浅谈SolidCAM在数控加工中的实际应用
2011-10-12高健上海华东计算技术研究所上海200233
高健 上海华东计算技术研究所 上海 200233
浅谈SolidCAM在数控加工中的实际应用
高健 上海华东计算技术研究所 上海 200233
结合SolidCAM软件的特点,讲述了该软件在数控加工中的实际应用,以及如何通过设置加工参数,修改通用后置文件,使得该软件在实际加工中达到理想的效果。
SolidCAM;加工参数;通用后处理程序
一、前言
近年来,基于实体造型,具有功能强大、易学易用、技术创新三大特点的机械设计软件SolidWorks, 越来越被众多的制造企业和机械设计工程师们所青睐。作为CAD/CAM/CAE一体化的集成系统,应运而生的数控加工软件SolidCAM, 经过多年的开发升级,已经成为非常好学、好用的数控编程软件。该软件以插件的形式实现了与SolidWorks的无缝联接,成为SolidWorks最佳黄金搭档。由于产品的设计者和加工者使用的是同一个软件系统,因此避免了不同软件系统之间文件转换所引起的数据破坏或丢失,也大大提高了编程的效率。为无纸化生产和敏捷制造(Agent Manufacturing)提供了良好的基础平台。
本文从一个简单加工实例出发,结合SolidCAM 的特点,讲述了该软件在数控加工中心上的实际应用,介绍了如何设置加工参数,如何修改通用后置文件,使得该软件在实际加工中达到理想的效果。
二、掌握SolidCAM 的特点,提高编程工作效率
1.灵活使用SolidCAM的素材外形设置的功能,可以减轻二次工艺设计的工作量。通常产品设计者在设计阶段只给出了零件净尺寸形状,并且由于零件的装配关系和出图的清晰,我们得到的零件往往是空间任意位置上的。加工者在加工前,需经过分析、测量、平移、旋转、考虑加工余量、装夹方法等二次工艺设计,费时费力。我们在编程中首先使用SolidCAM的素材外形设置的框选功能,自动找出合适的素材外形,通常是空间的3D方框,然后通过设置余量对话框中的参数,得到理想的毛坯,简化了上述繁琐的过程。图1是一个左把手盖内腔面,是一个薄壳带两面曲面的零件。经过素材外形的设置后,快速得到包括工艺余量在内的毛坯外形,在X轴正负方向各设15mm工艺余量作为工艺搭子,Y轴双向、Z轴负向各放0.5mm加工余量,待上下两面加工完成后去除两边工艺搭子后,便可得到图1所示的零件了。方形线框为素材形状,可以方便地将素材线框加入CAD图形中去(如图2)。
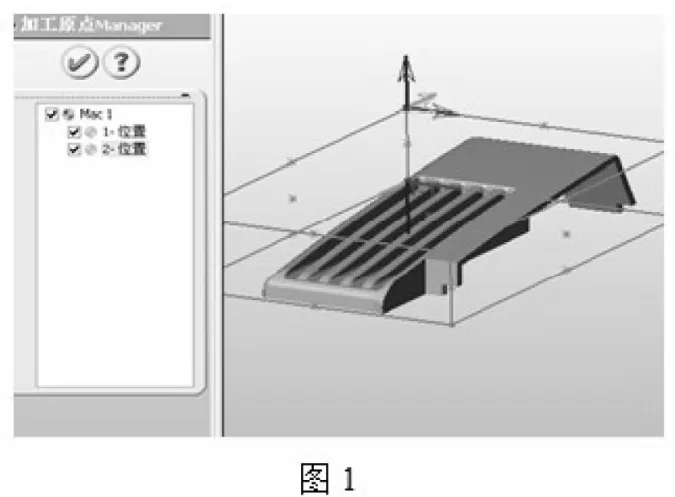

2.根据加工需要,SolidCAM可以同时设置(添加)多个工件坐标。系统提供了丰富的原点设置方案,通过对话框操作,可以将加工原点设置到工件任何需要的地方。由于先前我们已经将素材形状加入到了CAD图形中,所以很容易地将坐标原点设置到加工素材的顶角,这样比较符合我们在加工中的习惯。本例中设置了两个坐标,使用时只要选取(双击)所需要的坐标号码,系统就会立刻变化到加工工位上。
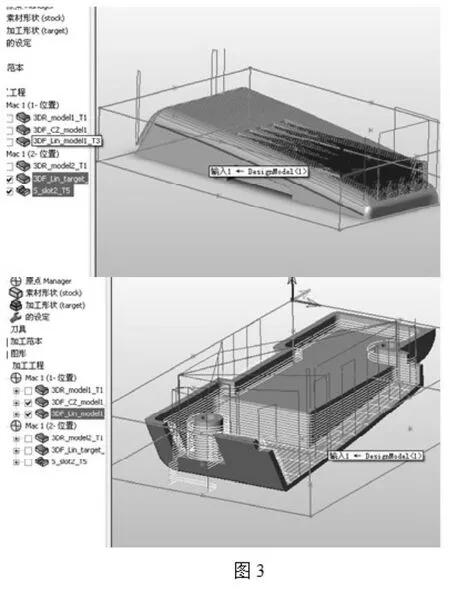
3.SolidCAM具备支持铣削、车削、车铣复合、线切割等多种加工设备程序模块,每种模块又提供了丰富加工的解决方案。就铣削而言,就有平面、轮廓、袋状、开槽、3D、高速(HSS)、多轴等加工方法。本例以3D立体加工为主,通过设置加工区域、设置刀具及切削参数、设置精、粗加工加工轨迹和加工参数(分层数和步进量),得到理想的加工程序。SolidCAM还允许事先将常用刀具包括该刀具的形状、切削用量编辑在一张刀具表中,编程中所用的刀具从刀具表中调用时,该刀具的切削用量也随之自动设置,从而提高编程的效率。具体加工步骤本文不做展开。图3显示了本例精确而理想的精加工轨迹(实际加工中步距是图示的5分之一)。
三、高效设置通用后处理程序
编程的最后一步是为自己各种不同型号的加工设备定制高效的、合适的G指令代码。SolidCAM通用后处理程序成功地解决了这一问题。但是,这种高级语言形式的宏语言编写和调试起来却十分费力,我们不可能在很短的时间内完全掌握其书写格式,各种变量的用法,语句的功能。我们不妨以最迅速、最简洁的方法,即通过编辑和修改系统自带的各种加工后置处理程序模块或例子,变为适合自己的设备使用的后置处理文件。SolidCAM系统中,后置处理程序是以两个文件组成,以文本形式存放在安装目录的Gpptool下,即机床参数预处理文件MAC(Pre-Processor Parameters) 和 通用后置处理语言GPPL(General Post Processor Language) 。文件名的形式如下:
[my machine].MAC
[my machine].GPP
两个文件的前缀部分[my machine]以相同名称为好,更便于使用和管理。
下面以西门子A2100三轴加工中心为例,介绍如何通过修改系统自带两个文件后处理文件FANUC.MAC和FANUC.GPP,快速获得该设备的后置处理文件。
1.在安装目录的Gpptool下,将上述两个文件复制、粘贴成两个复件,将两个复件分别改名为A2100.MAC和A2100.GPP。首先用文本编辑器打开A2100.MAC,可以看到这个以“@pre_processor”为头和以“endp”结尾的一段式代码中,提供了机床设置的多种功能:
;Internal parms(内部参数)
;Machine Initialize(机床初始化设置)
;Program numbers(程序号的设置)
;Procedures control(过程控制)
;Home(原点设置)
;Positioning(位移设置)
;Compensation(刀补设置)
;Arc definitions(圆弧制定)
;Feed-Spin(进给、主轴转速设定)
;Drill cycles(钻孔循环设置)等等。
因为A2100控制器和FANUC控制器的差异不大,我们只需在内部参数(Internal parms)中修改机床类型和后处理器名称即可,如下所示:
;Internal parms
machine_type = MILLING
post_processor = A2100
这里post_processor = A2100 中的“A2100”必须和GPP文件名的前缀相同,否则系统会显示找不到后置处理程序的错误。修改完成后保存文件即可。
2.打开A2100.GPP文本文件(原FANUC.GPP的内容),我们首先了解GPPL程序的特点和基本构成。

表1 GPPL 文件修改前后对照说明
a.GPPL程序类似于basic之类的高级编程语言,是由若干个过程(通常有30~40个)组成,过程是以@过程名开始,以endp结束,中间有若干语句组成,每个过程通过运行可以实现预定的功能。许多过程是由系统根据内定的顺序自动调用的,我们也可以用call @过程名语句实现对某一过程的调用。
b.GPPL程序中的“;”是用来注释过程或变量的功能和用途的,在程序运行时是不参与工作的,利用这一特性,我们可以关闭某些不需要运行或输出的代码。
c.{……}是输出语句,{…}内可以是行号、数字、变量、字符串变量、表达式、过程结果、字符串照印等,字符串照印要放在单引号‘’内。
d.一般只需要修改全部过程的三分之一即可达到目的,这取决于事先找到一个能与自己设备相匹配的系统自带的后处理模块,从文件名上可判断出来,比如:Fanuc5a.mac 是一个5轴加工中心的后处理,MAKINO_W.MAC是线切割的后处理。这样可以减少程序改动量,提高工作效率。
表1过程栏中change_tool是控制输出加工中心换刀前后的G代码的过程,起到承前启后的作用,本列作了较大的改动。
四.结语
SolidWorks + SolidCAM集成系统目前成为许多高校机械制造专业的教学课程,在上海市技术鉴定中心技师和高级技师培训中列为必修必考课程。与任何CAD/CAM/CAE一体化软件一样,SolidWorks+ SolidCAM也有许多优秀的特点,灵活掌握这些特点,在工作中能起到事半功倍的效果。
10.3969/j.issn.1001-8972.2011.04.054
