应用发那科系统实现电动刀架在数控车床的应用
2011-08-26刘丽红
刘丽红
LIU Li-hong
(沈阳职业技术学院,沈阳 110045)
0 引言
在自动换刀数控机床上,对自动换刀装置的基本要求是:换刀时间短,刀具重复定位精度高,足够的刀具存储量,刀库占地面积小及安全可靠等。由于液压对环境的污染以及系统笨重、效率低等原因,电动刀架的发展正在逐步取代传统的液压刀架。并通过 PLC 合理地控制,在 NC 机床上得到了应用,换刀时间比液压刀架缩短了 1/5,性能良好,工作稳定可靠。
1 电动刀架结构
1.1 电动刀架的控制工作程序
该刀架采用三联齿盘作为分度定位元件。由电机驱动后,通过一对齿轮和一套行星轮系进行分度传动。工作程序为:PLC 控制系统发出转位信号后,刀架上的电机制动器松开,电源接通,电机开始工作,通过齿轮 2、3 带动行星轮系 4 旋转,这时小齿轮 5 为定齿轮,由于与行星轮 4 啮合的齿轮 5、23 齿数不同,行星轮4 带动空套齿轮 23旋转,空套齿轮带动滚轮架8 转过预置角度,使端齿盘后面的端面凸轮松开,端齿盘向后移动脱开端齿啮合,滚轮架 8 受到端齿盘后端面键槽的限制停止转动,这时空套齿轮23 成为定齿轮,行星齿轮4 通过齿轮5 带动主轴 11 旋转,实现转位分度,当主轴转到预选位置时,角度编码器21 发出信号,电磁铁 17 向下将插销13 压入主轴 11 的凹槽中,主轴 11 停止转动,预分度接近开关 18给电机发出信号,电机开始反向旋转。通过齿轮2 与3,行星齿轮4 和空套齿轮 23,带动滚轮架8反转,滚轮压紧凸轮,使端齿盘向前移动,端齿盘重新啮合,这时锁紧接近开关 19 发出信号,切断电机电源,制动器通电刹紧电机,电磁铁断电,插销 13 被弹簧弹回,转位工作结束,主机可以开始工作。
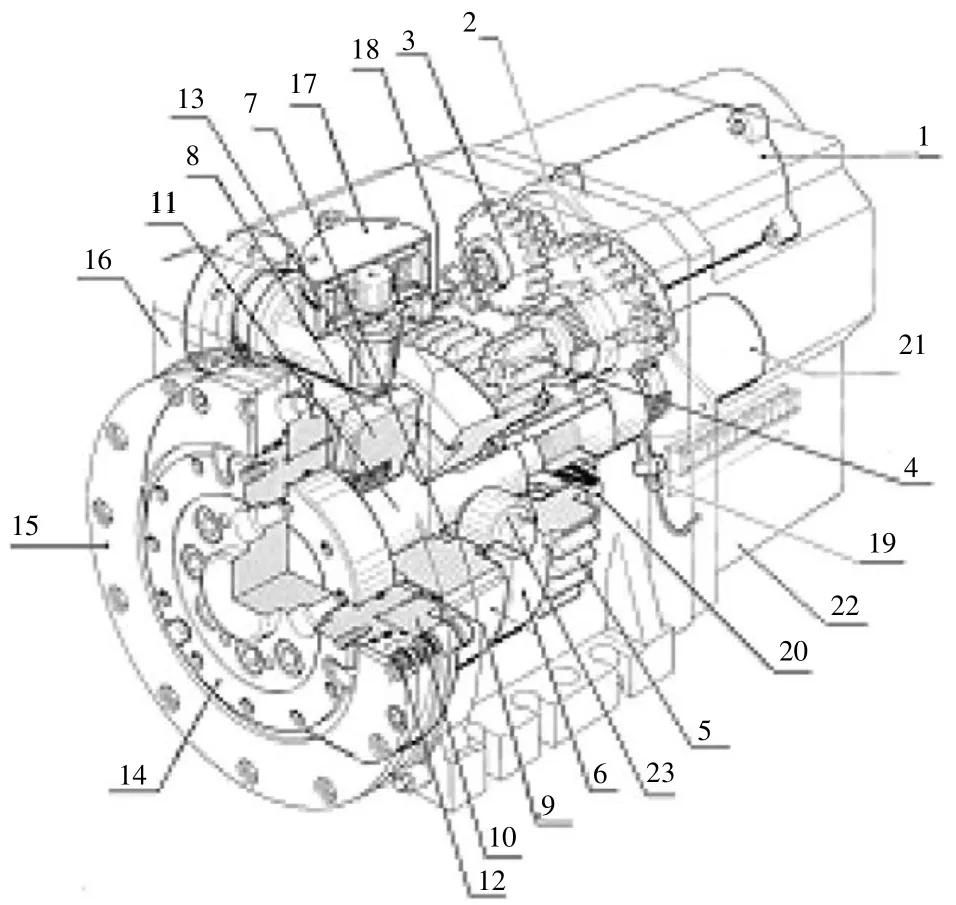
图1 电动刀架结构
1.2 操作流程图
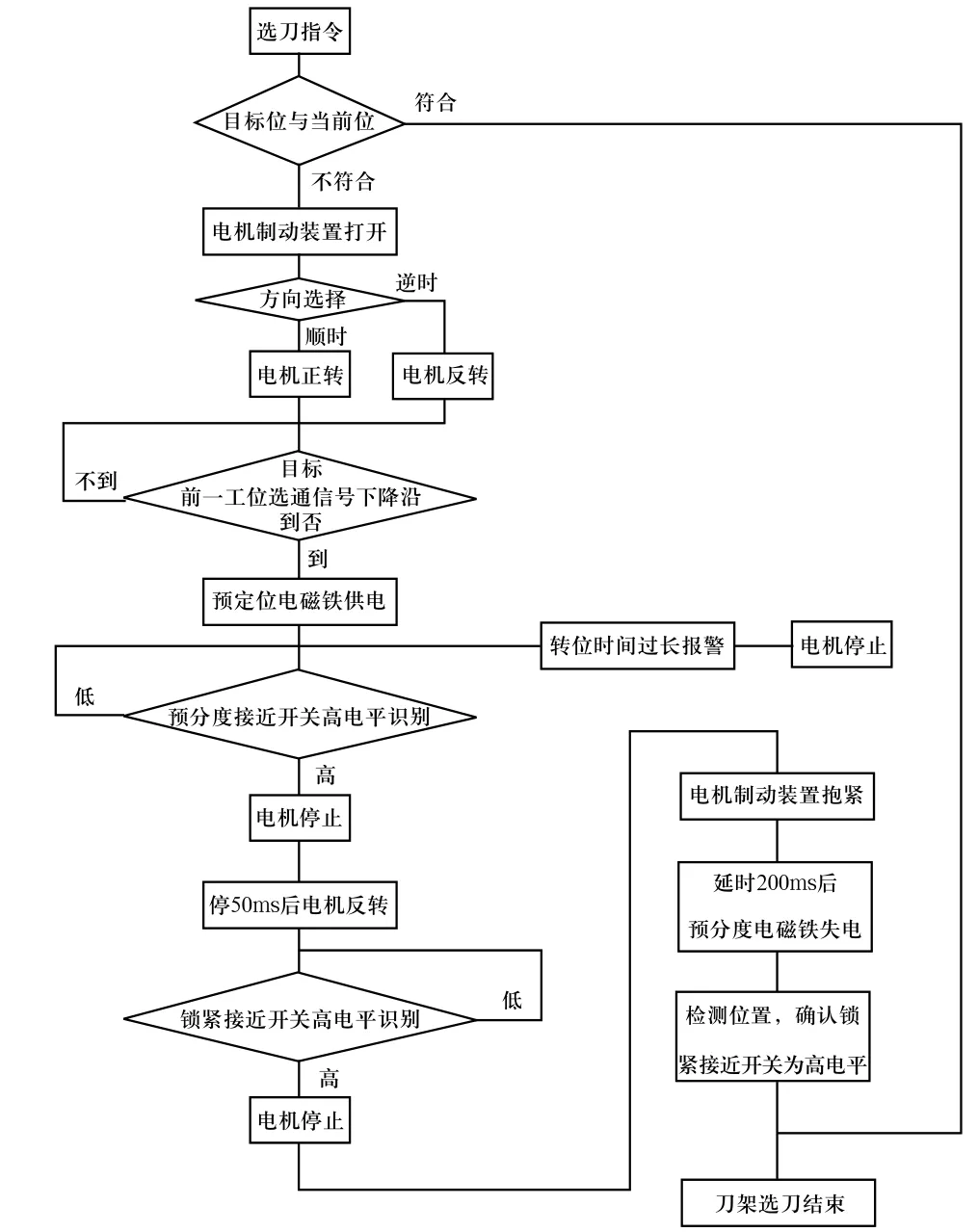
图2 操作流程图
1.3 运行信号说明
1.3.1 编码器真值表

1.3.2 刀架电器部件分布图
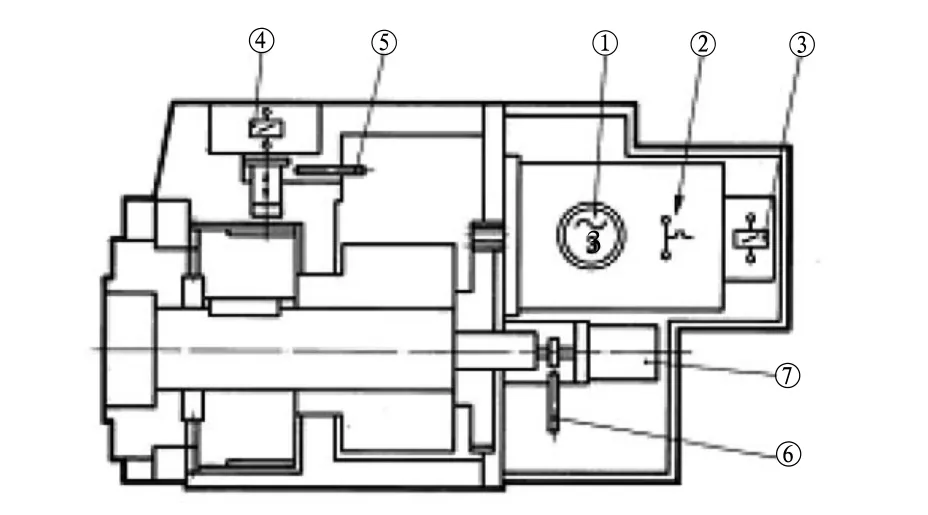
图3 刀架电器部件分布图
1.3.3 运行过程说明
刀架转位必须先松开制动装置,然后才能给电机供电,按选择方向旋转。当编码器前一工位的选通信号下降沿到达时,则预分度电磁铁立即供电(选通信号下降沿到达至电磁铁供电最大延迟须小于 60ms)。电磁铁得电后,待预定位电磁铁插销插入主轴等分键槽内,回转被迫停止,预分度接近开关发出信号(由“0”上跳为“1”),PLC 收到此信号后,使电机立即停止,以50ms暂停后,电机反向旋转使刀架锁紧定位。刀架锁紧定位后,锁紧接近开关输出有“0”跳变到“1”。该信号发出立即使电机停止,制动装置线圈得电(锁紧接近开关发出信号至电机停止,制动最大延迟小于60ms)。锁紧开关发出锁紧信号后,PLC 控制系统应进行位置检测,以发出允许刀架进行切削加工工件的指令。200ms后预分度电磁铁断电。
特别注意:1)刀架电机的保护:(1)刀架转位过程中,一定时间(约6 秒)内找不到工位时,电机断电;(2)预分度电磁铁通电 1.5 秒后,如果见不到预分度传感器信号,应立即给电机断电;(3)刀架电机反转锁紧过程中,2 秒钟之内见不到锁紧传感器信号,应立即给电机断电。2)如果刀架在转位过程中电控部分故障急停,再次启动时必须沿停止前的运动方向重新开始。
2 PLC 控制系统的确定及线路设计
2.1 PLC I/O 地址分配
1) 输入信号设有:自动状态按钮 SB1(X40.0);手动状态按钮SB2(X42.5);手动选刀按钮SB3(X44.4);急停按钮SB4(X8.4);编码器信号 20(X5.0),21(X5.1),22(X5.2),23(X5.3), 奇偶校验信号(X5.4),选通信号(X5.5);预定位检测开关SQ29(X5.6);电机过热检测开关SQ27(X6.0);刀架锁紧检测开关SQ28(X6.7);
2)输出信号设有:刀架电机正转控制 KA1(Y4.4);刀架电机反转控制KA2(Y4.5);刀架电机制动电磁铁控制 KA3(Y4.6);刀架预分度电磁铁控制 KA4(Y5.7);自动状态指示灯 EL1(Y8.0);手动状态指示灯EL2(Y10.5);手动选刀指示灯EL3(Y12.4);
2.2 控制线路图
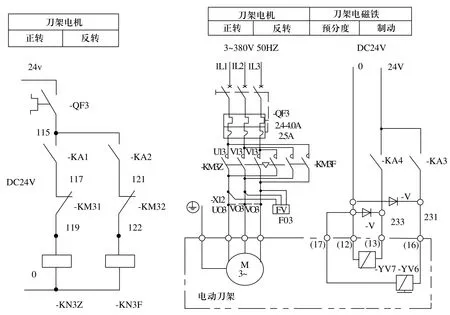
图4 控制线路图
2.3 控制说明
在编制一个PLC 程序之前,要详细了解机械结构及动作控制过程,才能设计合理的PLC 程序。理想的PLC程序除能满足控制要求外,还要考虑问题全面,系统设有自动和手动两种工作状态。当 SB1按钮接通时,LE1 指示灯亮,自动工作状态有效,通过输入 T 代码来自动选刀,1 工位~12工位的代码为T0100~T 1200。当SB2 按钮接通时,LE2 指示灯亮,手动工作状态有效,通过按手动选刀按钮可进行调整工作。
3 结束语
理想的PLC程序除能满足控制要求外,还要考虑问题全面,防止误操作及突发故障,应根据步步检索,处处保护的原则,即上一个动作未完成,下一个动作不得执行。程序中各种安全保护措施要到位,并且应具有步数少,顺序处理时间短和易于理解的特点。
[1]王立权.机电控制与可编程序控制器.中央广播电视大学.
[2]谭定忠, 等. 传感器与测试激技术. 中央广播电视大学.
[3]刘文波. 机床数控技术. 东北大学.
[4]王柄实. 机床电气控制技术. 济南大学.
