微型自动化立体仓库设计*
2011-09-26龚志远
龚志远
(华东交通大学,江西南昌330013)
自动化仓库应用范围很广,几乎遍布所有行业。本设计的微型自动化立体仓库模型主要应用于机械及自动化等相关专业的实验教学,使相关专业的学生了解自动化立体仓库的基本结构、动作原理及控制过程,了解电气控制、PLC的相关应用及通信实现的基本方法。掌握PLC的外围电路设计、软件设计流程等,也为自动化立体仓库的具体实施拓展了技术参考途径。
1 微型立体仓库机械系统设计
机械系统包括:堆垛机水平走行、升降、货叉伸缩3个运动方向的机构设计,每个运动方向的机构都包括滑动丝杆螺母副设计、轴承的计算与选型、滑动导轨的设计及计算校核、直流电动机的计算选型和联轴器的设计计算等。
设计中采用直流电动机驱动滑动丝杆螺母副带动工作台在导轨上做直线运动,实现堆垛机水平走行距离为600 mm,移动速度为10 m/min,升降机构的升降距离为600 mm,移动速度为5 m/min,货叉伸缩机构的伸缩距离为200 mm,移动速度为3 m/min。根据物料重量及加减速初始条件,计算X、Y、Z三个方向分力,根据计算的折算转矩和折算转动惯量,匹配3台驱动电动机。计算为:


式中:Teq为折算转矩;Fx为轴向力;L为丝杠导程;η为机械效率;Jeq为折算转动惯量;Jm、Js为电动机及丝杠转动惯量;m为移动部件质量。
工程中常采用解析法计算出回转体零件的转动惯量。
式中:d、B为回转体直径、宽度;γ、g为材料比重、重力加速度。

根据牛顿定理有:

式中:Tm为电动机输出转矩;α为电动机角加速度。
将式(1)、(2)代入式(3)可求出电动机需输出的理论转矩。
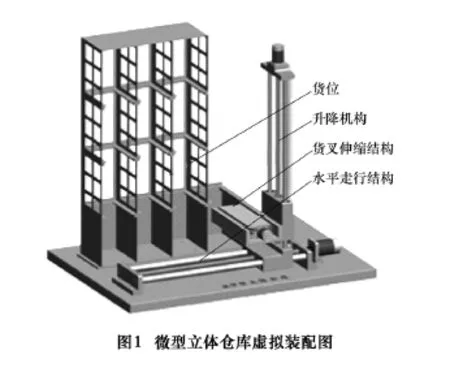
使用Pro/Engineer完成堆垛机零件三维实体建模后,进行虚拟装配以检验总体结构设计尺寸的合理性及各零部件干涉,如图1所示。
2 PLC控制系统设计
(1)PLC接口电路
微型立体仓库采用PLC控制。根据立体仓库的动作要求及I/O点数要求,选择三菱FX2N型PLC,由此构建微型立体仓库的控制接口图,如图2所示。
输入模块:X0-X14和X42、X43为按钮输入,用于选择货位号和存取货物操作,X15-X33为行程开关输入,用于移动部件的寻位、定位及超越控制,依靠移动部件的触发行程开关,实现信号的开关量输入。
输出模块:Y0-Y13为电动机的转动和能耗制动输出,通过逻辑控制继电器的通断,把电压加载到电枢绕组,实现电动机的正反转运行。停止时,控制相应的继电器闭合电枢回路,依靠电动机的惯性转动产生感应电流,实现能耗制动。Y30-Y33为LED显示输出,显示时,74LS48译码器及外围电路将PLC输出的BCD码开关量信号,转换成七段码电平信号控制LED显示货位号。
电源模块:将220 V交流电变压成36 V交流电,经过桥式整流成直流,再经稳压输出电路获得可调的直流电供给3台电动机、LED数码管及继电器。
(2)PLC程序结构
根据堆垛机的运行逻辑,可采用PLC步进顺控编程方式,编写状态转移图及梯形图。程序流程如图3。
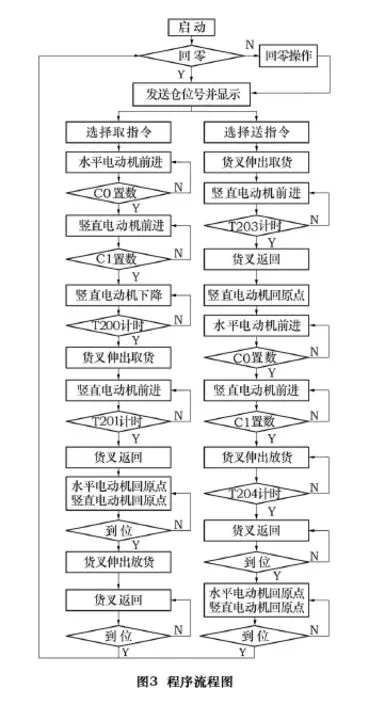
程序结构采用选择性的取和存分支与汇合方式,计数模式是堆垛机寻找货位主要方法,在9个货位中,X和Y向各布局3个行程开关,货位由X和Y向行程开关被触发的次数确定。若选择取货指令时,水平移动电动机驱动移动部件触发行程开关达计数器C0设定值,制动停止,转成竖直电动机驱动移动部件触发行程开关达计数器C1设定值,制动停止,转成货叉伸出,定时托起后回缩,移动部件回原点位,将物料放置暂存台。货位定位与行程开关被触发的次数如表1。
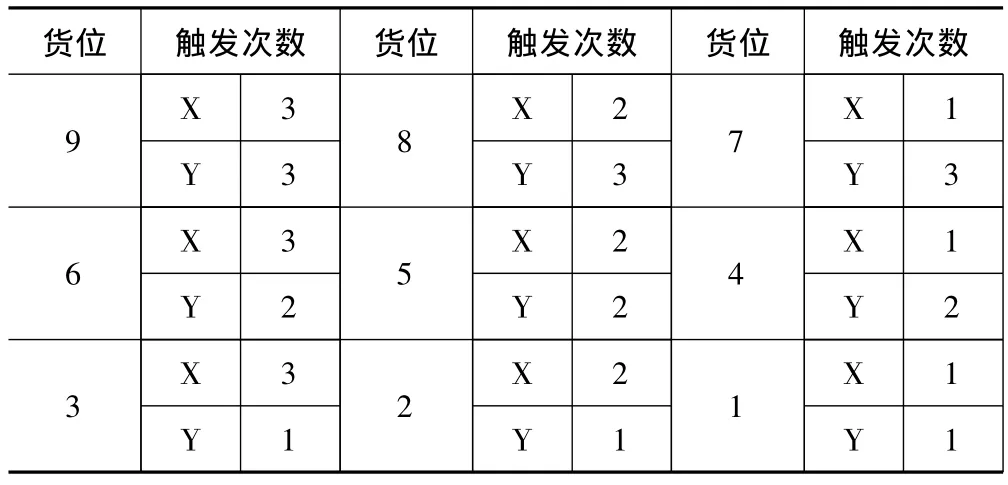
表1 货位号与行程开关被触发的次数表
程序中,X4-X14闭合将货位号0-9传输到D0,利用区间比较。当货位号是1-3时,将D0赋值给D10,将1赋值给D20;当货位号是4-6时,将D0减3赋值给D10,将2赋值给D20;当货位号是7-9时,将D0减6赋值给D10,将3赋值给D20。D10和D20存储的数据,是水平和竖直移动部件触发行程开关的计数器C0和C1设定值,以此可准确指令电动机转动的切换。
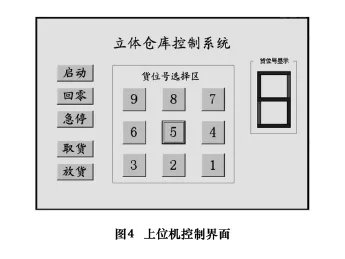
3 基于VB的控制软件设计
使用VB编程可设计立体仓库的上位机控制界面,完成界面控件加载及属性设置后,对各控件编写代码,通过代码来定义控件的动作的功能。控制界面包含货位选择、货位显示和操作控制区域。应用VB串行通信的MSComm控件,按照FX2N通信协议编写通信代码,可实现各控件与PLC编程口的串行通信。强制通断表2中PLC的输入口。操作控件和PLC输入对应如表2所示。FXPLC通信协议如表3所示。表中:STX为开始标志;ETX为结束标志;CMD为通断“7”和“8”的ASCⅡ码;数据段为强制通断PLC软元件的计算地址,如本文中软元件X实际地址为X0-X17,计算地址为0400~040F,X40-X57计算地址为0420~042F;SUMH、SUML为从CMD到ETX之间的各代码的ASCII码累加和的低两位。
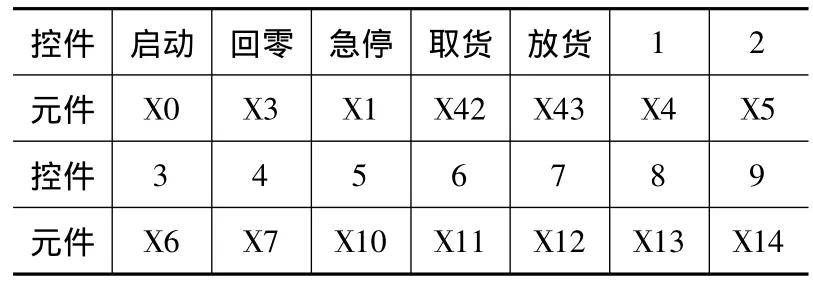
表2 操作控件和PLC输入元件对应表
上位机控制(图4)是通过通信将货位选择、存取和启动等操作指令移植到PLC的软元件X0-X14和X42-X43通断上,由X42、X43选择执行取和存分枝流程。启动后,实现立体仓库的动作控制。

表3 FXPLC通信协议
4 结语
微型立体仓库作为教学使用设备,定位误差为2~3 mm,可以满足教学要求,是一个典型的机电一体化产品设计。系统主要涵括机械、控制电路和软件三大模块。应用Pro/Engineer三维实体建模和虚拟装配,通过VB编制的控制软件,按照FX2NPLC通讯协议,由PLC指令三轴电动机动作,实现取放货。此设计具有机构简单,易于控制,维护方便等特点。为机电实验教学装置规划出一种经济型的解决方案。
[1]王绍胜,程俊廷.基于柔性制造系统自动立体仓库的过程控制研究[J].组合机床与自动化加工技术,2009(8):57-60.
[2]郑玉巧,赵荣珍,刘军.自动化立体仓库实验台的设计[J].起重运输机械,2010(7):73-75.
[3]叶萍,PLC控制的立体仓库教学模型[J].科技信息,2007(13):372-373.
