PCBN刀具硬态旋风铣削切屑宏观形貌研究*
2011-10-18朱红雨
朱红雨 李 迎
(①南京理工大学机械工程学院,江苏南京210094;②南京化工职业技术学院,江苏南京210048)
硬态旋风铣削技术是高速硬加工技术与旋风铣削技术相结合的一种集高效、精密、节能为一体的先进制造技术,该技术可以对硬度60 HRC以上的滚珠丝杠和滚珠螺母实施硬铣削,以切代磨实现一体化加工、免去磨削和热处理工序,同时以干切削或少切削液实现绿色加工,是国外精密螺纹高效制造的主要工艺方法,目前受到国内外研究者的普遍关注。
金属切削过程实际上是材料被去除形成切屑的过程。在硬态旋风铣削加工中,主要产生的是锯齿状切屑。这种锯齿状切屑可以导致切削力高频率地周期变化波动,而且会增加刀具磨损速率,降低加工表面质量,所以研究锯齿状切屑的形成机理及其与工件材料、切削条件之间的关系就显得至关重要[1]。早期由Komanduri等人(1982年)提出的绝热剪切理论,认为产生锯齿状切屑主要是切削速度达某一临界值时由切屑内部局部应力的突变所造成的。而Shaw等人(1998年)提出的周期脆性断裂理论,认为产生锯齿状切屑主要是从切屑自由表面向切削刃扩展一半距离的周期性整体断裂所形成的。目前对锯齿状切屑的形成机理尚无统一的认识[1]。针对这两种不同的理论体系,国内外许多学者一直在积极地探索,蔡玉俊等人对30CrNi3MoV淬硬钢(48 HRC)的切屑形成机理进行了切削实验研究,研究结果表明锯齿状切屑的临界切削条件实验曲线与绝热剪切临界切削条件的理论曲线基本吻合,认为锯齿状切屑产生的根本原因是主剪切区内热软化超过应变硬化的结果[3]。Raja Kountanya等人对100Cr6轴承钢(60 HRC)的切屑形成机理进行切削实验研究和仿真分析,得出的结论是周期脆性断裂理论在硬切削中占主导地位,由于实验过程中出现切削力随切削速度增大而减小的现象,绝热剪切理论的热软化作用也是存在的[4]。
以上锯齿状切屑的研究总体而言都是针对切屑微观形貌进行的分析,而旋风铣削切屑不仅在微观上呈现出锯齿状(图1),即使在宏观形貌上也呈现出锯齿状(图2)。

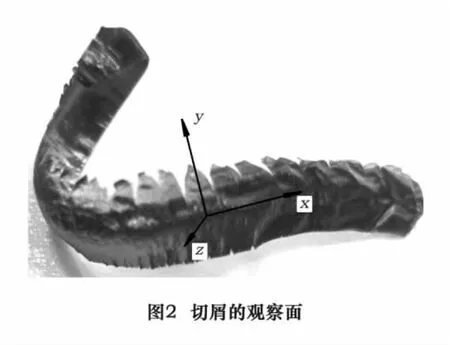
宏观锯齿与微观锯齿有本质区别:一是观察角度不同,微观锯齿状切屑观察面为切屑的横截面(见图2:xz平面),宏观锯齿状切屑观察面为切屑的两个自由边(见图2:xy平面),两平面相互垂直;二是观察方法不同,微观锯齿状必须借助扫描电镜或高倍显微镜才能观察到,而宏观锯齿状直接用肉眼即可观察到;三是形成机理不同,切屑微观锯齿状形成机理前已述及,宏观锯齿状切屑是在加工的过程中切屑自由边厚度小于切屑中间厚度,当材料的工作应力大于许用应力时形成的。因此,微观锯齿状切屑与宏观锯齿状切屑具有本质的区别,绝不可笼统地不加前提地提锯齿状切屑。目前,针对旋风铣削切屑宏观形貌的分析鲜有报道,但实际加工中,由于受到加工条件的限制,切削力、切削温度和加工表面粗糙度等切削性能指标都不容易获得,且其准确性、可靠性都值得研究,而切屑易采集、易观察,且随着切削参数的变化而变化。因此,本文通过对滚动轴承钢(平均硬度为63.5 HRC)旋风铣削的工艺实验研究,给出了几种典型宏观切屑的形状及其产生的条件,分析了宏观锯齿状切屑锯齿程度与工艺参数的关系,为建立硬态旋风铣削加工过程在线监控提供了一种新的方法。
1 实验条件与方法
实验在汉江机床厂研制的8 m大型数控旋风铣机床上进行,如图3所示。工件材料为淬硬钢(平均硬度为63.5 HRC),尺寸为φ80 mm×10 mm×4 000 mm(其中螺纹长3 210 mm);刀具材料为聚晶立方氮化硼(PCBN)刀具,前角 -8°,倒棱15°×0.1 mm;刀头数z=4把;刀盘刀尖旋转直径为90 mm,设定夹紧间距为85 mm;铣削方式为顺铣;压缩空气冷却。

实验方法为单因素试验,分别对切削线速度和切削深度进行两组单因素试验研究,实验方案见表1。每组试验在采集切屑的同时,记录主电动机输入功率,测量工件的表面粗糙度,并观察工件振纹是否明显。

表1 实验方案
2 锯齿状切屑宏观形貌分析
2.1 旋风铣切屑的形成


旋风铣是一种带冲击性的断续切削。图4所示为旋风铣削切屑形成原理图,切入时切削厚度由小变大,切出时切削厚度由大变小,切削最终表面时切削厚度很小。所以加工表面质量比普通铣削质量高,但由于切削力引起工艺系统较大的振动,从而对加工精度有很大的影响。
2.2 旋风硬铣切屑几种主要的宏观形貌
切屑的宏观形貌是指不借助研究工具,直接用肉眼观察到的切屑形貌。旋风硬铣切屑形状主要为“C”型,但会随刀具结构和涂层不同,有较大变化。表2为3种PCBN刀具在相同加工参数下形成的切屑。就锯齿状“C”型切屑形貌而言,随切屑厚度、宽度的不同,自由边的锯齿大小也不同,故在同一根切屑上可以观察到不同的切屑形貌。
2.3 宏观切屑形貌随切削条件的变化关系
表3为ap=0.06 mm,v从 120 m/min到 240 m/min的单因素试验结果。当v≤180 m/min时,宏观锯齿程度明显;当v≥200 m/min时,随着v的提高,宏观锯齿程度越来越弱。图5为主电动机输入功率随切削线速度变化的曲线。当切削线速度高于180 m/min时,主电动机输入功率明显下降。由此可见,宏观切屑锯齿程度变化情况反应了主电机输入功率的变化,并间接地为切削力的变化提供依据。
表4为v=180 m/min,ap从0.03 mm 到0.12 mm的单因素试验结果。当ap=0.03~0.06 mm时,宏观锯齿程度由弱变强;在ap=0.07 mm时,宏观锯齿程度最轻,之后程度略有加强。图6为主电动机输入功率随切削深度变化的曲线。该曲线在切削深度为0.07 mm时主电动机输入功率有一个明显的降低,之后又随切削深度的增加而略有增大;该变化几乎与宏观切屑锯齿程度变化完全一致。

同时,切屑的宏观锯齿程度与被加工工件表面振纹的程度也完全吻合,即切屑的宏观锯齿程度越严重,其工件表面振纹越明显。这进一步说明了切屑的宏观锯齿化程度可以为切削功率、切削力和工艺系统的振动情况提供很好的依据。
3 结语
(1)提出了锯齿状切屑的微观形貌和宏观形貌在观察角度、观察方法和形成机理上存在本质区别,说明绝不可笼统地不加前提地提锯齿状切屑;
(2)分析了硬态旋风铣削几种典型宏观切屑形貌特征和产生的工艺条件,不同刀具获得的切屑形貌显著不同;
(3)通过实验研究表明:随切削速度的提高,切屑宏观锯齿化程度减弱;随切削深度的增大,切屑宏观锯齿化程度先增强后减弱,在切削深度0.06 mm时锯齿化程度最严重;
(4)切屑宏观锯齿化程度与主电动机输入功率、工件表面振纹的变化完全一致,说明了切屑的宏观锯齿化程度可以为切削功率、切削力和工艺系统的振动情况提供很好的依据;
(5)本文的研究成果,为通过切屑建立硬态旋风铣削加工过程在线监控提供了一种新的方法。
[1]艾兴.高速切削加工技术[M].北京:国防工业出版社,2003.
[2]黄祖尧.CNC螺纹旋风硬铣削——高效绿色制造技术[J].机械工人.2004(9):26-28.
[3]蔡玉俊,等.高速切削30CrNi3MoV淬硬钢切屑形成机理的实验研究[J].机械强度,2009,31(3):387-390.
[4]Raja Kountanya,et al.Effect of tool edge geometry and cutting conditions on experimental and simulated chip morphology in orthogonal hard turning of 100Cr6 steel[J].Journal of Materials Processing Technology,2009,209(11):5068-5076.
[5]Mahnama M,Morahhedy M R.Prediction of machining chaffer based on FEM simulation of chip formation under dynamic conditions[J].International Journal of Machine Tools and Manufacture,2010,50(7):611-620.
