开放式数控弯管机控制系统的设计与开发*
2011-09-26熊建桥熊晓松
熊建桥 熊晓松 李 雪 蒋 荣 闫 华
(①南京工程学院机械工程学院,江苏南京 211167;②武汉科技大学城市学院,湖北武汉 430083)
现在,在汽车、家电、农业机械、工程机械、金属结构、石油化工、航天航空、家具等行业,将金属管材直接弯曲加工成适用零件的应用越来越普遍,传统加工方法是用手动加机械模具的方法来加工,管材弯曲成形性能主要与材料的特性参数、截面参数、加工润滑条件有关[1],还与弯曲加工方法有关。有些行业如家具行业对管材型号、弯曲形状等变化频繁,航天航空对管材弯曲精度要求高[2],汽车、家电等行业对管材弯曲零件批量又较大,这却大大增加了工人劳动强度。所以,传统方法不能适应这种加工需要。
目前比较常用的国外数控弯管机有:意大利CML的“Ercolina”系列、德国 TRACTO-TECHNIK,美国Pines Technology、Winton Machine Company,Cambridge Machinery,英国ADDISON机床有限公司等公司的数控弯管机,这些国外数控弯管机数控系统除了具有一般金切机床相同的共性外,都有自己的独有的特性:如控制对象具有多样性、成形工艺具有复杂性、生产过程具有非线性等,功能齐全性能稳定。不足之处为,这些系统均是专用系统,成本价格昂贵,结构复杂而不易维修,给系统的维护和升级带来很大困难。国内开发生产的数控弯管机或模仿或与国外公司合作开发,品种单一,且大多是专机,通用性差。
1 数控弯管机工作原理
设计的全自动数控弯管机结构原理图如图1所示,它适用于各类车型管件的生产,可进行多品种、多系列各种材料的弯曲加工,弯曲头小,减少了对弯曲件的干涉。机床空间三坐标(Y轴、B轴、C轴)都在数控系统的完全控制之下,每轴的速度加速度均可选择使用。其中:Y轴传动装置由数字交流伺服电动机、定位法兰、齿轮、直线导轨等组成,实现直线送料运动;B轴传动装置由数字交流伺服电动机、定位法兰、齿轮、球轴承等组成,实现管料的旋转运动;C轴传动装置由数字交流伺服驱动系统及交流伺服电动机、胀紧套模片弹性联轴器、摆线针轮减速器、链条、链轮、定位套、定位连接弯板装置等组成,实现管料的弯曲运动。

这种由纯机械传动及先进的三轴数控系统共同组合的数控弯管机能完成各类管件的弯曲加工任务,其控制系统应包含普通数控系统都具有的功能:基本的调度管理功能;人机交互功能;伺服控制功能;逻辑控制及监控功能;DNC功能及可集成功能等。此外,还应满足以下特殊要求:
(1)可实现对力、速度、位移等多变量混合控制。能够实现对位移以及速度进行半闭环控制;
(2)能够对弯管机的3个主要运动轴进行位置和速度控制,建立NC指令系统,这是实现数控弯管机控制系统功能在软件上的关键技术;
(3)控制系统的软硬件系统都应具有开放性,应设计具有开放性、模块化的弯管机硬件系统体系结构;
(4)可支持多种控制方式,满足控制系统的模块化、动态配置、可移植性、可扩展性的需要,则设计并实现满足弯管机控制系统要求的软件系统就成为关键。
“世纪星”数控系统以工业PC机为基本硬件支持环境,以DOS操作系统+实时扩展为软件平台,实现了一个开放式的数控平台。弯管机专用数控系统正是基于这种开放式平台所开发的专用数控系统[3-6]。
2 硬件总体设计
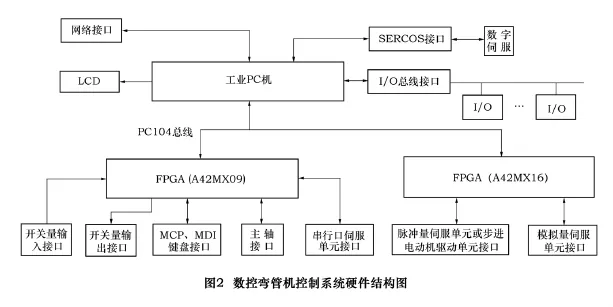
开放式弯管机数控系统硬件结构图如图2所示。采用高性能PC104总线的嵌入式主板WAFER-4823,集成 MCP、MDI键盘接口电路,进给轴接口电路,主轴接口电路。其核心器件是ACTEL公司的FPGA芯片A42MX09和A42MX16,可构成复杂的逻辑电路,适合实现多级逻辑功能。
这种双FPGA芯片的灵活设计,可在不改变基本硬件电路的情况下,通过两个FPGA芯片灵活搭配,构造出不同功能的数控系统,可最大限度地降低成本,提高性能。其中FPGA1芯片负责控制开关量接口电路,MCP、MDI键盘接口电路,主轴接口电路,串行口伺服驱动装置接口电路。另一个FPGA2芯片负责控制脉冲量伺服驱动装置或步进电动机驱动装置接口电路,模拟量伺服驱动装置接口电路。
工业PC机通过PC104总线控制两个FPGA芯片。主板与工业PC机采用层叠结构,有效地减小了数控系统的体积。采用PC104总线可解决硬件的公用问题[7],采用开放化、模块化、标准化的结构设计可解决硬件的标准化问题。
3 软件设计
基于开放式数控系统的数控弯管机系统平台采用模块化、层次化的结构,可以多种形式向外部提供统一的应用程序接口,具有可扩展性、可移植性、可缩放性和互操作性等特点,即系统组成的内部开放化和系统组成各部件之间的开放化。具体用户的可根据要求进行灵活定制的,系统扩展有的2个应用接口:人机界面交互层应用接口、事务处理层应用接口。系统结构如图3所示。
(1)界面交互层
在界面交互层提供的参数输入界面的基础上,输入XYZ、YBC坐标和弯管参数自动生成G代码文件,完成G代码文件编辑、管理,加工中有关工艺参数的菜单化编辑。
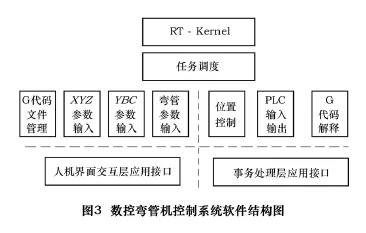
(2)事务处理层
这里所涉及的主要问题就是数控系统里各种控制任务的调度,例如运动控制、插补器、解释器、PLC逻辑控制等都属于数控系统里面的事务性处理方面的任务。
数控弯管机控制系统的数据处理流程如图4所示。

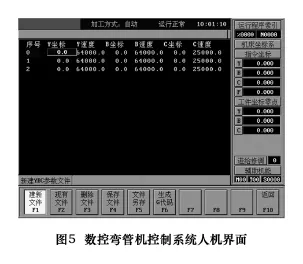
采用面向对象的开发语言C++设计控制软件,经编译调试后,在“世纪星”数控系统上运行,数控弯管机控制系统软件运行界面如图5所示,人机界面与其他通用数控系统相似,降低了使用难度,节约了培训时间。
4 结语
本文设计的开放式数控弯管机控制系统硬件上使用通用工业PC,可靠性好、性价比高、易于升级;软件上基于DOS/WINDOWS NT的开放数控系统软件平台,实现NC功能,简化了硬件,降低了电路复杂度。
我们在与某泵业公司合作开发的“数控弯管机控制系统”中采用了本文这种设计,经严格测试和摸拟调试,弯曲具有代表性的管件试件,检验输出扭矩和实际弯曲精度等各项性能指标,达到或超过设计要求。投入使用经大半年运行,安全可靠,经济效益十分显著。
实践证明,这种数控弯管机能满足管件多品种、多系列的柔性化生产要求,对不同管件无须专用模具,弯曲模块通用性强,生产效率大大提高。经实际使用,系统性能稳定,故障率低,维修简单,可靠性强,强度刚性好,对使用环境要求不高,对环境无污染,与国内外同种系统相比价格低廉,具有一定的应用和推广价值。
[1]John GayLord.Factory information system[Z].Siemens Research and Technology lab.1987.
[2]孙宗禹,李琨,等.工艺设计与数控编程集成化的一种途径[J].湖南大学学报,1991(增刊):24 -29.
[3]熊建桥,熊晓松,李雪,等.开放式数控冲压机控制系统的设计与开发[J].锻压技术,2010,35(4):77 -80.
[4]Stephen J R,Yung C S.Modeling and control of CNC machines using a PC - based open architecture controller[J].Mechatronics,1995,13(4):401-420.
[5]Frederick M,James S A.Open - architecture controllers[J].IEEE Spectrum,1997,34(6):60 -64.
[6]叶伯生,杨叔子,彭炎午.基于IPC的开放体系结构的CNC系统[J].华中理工大学学报,1996,24(5):47 -49.
[7]王倩,张爱民,戚红利,等.开放式折弯机数控系统设计[J].锻压技术,2007,32(4):73 -75.
