5015(结507)烘干温度约400℃,1~2 h,烘干后放入保温筒,随用随取。
(2)焊接操作。
a.用EZNiFe(铸408)焊条先焊接三层铺底和镶边。每层焊接时,先焊接螺钉周围,再沿裂纹长度方向焊接螺钉之间,然后焊接螺钉以下的坡口底部部分,最后焊接螺钉以上的坡口边缘部分。每层焊接时采用多道焊,坡口底部由坡口中心向坡口边缘依次进行,坡口边缘部分由内向外分别依次进行,同时采用短段、断续、退焊,焊后锤击焊缝等电弧冷焊工艺。焊条直径φ 3.2 mm,电流90~110 A,直流反接。
b.铺底镶边过渡焊完后,再用直径φ 3.2 mm的E5015(结507)焊条进行填充焊接,同时采用多层多道焊。焊接电流90~110 A,直流反接。焊接顺序如图3所示。
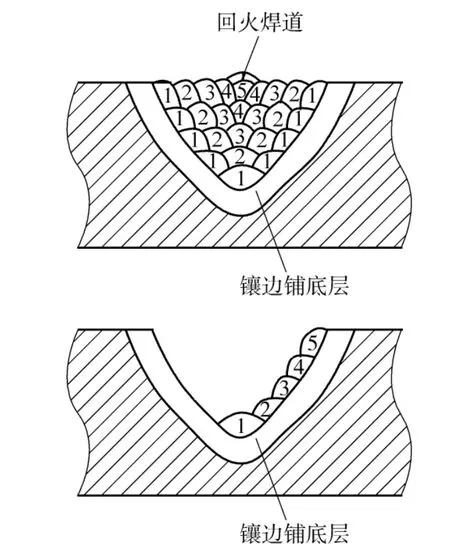
图3 多层焊接顺序示意
c.采用短段、分段退焊等方法,每段长30 mm。每焊完一道后,立即锤击焊缝,直至焊缝表面出现密布的麻点,以减少焊接应力。待冷却至用手触摸不烫时(约50℃~60℃)再焊下一道。
d.采用直线形运条法,不摆动,短弧焊接,每焊完一段后应填满弧坑,并将电弧引到起弧点附近熄灭,起附加热处理作用。
e.坡口焊满后应多焊一道回火焊道,起附加热处理作用,焊后修磨至与母材圆滑过渡为宜。
6.3 焊补效果
用该焊补工艺焊接修复铸铁件,修复时间短,经济效益好,该煤气发生炉修复后已安全运行5年。
[1]中国机械工程学会焊接学会.焊接手册(第2卷,材料的焊接)[M].北京:机械工业出版社,2002.
[2]沈世瑶.铸铁补焊[M].兰州:甘肃人民出版社,1981.
Study and application on special repair welding technique of iron-castings
QIU Jia-fei
(Zhejiang Institue of Mechanical and Electronical Engineer,Hangzhou 310053,China)
In actual production,the cast-iron stocks often are repaired.Cold welding technology has become the preferred process for use in repair welding of iron-castings,due to non-preheat,low cost,short cycle and good labor coditions.It is founded that it is diffcult for repair welding of iron-castings to obtain satisfied weld quality,only to use ordinary cold welding technology which is more sensitive to quench tissue,crack and welding stress than hot welding.If some special repair welding technique be used,high quality weld can be obtained.Based on many years of research and application experience,The paper analyses in detail the principle,process features and applicable scope of special repair welding techniques,such as the self-made iron-castings electrode by ordinary carbon steel electrode,water-cooling welding,planting bolt welding,filling groove with steel plate and surfacing groove face etc,some typical application examples are given.These special repair welding techniques have guiding funtion on repair welding of cast-iron stocks.
special repair welding technique;iron-castings;repairing welding
TG457.12
B
1001-2303(2011)09-0046-04
2011-01-06
邱葭菲(1963—),男,浙江杭州人,教授,主要从事焊接材料、焊接工艺、焊接培训等方面的工作。
