甜菜粕液化降解制备多元醇的工艺条件
2011-10-22闫晓霖王克冰
闫晓霖,王克冰
(内蒙古农业大学理学院,内蒙古 呼和浩特 010018)
研究开发
甜菜粕液化降解制备多元醇的工艺条件
闫晓霖,王克冰
(内蒙古农业大学理学院,内蒙古 呼和浩特 010018)
以甜菜粕为原料,在固体磷钨酸为催化剂、聚乙二醇400和丙三醇为复合液化剂的反应体系中,研究了甜菜粕液化降解制备植物基多元醇的方法。结果表明,甜菜粕具有很好的液化效果,在复合液化剂中聚乙二醇400与丙三醇质量比为4∶1、液化温度为160 ℃、催化剂用量为4%、液固比为12∶1、液化时间为160 min时,最高液化率可达99.0%,液化产物的羟值为45~86 mg/g,酸值为0.61~0.75 mg/g,为低羟值植物基多元醇。
甜菜粕;固体磷钨酸;液化反应;降解;多元醇
植物生物质是自然界中极其丰富的可再生资源,随着化石能源的逐渐衰竭,对其进行回收和利用日益引起了人们的兴趣。近年来,国内外对生物质的液化利用做了大量的研究[1-2],主要表现在两个方面:一是在高温高压条件下将生物质热裂解,其液化条件苛刻,需要高温高压和还原性气体的作用,所得液化产物主要用作燃料油;二是在一定的液化溶剂和催化剂的作用下,将生物质降解成具有一定结构的小分子物质,用于合成高分子材料的原材料。
多元醇(包括聚酯多元醇、聚醚多元醇等)作为新一代能源平台是制备聚氨酯高分子材料的基础原料,在化学化工行业有着非常重要的意义[3],从富含木质素、纤维素、半纤维素的生物质材料如甘蔗渣、竹粉、玉米棒、玉米秸秆、麦秆、木粉等物质出发,经过催化液化降解制备多元醇的研究已有报道[4-9],但均采用的是有严重腐蚀和环境污染的硫酸为催化剂,使得研究方法及液化产物的应用都受到了极大的限制。
甜菜是我国的主要糖料作物,甜菜粕(beet pulp,BP)或称甜菜渣,是甜菜在制糖过程中,经切丝、渗出、充分提取糖分后含糖很少的菜丝,亦称废糖粕。甜菜粕是甜菜制糖的主要副产品之一,通常每加工1 t甜菜块根便同时生产出0.9 t甜菜粕,我国甜菜粕的年产量约为 1000万吨[10],其应用渠道主要是做成颗粒饲料直接用于畜禽养殖业。干甜菜粕的主要成分为无氮浸出物和粗纤维,根据分析,干甜菜粕含无氮浸出物57.0%、粗纤维17.2%、粗蛋白质8.2%、粗脂肪0.8 %、水分l3.2%、灰分3.6%,是一种宝贵的生物质资源。为提高制糖工业企业的经济效益,改变甜菜粕用途单一的局面,增加副产品的附加值,研究甜菜粕综合利用途径,力争开发出附加值高、有较强市场竞争力的产品已引起人们的重视,由甜菜粕提取果胶、生产膳食纤维、制备草酸、生产单细胞蛋白等已有研究[11]。
杂多酸(heteropoly acid,HPA )是由不同的含氧酸缩合而制得的一类缩合含氧多酸(如固体磷钨酸、硅钨酸等),为强度均匀的质子酸,并有氧化还原的能力,是一种多功能的新型催化剂。杂多酸稳定性好,与H2SO4、HClO4、HF等无机强酸相比,不腐蚀设备,不污染环境,是一类大有前途的环境友好的绿色催化剂,已用于芳烃烷基化和脱烷基反应、酯化反应、脱水/化合反应、氧化还原反应以及开环、缩合、加成和醚化反应等的研究[12]。因杂多酸独特的酸性、“准液相”行为、多功能(酸、氧化、光电催化)等优点在催化研究领域中受到研究者们的广泛重视。
本研究首次以甜菜粕为原料,选用杂多酸固体磷钨酸(H3PO40W12·xH2O)为催化剂,聚乙二醇400(PEG400)和具有降低残渣率,延迟缩合反应发生的丙三醇(GLY)[13]为复合液化剂制备多元醇,通过对液化反应条件的研究,确立制备甜菜粕多元醇的方法,开发甜菜粕新的利用途径,为合成生物降解聚氨酯材料提供理论与实验基础依据。
1 实验部分
1.1 材料与试剂
甜菜粕取自内蒙古包头糖厂,经粉碎筛选(20~80目),在105 ℃烘箱中干燥24 h后待用。固体磷钨酸、聚已二醇 400、氢氧化钾、吡啶均为分析纯(国药集团化学试剂有限公司),丙三醇为分析纯(天津市风船化学试剂科技有限公司),1,4-二氧六环为分析纯(天津市富宇精细化工有限公司)。
1.2 甜菜粕的液化
将一定量的液化剂 PEG400、辅助液化剂丙三醇(两者质量比为4∶1)和固体磷钨酸催化剂(固体磷钨酸的量以复合液化剂总质量为基准,%)加入到备有搅拌和冷凝装置的三颈圆底烧瓶内,充分混合并升温至规定温度,按一定液固比(复合液化剂与甜菜粕的质量比)加入液化反应原料甜菜粕粉后开始计时,到达规定反应时间后用冷水冷却以终止反应,测定液化产物的性质。
1.3 液化产物性质的测定
1.3.1 残渣率的测定
渣含量的测定参照Yao等报道的方法[14]。称取样品1 g 左右,加入足量(约20 mL) 80%(质量分数)的1,4-二氧六环水溶液,用磁力搅拌器充分搅拌4 h以上,用折叠滤纸过滤,再用上述水溶液洗涤滤渣。将滤纸及滤渣于105 ℃烘干至恒量,用下式(1)计算残渣率。

1.3.2 液化产物羟值和酸值的测定
液化产物的羟值按照GB12008.3-89方法,用邻苯二甲酸酐吡啶溶液滴定法来测定羟值。液化物的羟值定义为1 g样品苯二酸化所消耗的邻苯二甲酸酐所对应的KOH的毫克数,根据定义,羟值可用式(2)计算。

式中,B为空白滴定所需的KOH的体积,mL;C为回滴酯化溶液所用KOH体积,mL;N为KOH的浓度,moL/L;W为样品的质量,g;56.1为KOH的摩尔质量,g/moL。
液化产物的酸值按照GB12008.5-89方法,采用吡啶的水溶液来溶解滴定。酸值以中和每克样品中的酸所需KOH的毫克数表示。根据定义,酸值可用式(3)计算。

式中,V为样品消耗KOH的体积,mL;Q为空白滴定所需KOH体积,mL;N为KOH的浓度,moL/L。
2 结果与讨论
2.1 液化温度对液化反应的影响
在催化剂用量为2%,液固比为6∶1时,考察了随液化时间变化液化温度对BP残渣率的影响,实验结果如图1所示。
由图1可得,不同液化反应温度时,甜菜粕的液化显示出的液化效果有很大差异。在120 ℃、140℃温度下,随反应时间延长,残渣率呈下降趋势,表明液化反应以降解为主导,在反应后期残渣率变化趋缓。在160 ℃、180 ℃温度下,反应初期残渣率下降很快,后期又明显回升,说明高温下液化反应速率加快,但高温又会促进降解产物发生缩聚反应[6],在液化反应温度为160 ℃时残渣率有一最低点,即最佳液化反应温度,因此选择160 ℃为以后液化反应的温度。
2.2 催化剂用量对液化反应的影响
在液化温度为160 ℃,液固比为6∶1时,考察了随液化时间变化催化剂用量对BP残渣率的影响,实验结果如图2所示。
由图2可以看到,在没有催化剂时,甜菜粕也可以发生热液化作用,但液化效果很差,催化剂对甜菜粕的液化反应有很好的促进作用。不同催化剂用量时均出现残渣率先下降后又回升的趋势,表明

图1 不同液化温度时液化时间与BP残渣率的关系
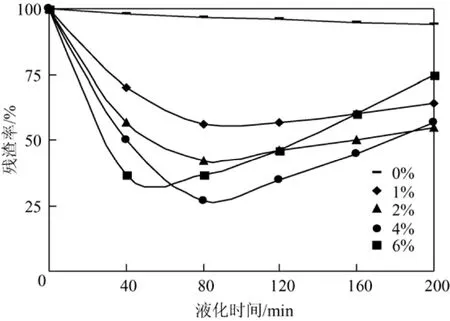
图2 不同催化剂用量时液化时间与BP残渣率的关系
催化剂不仅对液化降解反应,而且对降解产物的缩聚反应也起促进作用,纤维素在多元醇中存在纤维素降解和降解产物的缩聚两种可逆反应[15],反应初期均以甜菜粕的降解为主,在反应后期由于缩聚反应的发生,残渣率回升,催化剂用量越大,对缩聚反应促进越显著,当催化剂用量为 4%时,残渣率最低,即液化效果最好。
2.3 液固比对液化反应的影响
液化剂在液化过程中的主要作用是溶解甜菜粕在液化过程中的降解产物,并且阻止液化过程中缩聚反应的发生[16],一般来讲,提高液固比,有利于原料的浸润和溶剂化,对液化反应有利。在催化剂用量为4%,液化温度为160 ℃时,考察了随液化时间变化液固比对BP残渣率的影响,实验结果如图3所示。

图3 不同液固比时液化时间与BP残渣率的关系
由图3可以看到,在较低液固比时,出现残渣率先下降后又升高的现象,说明体系中有降解产物的缩聚反应发生;在液固比较高时,残渣率呈单一降低趋势,说明高液固比能抑制缩合反应的发生。当液固比为12∶1,液化时间为160 min时,残渣率最低为1.0%,即最高液化率为99.0%。但液固比过高会导致原料比例的下降及产品收率的降低,会影响降解反应的速度和材料的经济性。因此可根据实际用途及降解速度的要求,选择不同的液固比。
2.4 液化过程中羟值、酸值的变化
甜菜粕的液化产物为一多元醇体系,其羟值和酸值的变化反映出体系中纤维素的液化降解变化,同时可为合成聚氨酯提供理论依据。在催化剂用量为4%,液固比为8∶1,液化温度为160 ℃时,考察了液化产物羟值和酸值随液化时间的变化,实验结果如图4所示。
由图4可以看到,随着液化反应的进行,液化产物羟值增大,在液化时间为 20 min时,羟值为45 mg/g,在液化时间为70 min时,羟值最大为86 mg/g,而后羟值逐渐减小,酸值则呈升高趋势,其范围为0.61~0.75 mg/g。戈进杰等[6]用FTIR手段研究生物质纤维素的液化行为,表明纤维素液化过程中有羟基、羧基和酯键生成。甜菜粕中的纤维素首先液化降解为含羟基化合物,一部分羟基在固体磷钨酸作用下被氧化成羧基,生成的羧基进一步消耗羟基生成酯键。反应后期体系中的羟基和羧基都下降到一定程度, 酯化反应趋于缓慢,酯键的产生,羟基、羧基、酯键三者可达到平衡,使羟值、酸值的变化趋缓,达到基本恒定。对比已有研究报道的以硫酸为催化剂的其它生物质液化反应的羟值和酸值的变化[5],本研究以固体磷钨酸为催化剂的羟值和酸值的变化幅度都较小,这可能是由于固体磷钨酸的氧化性较小,对羟基氧化为羧基的作用较弱的缘故。从羟值的结果看,由甜菜粕液化得到的为低羟值多元醇产物。
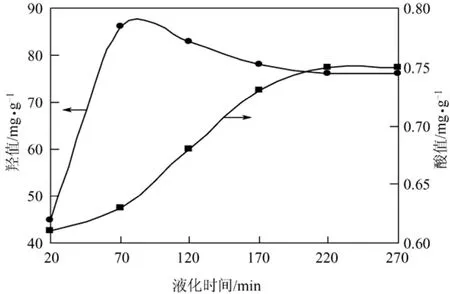
图4 液化产物羟值和酸值与液化时间关系
3 结 论
甜菜粕在固体磷钨酸为催化剂,聚乙二醇 400和丙三醇为复合液化剂的反应体系中具有很好的液化效果,在复合液化剂中聚乙二醇400与丙三醇质量比为4∶1、液化温度为160 ℃、催化剂用量为4%、液固比为12∶1、液化时间为160 min时,最高液化率可达99.0%,液化产物的羟值为45~86 mg/g,酸值为0.61~0.75 mg/g,为低羟值植物基多元醇。
[1]Akdeniz F,Gundogdu M. Direct and alkali medium liquefaction of Laurocerasus officinalis Roem[J].Energy Conversion and Management, 2007,48(1):189-192.
[2]Xu Chunbao,Timothy Etcheverry. Hydro-liquefaction of woody biomass in sub and supercritical ethanol with iron based catalysts [J].Fuel, 2008,87(3):335-345.
[3]颜宁,赵晨,甘维佳,等.多元醇:新一代的能源平台?[J].催化学报,2006,27(12):1159-1163.
[4]庞浩,柳雨生,廖兵,等.甘蔗渣多元醇制备聚氨酯硬泡的研究[J].林产化学与工业,2006,26(2):57-60.
[5]张金萍,杜孟浩,王敬文,等.毛竹多元醇液化及液化产物的分析[J].纤维素科学与技术,2010,18(2):15-21.
[6]戈进杰,张志南,徐江涛,等.基于玉米棒的环境友好材料研究(1)玉米棒的液化反应及植物多元醇的制备[J].高分子材料科学与工程,2003,19(3):194-197.
[7]王高升,张吉宏,陈夫山,等.玉米秸秆多羟基醇液化研究[J].生物质化学工程,2007,41(1):14-18.
[8]陈秋玲,李如燕,孙可伟,等.利用麦秆制聚氨酯多元醇研究[J].高分子通报,2009,7(11):37-43.
[9]Yao Y,Yoshika M,Shiraishi N,et al.Rigid polyurethane foams from combined liquefaction mixtures of wood and starch [J].Mokuzai Gakkaishi, 1995,41(7):659-668.
[10]中华人民共和国国家统计局.中国统计年鉴2003年[M].北京:中国统计出版社,2003:233-235.
[11]张丽娜,章世元,佟建明.甜菜渣的增值加工工艺研究[J].饲料工业,2008,29(13):52-54.
[12]王广健,刘广卿,杨振兴,等.Keggin杂多酸负载型催化剂研究及在有机合成中的应用[J].有机化学,2009,29(7):1039-1047.
[13]Kurimoto Y,Shirakawa K,Yoshioka M,et al. Liquefaction of untreated wood with polyhydric alcohols and its application to polyurethane foams[C]//Chemical Modification of Lignocellulosics,New Zealand, 1992,163-l72.
[14]Yao Y G,Yoshioka M,Shiraishi N,et al. Rigid polyurethane foams from combined liquefaction mixtures of wood and starch [J].Mokuzai Gakkaishi,1995,41(7):659-668.
[15]Kobayashi M,Asano T,Kajiyama M,et al. Combined liquefaction of wood and starch in a polyethylene glycol glycerin blended solvent [J].Jpn. Wood. Res. Soc.,2004,50(5):407-414.
[16]Lee W J,Lin M S. Preparation and application of polyurethane adhesives made from polyhydric alcohol liquefied Taiwan acacia and China fir[J].Journal of Applied Polymer Science,2008,109(I):23-31.
Processing conditions for preparation of polyol from beet pulp liquefied degradation
YAN Xiaolin,WANG Kebing
(College of Science,Inner Mongolia Agriculture University,Huhohot 010018,Inner Mongolia,China)
The catalyzed liquefied degradation of beet pulp(BP)in the system of solid phosphotungstic acid as catalyst and polyethyleneglycol 400(PEG 400)/ glycerol(GLY)as complex liquefier was studied,and the effect of processing conditions of BP liquefaction such as liquefaction temperature,catalyst amount,liquid-to-solid ratio,liquefaction time on the liquefaction reaction and properties of liquefaction product were investigated. The results showed that BP had good liquefaction effect,the optimum liquefaction processing conditions were determined as follows:PEG 400/glycerol mass ratio 4∶1,liquefaction temperature 160 ℃,catalyst amount 4%,liquid-to-solid mass ratio 12∶1 and liquefaction time 160min,the liquefaction rate would reach 99.0%. Hydroxyl value and acid value of liquefaction mixtures were 45—86 mg/g and 0.61—0.75 mg/g respectively,which was a low hydroxyl value plant-based polyol.
beet pulp;phosphotungstic acid;liquefaction reaction;degradation;polyol
TQ 323.8
A
1000–6613(2011)07–1623–04
2011-12-10;修改稿日期:2011-03-26。
内蒙古自治区自然科学基金(2009MS0715)及内蒙古自治区高等学校科学研究(NJ09048)项目。
闫晓霖(1970—),女,副教授。联系人:王克冰,教授,E-mail wkb0803@163.com。