基于PLC和光电技术的双层膜卷架控制方案
2011-10-21殷晓东
殷晓东
(漯河双汇彩印包装有限公司,河南 漯河 462000)
漯河双汇彩印公司在塑料薄膜在生产、印刷、复合和分切过程中,每个工序都需要膜卷的架置和再领取。原膜卷架置和领取方式为固定式双层模架式(见图1),即利用人力车把膜卷放置到模架上,由人员用力推动原膜卷前移一个位置后,再放置第二卷。但要领取膜卷时,需要遵守先进先出原则,因此需人力把膜卷从模架一端推到另一端。操作劳动量大、效率低,还存在膜卷在推动中掉落的安全隐患。
因此公司在原固定双层模架基础上,利用PLC和光电技术,成功地实施了双层膜卷架的自动化控制改造。

一、设计理念
1.充分利用现有资源(固定膜卷架),运用先进技术进行改造。
2.充分考虑塑料膜卷和储用特点,提高存储利用率。
3.造价低、工期短、使用方便、效率高、易维修,实行机械化、自动化。
二、设计方案
依据现场条件和PLC系统的强大功能,本着安全可靠、经济合理的原则,设计为三套双层模架共用一套控制系统。
1.机械装置设计。保留原固定膜卷架,通过加固加强钢板和导轨装置、安装链条传动装置、采用轴承支承、采用1.5kW带制动的减速电机和链条传动,带动膜卷横向滑动,实现膜卷的自动输送。改造后的机械结构见图2所示,改造所需机加工材料见表1。
2.电器件选择。PLC选择欧姆龙(omron)C200HWC200HE CPU42 型,反射性光电开关选择欧姆龙E3JM-R4M4,接近开关选择欧姆龙全不锈钢机架的接近传感器E2FM-X5D1-M1GJ,断路器、继电器、按钮和指示灯等电器元件选择施耐德或欧姆龙等进口品牌,控制盒采用不锈钢材质。
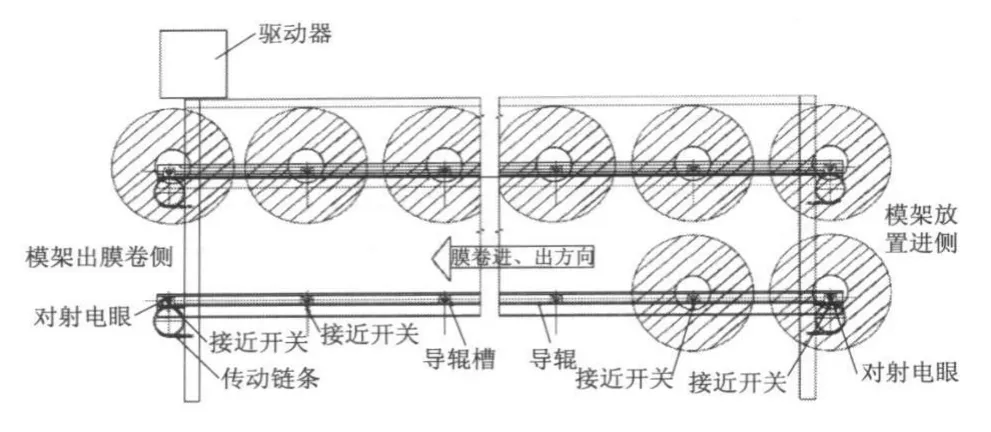
图2 改进后的双层模卷架

表1 改造所需材料及设备
3.电器件安装。
(1)下层模架从放膜端的第一个货位,到取膜端,安装电气件如下:①回归反射型光电开关,输入点I0.00;②接近开关,输入点I0.02;③接近开关,输入点I0.03;④接近开关,输入点I0.04;⑤接近开关,输入点I0.05;⑥接近开关,输入点I0.06;⑦接近开关,输入点I0.07;⑧回归反射型光电开关,输入点I0.01。
(2)上层模架从放膜端的第一个货位,到取膜端,安装电器件如下:①回归反射型光电开关,输入点I1.00;②接近开关,输入点I1.02;③接近开关,输入点I1.03;④接近开关,输入点I1.04;⑤接近开关,输入点I1.05;⑥接近开关,输入点I1.06;⑦接近开关,输入点I1.07;⑧回归反射型光电开关,输入点I1.01。
(3)双层模架放膜端控制箱安装在模架放膜操作侧,是操作者存储膜卷到模架上时的现场操作盘。具有四个输入点,一个输出点,分别为:①放膜I0.08;②后退I0.09;③上选择I0.12;④下选择I0.13;⑤双音频报警信号Q6.06。
(4)双层模架取膜端控制箱安装在模架取膜操作侧,是操作者取用存储在模架上的膜卷时,现场的操作盘。具有四个输入点,一个输出点,分别为:①取膜I0.10;②后退I0.11;③上选择I0.14;④下选择I0.15;⑤双音频报警信号Q6.06。
(5)三套模架根据电器件安装组合方式,分别选择输入、输出点后,进行安装和布线。
三、效果评价
公司基于PLC和光电技术,成功对固定膜卷架进行自动化改造运行后,膜卷架存储利用率提高,使用方便、高效,运行安全、可靠,实现了设计初衷,推进了企业安全、高效发展。