亚微米晶NiAl-Al2O3复合材料的制备及其烧结-锻造短流程成形
2011-09-12徐桂华张凯锋
徐桂华, 卢 振, 张凯锋
(哈尔滨工业大学材料科学与工程学院,哈尔滨 150001)
航空航天技术的发展对材料的使用温度提出越来越高的要求[1]。NiAl金属间化合物因具有高熔点(1638℃),低密度(5.86g/cm3),良好的导热性(传统镍基高温合金的4~8倍)和优异的抗氧化性能,有希望成为新一代的高温结构材料而受到广泛关注[2,3]。然而,目标工作温度下(900 ~1200℃)屈服强度较低,室温韧性差等缺点限制了NiAl的实际应用[4,5]。为改善其综合性能,近年来国内外开展了一系列的研究,从合金化到热处理,从单晶到多晶,取得了明显的进展[6]。其中,向NiAl中添加氧化物,利用弥散粒子对裂纹的偏转和对位错的钉扎,可以提高材料的断裂韧度和高温强度,被认为是一种改善其力学性能的有效方法[7]。
机械合金化是制备金属间化合物粉末的有效方法。通过机械合金化可以制备晶粒细小、颗粒均匀的合金粉末,而且颗粒尺寸和成分易于得到精确控制[8]。其工艺简单,成本低,尤其适用于组元熔点差别大的材料制备。真空熔炼是目前制备NiAl及其复合材料的常用方法[9],然而该工艺较为复杂,粗大的铸造组织和铸造缺陷严重影响了材料的性能。此外还存在能耗高、周期长的缺点。利用真空热压烧结可以制备晶粒细小,组织均匀的NiAl基复合材料,测试结果表明,其力学性能较好[10]。另外,目前的研究多关注于NiAl单晶的制备,如Bridgeman法制备NiAl单晶高压涡轮导向叶片和涡轮动叶片[11],但鲜见NiAl-Al2O3复合材料成形技术的研究。NiAl-Al2O3的硬度高、室温塑性差,常规机械加工方法成形零件非常困难,迫切需要研究其近净成形技术。烧结-锻造结合了粉末冶金和传统的锻造工艺的特点,材料利用率高,不需要二次加工,是一种节能高效的成形技术[12]。
本工作以Ni粉和Al粉为原料,通过机械合金化制备了NiAl-5%Al2O3(体积分数/下同)粉末,并通过真空热压烧结制备了亚微米晶NiAl-5%Al2O3复合材料,分析了其组织和机械性能。同时还采用烧结-锻造技术制成了该材料的前缘模拟件。
1 实验方法
实验原材料为高纯度的Ni粉(纯度为99.9at%,20μm)和 Al粉(纯度为 99.9at%,25μm),按照名义成分NiAl-5%Al2O3进行配比。机械合金化在带有冷却水的MA-1型搅拌式球磨机上进行,选用直径为8mm的GCr15轴承钢球作磨球,球料比为10∶1(质量比),转速为300r/min。球磨罐密封抽真空后,灌入高纯氩气,并反复抽真空-灌氩气5次。球磨2h后,球磨罐中通入空气并继续球磨22h。
NiAl-5%Al2O3复合材料的烧结在ZRY-55型真空热压烧结炉中进行。烧结所用模具为高强石墨,装料前在模具内壁上均匀涂抹BN,烧结中的升温速率为 15℃/min,压力为 40MPa,保压时间30min,保压结束后随炉冷却。为了寻求最佳烧结温度,烧结分别在1200℃,1300℃和1400℃进行。
前缘模拟件的烧结-锻造在ZRY-55型真空热压烧结炉中进行。模具示意图如图1所示。烧结-锻造模具包括模套、分瓣模、凸模和凹模四部分。分瓣模由两个模瓣组成,并在模具内壁及凸、凹模端面涂抹BN,以方便脱模。粉装入模具后,室温下采用10MPa的单向压力预压,再进行烧结-锻造工艺。烧结温度为1300℃,升温速率为15℃/min,保温10min后,施加40MPa的单向压力并持续30min,然后随炉冷却。
在Rigaku D/max-r B X射线衍射仪(XRD)上进行粉及烧结件的物相分析。利用线切割从热压烧结的块体复合材料和烧结-锻造的前缘上取样进行微观组织观察和性能测试。通过Archimedes排水法计算材料的致密度。在HVS-5型维氏硬度计上测定材料的硬度,载荷为49N,加载时间为10s,取5个点的硬度平均值。在Instron万能试验机上,用单边切口直通梁法(SENB)测定材料的断裂韧度,试样尺寸为2mm×4mm×20mm,切口深度2mm,标距为16mm,加载速率0.05mm/min,测试结果取5个试样的平均值。在Gleeble 1500D上测试了材料的压缩强度,试样尺寸为φ 4 mm×6mm,测试的温度范围为室温到1200℃,应变速率为1×10-2s-1。利用日立S-4700扫描电镜(SEM)观察和分析试样的组织和断口。在FEI TECNHI G2 F30透射电镜(TEM)上进行了材料的组织观察。
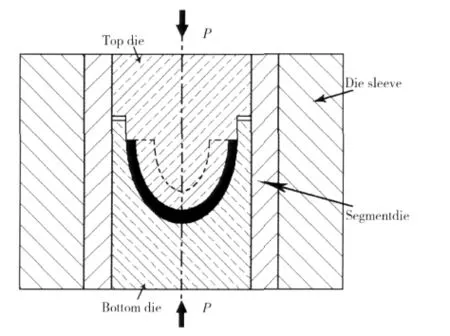
图1 前缘模拟件成形模具示意图Fig.1 Schedule drawing for die of leading edge
2 实验结果与讨论
2.1 机械合金化
合适的球磨时间有利于获得颗粒细小、均匀的合金粉末,进而获得质量较高的烧结件。图2为机械合金化过程中粉末的形貌变化。球磨40min后,粉末尺寸出现增大趋势(图2a),并在球磨80min时达到最大值,约100μm(图2b)。在后续的球磨中,粉末颗粒尺寸逐渐减小。球磨22h后,粉末颗粒细化至8μm左右(图2e);继续球磨至24h,粉末尺寸不再有明显的细化,且出现明显的团聚现象(图2f)。因而,22h是比较理想的球磨时间。
机械合金化是一个冷焊-破碎-再冷焊循环往复的过程。在球磨初始,粉末在磨球的碾压和冷镦作用下相互焊合在一起。此时加工硬化程度低,粉末中缺陷少,并不发生粉末的碎裂,因此粉末尺寸急剧增加。随球磨时间延长,加工硬化作用明显增加,粉体在应力和应变作用下产生大量缺陷。这些缺陷诱发微裂纹并最终导致粉末的破碎。破碎后的粉末又在磨球碾压、冷镦作用下焊合在一起。首次出现断裂频率和焊合频率相等时,粉体尺寸达到最大值。后续的球磨中,加工硬化的程度增加。因此,随球磨时间延长,粉末将逐渐细化。再次达到冷焊和断裂平衡时,粉末颗粒尺寸趋于稳定,不再随时间延长有明显变化[13]。
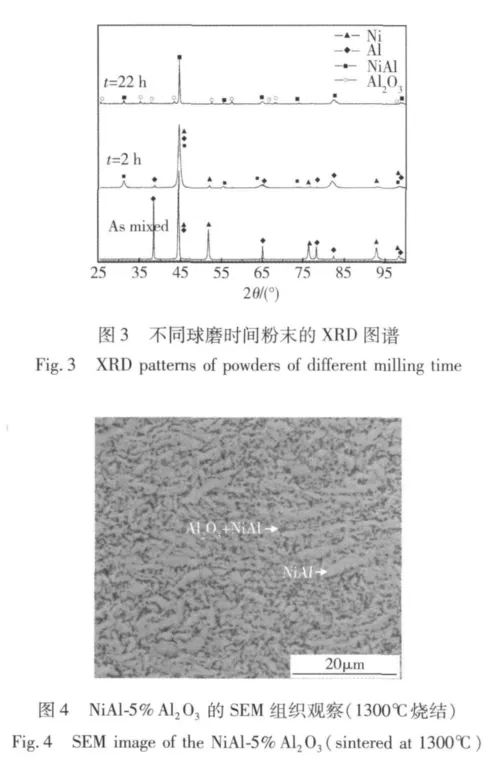
图3为机械合金化后粉末的XRD图谱。由图可以看出,经2h球磨,Ni和Al的衍射峰明显降低,同时观察到NiAl衍射峰出现,这表明大部分Ni和Al已经合金化为NiAl。后续的球磨在空气中进行,由于氧气的介入,球磨过程伴随着剩余Ni,Al的合金化和Al的氧化。机械球磨22h后,Ni和Al的衍射峰完全消失,并观察到Al2O3衍射峰。
合适的烧结温度对于细晶材料的制备非常重要。一方面,为了保持晶粒细小,希望烧结温度尽可能低;另一方面,为了保证材料致密,希望烧结温度尽可能高。为了探索最佳的烧结温度,本工作选择了1200℃,1300℃和1400℃三个温度对粉末进行烧结。
利用Archimedes排水法测得各烧结温度下材料的相对密度。1200℃烧结件的致密度为93.6%,1300℃和1400℃烧结件的致密度分别为96.4%和96.6%。可见1200℃温度较低,不能使材料充分烧结。图4为1300℃烧结后NiAl-5%Al2O3组织的背散射电子像。EDS分析结果表明,白色区域和灰色区域的成分(原子分数/%)分别为 50.24Ni-49.76Al和 30.77Ni-46.15Al-23.08O。由此可以确定,白色区域为NiAl,灰色区域为NiAl和Al2O3。

图2 球磨过程中粉末的SEM形貌(a)40min;(b)80min;(c)2h;(d)6h;(e)22h;(f)24hFig.2 SEM morphology of powders milled for 40min(a),80min(b),2h(c),6h(d),22h and(f)24h(e)
2.2 NiAl-Al2O3的显微组织
图5a的透射电镜明场像证实了Al2O3在NiAl基体中的分布。大部分NiAl晶粒的尺寸在100~600nm之间,平均晶粒尺寸约400nm,但也观察到了少量大于1μm的晶粒。Al2O3颗粒在NiAl基体中弥散分布,晶粒尺寸在50~200nm之间,平均晶粒尺寸约100nm。较小的Al2O3颗粒分布在较大的NiAl晶粒内,形成“内晶型”结构 (图5a),较大的颗粒分布在NiAl基体的晶界处,形成“晶界型”结构。由于 Al2O3的钉扎,NiAl晶粒呈不规则外形。图5b为1400℃热压烧结件的明场像,可以看出晶粒明显长大。提高烧结温度能够使烧结充分进行,提高材料致密度,但同时也会造成晶粒长大。
2.3 NiAl-Al2O3的力学性能
单边切口直通梁法测试结果表明,在1300℃和1400℃制备的材料的室温断裂韧度分别为7.5MPa·m1/2和 6.9MPa·m1/2,比细晶 NiAl[14]分别提高了27%和17%。由此可见,1300℃是比较理想的烧结温度。
选择1300℃真空热压烧结制备的材料作为测试样品,在Gleeble 1500D上测试了材料的压缩性能。图6为压缩测试的真应力-真应变曲线,从图中可以看出,材料的屈服强度受温度的影响比较显著,随着温度的升高,屈服强度迅速降低。室温下,材料的压缩屈服强度高达1630MPa。当温度超过300℃时,屈服强度迅速下降,伴随着压缩变形量的明显增加,试样不再碎裂。温度超过1000℃后,材料的屈服强度进一步降低。1200℃压缩屈服强度仍可达107MPa。
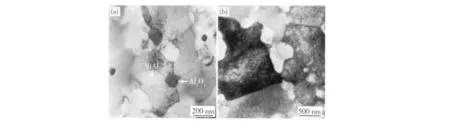
图5 NiAl-5%Al2O3的TEM观察Fig.5 TEM micrographs of NiAl-5%Al2O3
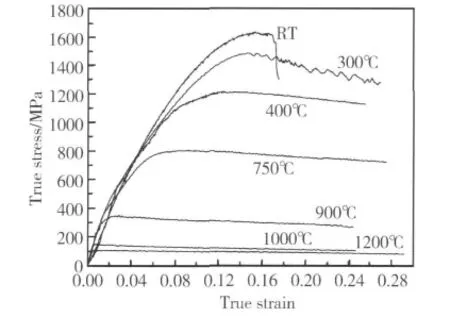
图6 NiAl-5%Al2O3块体材料的压缩真应力-真应变曲线(1300℃烧结)Fig.6 The compressive true stress-strain curves of NiAl-5%Al2O3bulk materials(sintered at 1300℃)
材料压缩强度和断裂韧度的提高是细晶强化和弥散相强化共同作用的结果。
研究表明[6],细晶强化机制是材料在室温的主要强化机制,这种强化机制可以维持到中温(<0.5Tm);在超过NiAl基体熔点的50%(即>0.5Tm)时,弥散强化机制成为材料的主要强化机制。
同时,晶粒细化能够提高材料的断裂韧度。随着晶粒细化,晶粒内的空位和位错都比较少,位错塞积减少,能够减小应力集中,从而推迟了微孔和裂纹的形成;此外,晶粒越细,晶界越曲折,越不利于裂纹的扩展。在1400℃烧结温度下制备的材料断裂韧度相对较低,是因为过高的烧结温度造成了晶粒长大,降低了晶粒细化对韧性增强的影响。材料的断裂韧度同样受弥散相的影响。当裂纹尖端扩展到Al2O3颗粒时,如果外加应力不再增加,则裂纹就会在此处钉扎,不再继续扩展;如果外加应力继续增大,裂纹将会绕过或穿过Al2O3颗粒,消耗更多的能量,使得材料的断裂韧度提高。
晶粒细化和弥散相对材料力学性能的影响并不是孤立的。Al2O3的钉扎可以抑制NiAl晶粒长大,细化晶粒;而NiAl晶粒长大过程中对Al2O3颗粒的推挤作用,以及相邻晶粒共同晶界的迁移也可以影响弥散相的分布。有研究表明,当弥散相发生一定程度的偏聚时,会加大裂纹偏转的程度,从而提高材料的韧性[16]。此外,需要注意的是,Al2O3弥散相对材料力学性能也有不利的影响。在变形过程中,强化相和基体的界面处容易产生微裂纹;同时强化相对位错的钉扎会使位错运动受阻,降低材料的塑性。微裂纹的产生与强化相尺寸密切相关。尺寸较大的强化相容易在其与基体界面上形成较大的微裂纹;较小的强化相不易产生微裂纹,或者产生较小的微裂纹[17]。本工作中,由于强化相是在球磨过程中原位反应生成的,尺寸非常细小(约100nm),因而,其所带来的不利影响被弱化,但在低温测试中(≤300℃),较大压缩变形量下依然观察到试样的碎裂,表现出较差的塑性。
1300℃烧结件的断口形貌如图7所示,可见材料的断裂方式为沿晶、穿晶混合断裂。较大NiAl晶粒为穿晶断裂,较小的 NiAl晶粒和晶界聚集的Al2O3为沿晶断裂。穿晶断裂是“晶界型”和“内晶型”Al2O3共同作用的结果。“晶界型”Al2O3对裂纹扩展起阻碍作用,裂纹会在更大的外力作用下偏折进入晶内;另一方面,Al2O3的热膨胀系数小于NiAl基体,“内晶型”Al2O3冷却过程中会对NiAl晶粒产生径向压应力和周向拉应力,冷却后,热应力降低了晶界强度,使得裂纹容易扩展到晶粒内部,形成穿晶断裂。
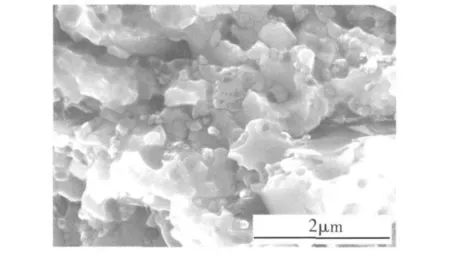
图7 NiAl-5%Al2O3的断口形貌Fig.7 Fracture surfaces of NiAl-5%Al2O3
2.4 前缘模拟件的烧结-锻造
烧结-锻造工艺兼有粉末冶金和精密锻造的优点。其工艺简单,材料利用率高;在热锻过程中,金属材料在高温下有良好的流动性和延展性,能够提高零件的致密度和综合机械性能。烧结-锻造过程中,达到预定温度并保温10min后,施加40MPa单向压力。图8a为烧结-锻造过程的压下量与时间关系曲线。在烧结-锻造初期,粉末颗粒发生移动和重新排列,材料致密化速率很大;在烧结-锻造中期,初步致密化的材料发生塑性变形,孔隙缩小,此时,致密化速率减慢;在烧结-锻造末期,材料接近最终密度时,塑性流动基本消失,依靠扩散、蠕变达到最终密度[18]。
烧结-锻造成形的前缘模拟件如图8b所示,材料完全充满型腔,零件表面质量较好,无飞边、毛刺,成形精度较高。为测量材料维氏硬度和观察其显微组织,分别从零件的A和B处取样。硬度测试结果表明,A处和B处的硬度分别为586.25HV和575.30HV,材料的高硬度是细晶强化和弥散相强化共同作用的结果。材料显微组织的TEM明场像如图9所示,图9a,b分别对应图8中的A和B部位,其NiAl的晶粒尺寸分别约为450nm和550nm,与热压烧结制备的块体材料相比,B处晶粒稍有长大。热压烧结过程是在压力状态下进行,晶粒的长大受到一定程度的抑制。而烧结-锻造的初始阶段没有施加压力,晶粒生长受到的抑制较少,导致其晶粒尺寸略大于热压烧结材料。由于在烧结-锻造的后期阶段施加压力,A处在上模下压过程中向上挤出,晶粒生长受到一定程度的抑制,限制了晶粒的长大,因而其晶粒尺寸稍小于B处。

图8 烧结-锻造过程的压下量-时间曲线(a)和前缘模拟件(b)Fig.8 Stroke-time curve of sinter-forging(a)and leading edge(b)
3 结论
(1)通过300r/min,22h机械合金化和1300℃真空热压烧结制备了致密度达到96.4%的NiAl-Al2O3复合材料。NiAl平均晶粒尺寸约400nm,Al2O3平均晶粒尺寸约100nm。
(2)Al2O3颗粒在 NiAl-Al2O3弥散分布,较大的Al2O3颗粒分布在NiAl基体的晶界上,形成“晶界型”结构;较小的Al2O3颗粒进入NiAl晶粒内部形成“内晶型”结构。“晶界型”和“内晶型”Al2O3颗粒的共同作用导致了NiAl晶粒的穿晶断裂。
(3)经1300℃真空热压烧结,材料的室温断裂韧度达 7.5MPa·m1/2,室温压缩屈服强度达1630MPa,断裂韧度和室温屈服强度的提高是细晶强化和弥散相强化共同作用的结果。1200℃压缩测试中,材料压缩屈服强度仍可达107MPa,其高温屈服强度的提高主要是由于Al2O3对位错的钉扎作用。
(4)利用烧结-锻造工艺成形了前缘模拟件,材料完全充满型腔,零件表面质量较好,无飞边、毛刺,成形精度较高。与热压烧结块体材料相比,晶粒稍有长大。零件硬度达575HV以上。
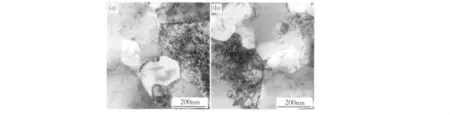
图9 烧结-锻造制备的前缘模拟件透射电镜明场像Fig.9 TEM bright field image of the samples taken at position A(a)and B(b)
[1]SUBRAMANIAN P R,MENDIRATTA M G,DIMIDUK D M.The development of Nb-based advanced intermetallic alloys for structural applications[J].Journal of Metallurgy,1996,48:33-38.
[2]ALBITER A,SALAZAR M,BEDOLLA E,et al.Improvement of the mechanical properties in a nanocrystalline NiAl intermetallic alloy with Fe,Ga and Mo additions[J].Materials Science and Engineering(A),2003,347(1~2):154-164.
[3]CAMMAROTA G P,CASAGRANDE A.Effect of ternary additions of iron on microstructure and microhardness of the intermetallic NiAl in reactive sintering[J].Journal of Alloys and Compounds,2004,381(1~2):208-214.
[4]LEE W W,LEE D B,KIM M H.High temperature oxidation of an oxide-dispersion strengthened NiAl[J].Intermetallics,1999,7(12):1361-1366.
[5]WITKIN D B,LAVERNIA E J.Synthesis and mechanical behavior of nanostructured materials via cryomilling[J].Progress in Materials Science,2006,51(1):1-60.
[6]郭建亭.有序金属间化合物镍铝合金[M].北京:科学出版社,2003:610.
[7]CHANG S T,TUAN W H,YOU H C,et al.Effect of surface grinding on the strength of NiAl and Al2O3/NiAl composites[J].Materials Chemistry and Physics,1999,59(3):220-224.
[8]刘长松,殷声.自蔓延高温合成(SHS)反应机械合金化[J].稀有金属,1999,23(2):137-141.
[9]郭建亭.金属间化合物NiAl的研究进展[J].中南大学学报(自然科学版),2007,38(6):1013-1027.
[10]PENG L M.Fabrication and mechanical properties of microalloyed and ceramic particulate reinforced NiAl-based alloys[J].Journal of Alloys and Compounds,2007,440(1~2):150-153.
[11]DAROLIA R,WALSTON W S,NATHAL M V.NiAl alloys for turbine airfoils[J].Supperalloys,1996,18(3):561-570.
[12]PARK J O,KIM K J,KANG D Y,et al.An experimental study on the optimization of powder forging process parameters for an aluminum-alloy piston[J].Journal of Materials Processing Technology,2001,113(1~3):486-492.
[13]李小强,胡连喜,王尔德.Ti-Al二元粉末机械合金化过程中组织结构的变化[J].稀有金属材料与工程,2001,30(3):183-186.
[14]邢占平,于立国,郭建亭.NiAl-TiC原位复合材料的室温韧化机制研究[J].材料工程,1997,(5):20-22.
[15]UR S C,NASH P.Secondary recrystallization and high temperature compressive properties of ODS MA NiAl[J].Scripta Materialia,2002,47(6):405-409.
[16]李慧,韩萍,齐义辉.NiAl金属间化合物的韧化方法与机制[J].辽宁工学院学报,2006,26(6):394-398.
[17]李玉清,刘锦岩.高温合金晶界间隙相[M].北京:冶金工业出版社,1990:380.
[18]黄培云.粉末冶金原理[M].北京:冶金工业出版社,1982:334-340.
