一种移动式法兰密封面加工装置
2011-09-26王焕朋
赵 学 王焕朋
(①兰州理工大学数字制造技术与应用省部共建教育部重点实验室,甘肃兰州 730050;②兰州理工大学机电工程学院,甘肃兰州 730050)
压力容器在石油化学工业、能源工业、科研和军工等国民经济的各个部门都起着重要的作用。在炼化厂用的反应器均存在带有压力传感器、温度传感器的进料口和卸料口等法兰接口。容器使用过程中法兰密封面必然存在锈蚀、径向划痕、裂纹等缺陷,影响到法兰的密封性时,通常有以下几种处理方法[1]。
(1)加大法兰螺栓的紧固力矩值 这种方法适用于锈蚀、划痕比较轻微的法兰密封面。
(2)使用研磨环进行人工现场研磨修复 用于密封面小面积的局部堆焊。
(3)离线修复 对于裂纹或缺陷严重,必须处理的密封面,且在线无法修复或满足不了要求时,通常采用此方法。即拆卸容器,运至制造厂,先去除裂纹,补焊,热处理,再上大型的数控装置加工。容器的拆卸运输要用大型的起重机和运输设备,费用昂贵,工期长,给石化企业造成极大的经济损失。
由于压力容器小法兰现场加工与修复存在种种弊端与不便,本文设计了一种针对小法兰现场加工装置,它直接安装在法兰上进行加工。该机床能对压力容器小法兰密封面、密封槽在线加工,可以用于压力容器制造厂对法兰密封面的终加工,也可以用于压力容器使用厂对法兰密封面的维修加工。
1 装置的组成及工作原理[2]
1.1 装置的组成
装置的总体布局由3个部分组成:控制柜、机床和手持控制操作盒(图1)。
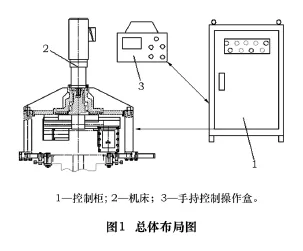
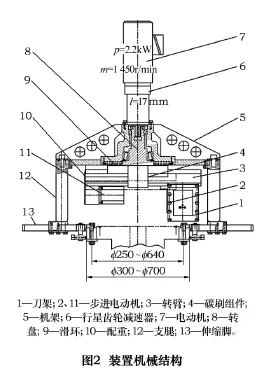
图2是法兰机械加工装置的结构图,该装置的基本组成是:伸缩脚13固定在法兰的螺栓分布圆端面上,通过4个垂直的支腿12安装在法兰上。电动机7与行星齿轮减速器6直连,行星齿轮减速器的壳体与转臂3旋转盘的固定套固定,行星齿轮减速器的输出端连接转盘8,转盘由轴承定位在固定套的内孔,转盘上用燕尾连接转臂,转臂可以进行伸缩调整,并用楔块螺栓夹紧转臂。机架用加强筋使机器整体强度加强。转臂上安装刀架1,步进电动机通过丝杠驱动十字滑台刀架上下左右移动。
1.2 工作原理
机床在法兰上安装时,利用法兰外圆面找正。调节4个不同方向的伸缩腿,用螺栓把支腿与法兰相连,通过调节螺栓的进给量使车刀回转中心与法兰的轴心重合,然后固定。
接通电源后,根据切削加工给出参数操作,控制变频器驱动电动机无级变速,从而控制车刀的切削速度。电动机经减速器带动转臂,转臂绕法兰轴心旋转。转臂上安装有刀架,在手持操作盒上设置参数,一台步进电动机通过丝杠驱动刀架沿法兰端面移动,可以加工φ300~700 mm尺寸范围的法兰外径;另外一台在刀架背面的步进电动机由丝杠控制刀架的轴向运动,可以加工法兰密封槽最大深度30 mm。刀架的2个方向的运动实现了直线、圆弧插补。
2 装置的机械传动结构组成
(1)转臂旋转传动 转臂旋转是由变频电动机通过行星齿轮减速器驱动。变频电动机的转速由控制盒设定,设定值为0% ~100%
(2)刀架的移动 刀架的径向移动和轴向移动均由各自的步进电动机通过一对齿轮传给丝杠实现。刀架的运动速度与移动量由操纵盒上的数字键设定,正、反向运动由设定距离的正负号决定。点动由操纵盒的正、反启动按钮决定。
(3)底部圆弧V形槽运动的实现 斜面及圆弧运动的实现是通过同时启动步进电动机11和2,按斜面比例关系和圆弧插补运动合成。
3 基于PLC的机床电气控制系统[3]
本CNC控制系统(图3)要实现以下3个方面的控制:转臂电动机系统控制,步进电动机控制[4],进给运动操作及进给运动状态界面显示控制。根据装置的工艺控制要求,设计如下控制系统。
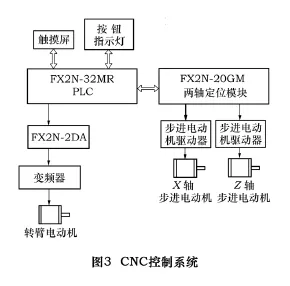
由 PLC[5-6]的模拟量输出模块 FX2N -2DA 下达速度指令,控制变频器驱动2.2 kW的异步电动机无级调速,带动转臂旋转,实现系统的主运动。通过FX2N-20GM两轴运动模块与PLC进行数据交换,对单轴最大输出频率可达200 kHz,两轴插补最大输出频率可达100 kHz。进而实现对步进电动机驱动器的控制,然后由驱动器控制相应的步进电动机在转臂上的自由移动,实现直线、圆弧插补功能,以便完成密封槽加工所需要的径向和轴向的进给。人机操作显示屏采用台达公司的DOP-A57BSTD。它与PLC经通讯口连接,系统参数的设定以及各种操作均在触摸屏上进行。
4 装置的技术参数
接管法兰外径尺寸范围:φ300~700 mm;
接管法兰密封槽直径范围:φ200~500 mm;
接管法兰端面直径加工范围:φ0~550 mm;
接管法兰螺栓孔分布圆直径范围:φ250~640 mm;
接管法兰密封槽最大深度:30 mm;
架沿端面移动最大距离:165 mm;
接管法兰密封槽形状:直槽、双23°梯形槽等;
转臂转速范围:9~90 r/min(无级);
端面移动脉冲当量:0.001 mm;
直槽移动脉冲当量:0.001 mm;
端面移动进给速度:0~500 mm/min(无级);
径向直槽移动进给速度:0~500 mm/min(无级);
机床电动机:2.2 kW、1 450 r/min;
刀架径向移动步进电动机:>6.5 N·m;
刀架轴向移动步进电动机:>4.5 N·m。
5 结语
(1)该机器是为实现压力容器小法兰密封面现场加工与修复而设计的非标设备,可加工法兰外径φ300~700 mm。产品交付青岛兰石重型机械设备有限公司投入使用以来,取得了良好的经济效益。本装置移动便捷,改变了以往“工件找机器”的加工方式。加工耗时短,加工后的表面精度高,质量稳定,在密封槽侧面无纵向刀纹,而且不需研磨就能满足密封要求。
(2)在实际使用过程中发现存在以下问题:车刀打滑;机器的重量超出某些小法兰的抗拉强度时可能把法兰“掰断”;没有研究修复法兰密封面的刀具,需要机床操作人员反复揣摩。这些问题需进一步优化解决。
[1]何涛.法兰密封面的修复[J].安装,2006(2):32.
[2]赵跃进.精密机械设计基础[M].北京:北京理工大学出版社,2003.
[3]赵学,李建华.基于PLC的法兰密封面现场修复加工装置的控制系统设计[J].制造技术与机床,2008(9):65 -68.
[4]刘宝廷,程树康.步进电动机及其驱动控制系统[M].哈尔滨:哈尔滨工业大学出版社,2000.
[5]FX2N-10GM和FX2N-20GM硬件/编程手册[Z].三菱电动机公司.
[6]Salah Abdallah.Two axes sun tracking system with PLC control[J].Energy Conversion and Management,2004,45:1933.
