PLC和触摸屏在耐压试验监控系统中的应用
2011-08-16李丙林宋殿斌刘克平
李丙林, 宋殿斌, 刘克平
(1.长春工业大学电气与电子工程学院,吉林长春 130012;2.国电龙华延吉热电有限公司,吉林延吉 133000)
0 引 言
随着工业基础设施与装备制造业的进步,越来越多的密封性管件应用于能源、石油化工等领域,但是密封管件的跑、冒、滴、漏会给人身安全、环境、经济效益等带来极大的危害;同时人们对健康、环保质量要求日益提高,因此,对管件密封质量及强度提出更高要求。而目前管件耐压试验多数是通过简单设备和人工目测方式进行,其检测数据通过人工进行记录、统计,工作效率低,可靠性差。因此,在目前全社会都在大力倡导健康、环保的背景下,我们研制了基于S7-200PLC和MCGS嵌入式组态软件的耐压试验监控系统,利用PLC功能强、可靠性高、抗干扰能力强,以及接线简单、编程灵活、方便和触摸屏具有友好的人机界面及便捷灵活的组态编程等优点,很好地弥补了传统管件耐压试验的缺陷。耐压试验分水压试验和气压试验。水压试验即使万一容器破裂只会漏水,对试验人员的伤害很小,用压缩空气试验时容器破裂是要爆炸的。本系统属水压试验系统,本水压试验是一种利用油水平衡控制对管件进行的静水压试验。
1 监控系统耐压试验工艺
试验系统主要由以下几部分组成:管件传送装置、水路系统、油路系统和监控系统。管件传送装置负责管件的进出传送,水路系统负责管件进行静水压试验时向管件里充水打压,油路系统负责管件静水压试验时控制封头实现管端油水压力平衡。监控系统是核心部分,实现试验管件相关参数的现场采集和实时监控及管理,其试验工艺如下:
1)将需测试的管件放置于测试平台,由操作人员根据管件的需要在触摸屏设置的配方中选择管件,系统将自动生成所选管件的相关参数,操作人员将相关参数下载到PLC中进行耐压试验。
2)PLC采集实时压力,并在上位机显示实时压力曲线。当实时压力达到设定压力时自动计时;当时间到判断实时压力是否小于设定压力,如果小于,则提示管件不合格,反之合格。
3)对于大管件,打压设定时间长,当时间没有到而明显失压不合格时,操作人员通过按触摸屏上的“不合格”按钮自动记录当前测试结果。
4)当实时压力超压、PLC和触摸屏通讯故障时,触摸屏报警并以动画闪烁提示操作人员。
5)当PLC中合格与不合格信号上升沿到来时,触摸屏自动保存测试结果并存入历史数据中。
6)当操作人员按触摸屏上的保存按钮时,自动把当前实时数据和历史曲线屏幕拷成位图bmp格式以作为测试报表打印输出。所有测试数据可以导到U盘存储,以备日后查询打印。
7)采用PLC构建的电气控制系统,一方面完成设备运行的所有控制信号采集、运算处理和向设备输出驱动控制信号,控制设备运行;另一方面PLC同时将设备运行的状态信号传送到上位计算机,通过由组态软件构建的监控系统,实现设备的实时可视化监控。
2 监控系统构成
为方便值班人员及时了解运行情况和实施操作,选用PLC和触摸屏相结合技术构筑上下层分布的计算机控制系统,系统主要由上位机和下位机组成,二者通过RS485串口进行通讯。
2.1 下位机
下位机采用西门子 s7-200PLC,是SIEMENS公司推出的一种小型PLC,它结构紧凑、扩展性良好、指令功能强大、价格低廉,成为当代各种小型控制工程的理想控制器。S7-200的编程软件可以方便地在Windows环境下对PLC编程、调试、监控,使得PLC的编程更加方便、快捷。可以说,S7-200可以完美地满足各种小规模控制系统的要求。它负责将现场压力传感器传送来的0~10V标准信号做量程标定,转换为实时压力值,并传送给上位机进行实时显示,同时它又接受上位机的控制指令,实现实时压力与设定压力比较,结果决定检测产品是否合格,再将结果传送给触摸屏,从而实现系统整体自动协调动作,完成管件的静水压试验。PLC主要完成的工作流程如图1所示。
2.2 上位机
上位机采用昆仑通态 TPC1262H真彩触摸屏,TPC1262H是一套以嵌入式低功耗CPU为核心(主频400 MHz)的高性能嵌入式一体化工控机。该产品设计采用了12.1英寸高亮度TFT液晶显示屏(分辨率800×600),以及具有良好的电磁屏蔽性。美观坚固的铝合金结构。同时,还预装了微软嵌入式实时多任务操作系统WinCE.NAT和MCGS嵌入式组态软件。全中文工控组态软件MCGS可用来快速构造和生成上位机监控系统的组态软件系统,为用户提供了从设备驱动、数据采集到数据处理、报警处理、流程控制、动画显示、报表输出等解决实际工程问题的完整方案和开发平台。MCGS组态软件通过设备驱动程序从现场PLC控制器获取实时数据,对数据进行必要的加工后,一方面以图形的方式直观地显示在上位机屏幕上;另一方面按照组态要求和操作人员的指令将控制数据送给现场硬件设备,对执行机构实施控制或调整控制参数。上位机完成设备运行的所有控制信号采集、运算处理和向设备输出驱动控制信号,控制设备运行,同时,通过RS485串口接收PLC发送的设备运行的状态信号。

图1 PLC流程图
2.2.1 系统界面
为了更好地实现耐压试验系统的优化运行,监控系统设计由一系列生动直观的界面组成,依托数据库相互联系,为操作员提供丰富的信息和全面的人机交互功能。耐压试验监控系统触摸屏主要窗口界面如下:登录界面、测试窗口、报警画面、历史数据画面、查询画面、公司简介及帮助界面等。接下来重点介绍难点问题的解决。
在测试画面中可进行编辑、查看管件检测配方,本系统配方数据存储于HMI,并由HMI显示所有配方数据。通过对S7-200PLC设备构件的组态,可方便地在上位机进行配方远程运行控制,用户在上位机选取特定检测配方,按下“下载”按钮,通过设备命令SetDevice下载到PLC中指定地址,作为当前管件检测配方,规定了当前管件检测各种参数。通过命令 RecipeLoadByDialog调出配方查看对话框,可查看配方数据,同时可编辑指定的元件配方数据。在运行时元件的设定参数在测试画面中会显示出来;该系统采用实时监控技术,通过组态软件MCGS实现对系统所有运行参数的实时监控,使得所有从现场监测到的元件参数的当前运行状态也可以在测试画面中显示,这样操作人员就可以方便、快速地了解耐压试验监控系统各部分的运行情况。
此窗口还包含实时趋势曲线画面,实时曲线构件是用曲线显示设定压力和实时压力数据对象数值的动画图形,象笔绘记录仪一样实时记录数据对象值的变化情况,可将检测结果较直观地展示给操作人员。自动生成数据报表,克服了以前人工记录数据的繁琐与随意性。本监控系统根据操作人员的不同,设定不同的使用权限,有效地保证了系统操作的安全性。测试画面如图2所示。
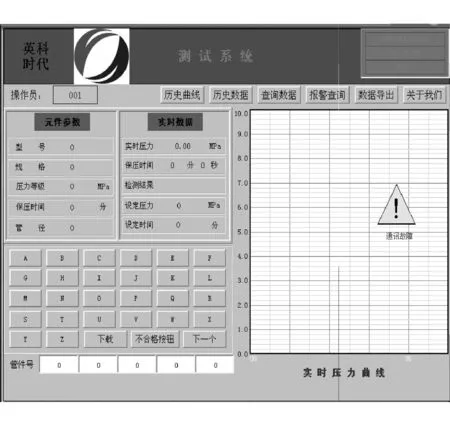
图2 测试画面
2.2.2 屏幕截图功能与存储
为了方便直观地使用户查询每一管件试验情况,本系统利用MCGS嵌入版T PC系统控制设备构件,开发了屏幕截图功能,将每个管件试验实时值及实时曲线通过截图功能捕捉存盘,以备事后分析规划。屏幕截图画面如图3所示。
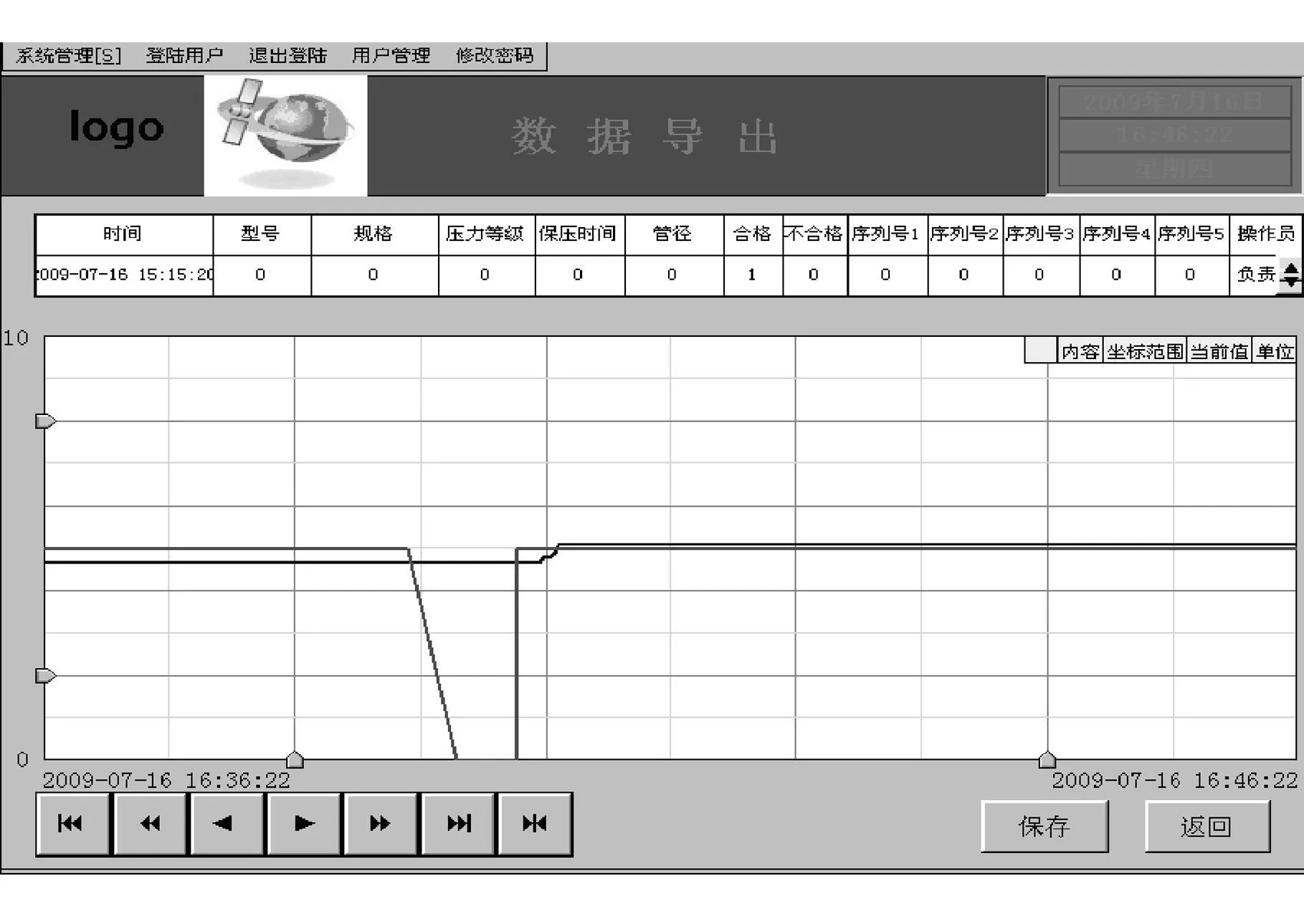
图3 屏幕截图画面
首先正确安装TPC系统控制构件驱动,将驱动拷贝在目录D:MCGSEProgramDrivers用户定制设备下。在设备窗口内正确配置设备构件,并根据外部设备的类型和特征,设置相关的属性,以对象的形式与外部设备建立数据的传输通道连接。系统运行过程中,设备构件由设备窗口统一调度管理,通过通道连接,向实时数据库提供从外部设备采集到的数据,从实时数据库查询控制参数,发送给系统其它部分,进行控制运算和流程调度,实现对设备工作状态的实时检测和过程的自动控制;其次正确使用设备命令,设备命令格式如图4所示。

图4 设备命令格式
在脚本程序中利用数据对象操作函数的存盘操作功能,可在运行过程中向实时数据库发出信息,通知实时数据库把指定组对象的值进行存储处理。然后通过脚本程序的组态配置来实现自动的有条件控制的存盘功能。本系统主要通过事件策略和脚本程序来实现存盘控制。
事件策略由用户在组态时创建,当对应表达式的某种事件状态产生时,事件策略被系统自动调用一次。本系统中当关联数据对象X满足条件即正跳变一次,事件策略执行一次,事件策略如下:
IF i<100 THEN i=i+1
IF i=1 THEN !SetDevice(设备1,6,"SaveScreen(usb
harddiskscreen1.bmp)")
IF i=2 THEN !SetDevice(设备1,6,"SaveScreen(usb harddiskscreen2.bmp)")
IF i=3 THEN !SetDevice(设备1,6,"SaveScreen(usb
harddiskscreen3.bmp)")
……
IF i>=100 T HEN i=0
即当i=1时,捕捉屏幕截图,并存储到U盘中,之后 X再满足条件,即正跳变一次时;i=2时,就再截图,并存储到 U盘中,累次截图,直到 i=100时,i=0。这样以此类推,将管件的每次试验的数据和实时曲线存到U盘保存。
3 结 语
与传统的管件耐压试验方法相比,本耐压试验监控系统生产效率高、检测准确性高、使用方便、节省劳动力,而且运行可靠、调节方便、人机界面友好,该系统配置灵活、编程简单且成本低。目前,本系统已被部分客户应用于实际生产,通过现场实际应用,控制效果良好,达到预期的监控目的,在功能上也易于扩充和升级,具有一定的推广价值。
文中创新点:开发了屏幕截图功能,将每个管件试验实时值及实时曲线通过截图功能捕捉存盘,使用户清晰、方便了解历史数据,以备事后分析规划。
[1]廖常初.S7-200 PLC编程及应用[M].北京:机械工业出版社,2007.
[2]严盈富.西门子S7-200PLC入门[M].北京:人民邮电出版社,2007.
[3]葛波,沈文杰,赵旎.工控组态软件的对比及应用[J].计算机测量与控制,2002,10(8):550-552.
[4]陈利军,郭艳玲.PLC和组态王(KingView)在温室监控中的应用[J].中国计量报,2007(1):11-15.
[5]徐春艳,华钢,刘晓东,等.基于 MCGS组态软件的煤矿监控系统的研究[J].工矿自动化,2005(5):28-30.
[6]罗麦丰,陈小祝,霍大勇.西门子S7-200系列PLC在配料生产线上的应用[J].微计算机信息,2007(1/2):106-108.
[7]曹辉,马栋萍,王暄.组态软件技术及应用[M].北京:电子工业出版社,2009.
[8]张文明,刘志军.组态软件控制技术[M].北京:北方交通大学出版社,2006.
[9]闫宝瑞.S7-300可编程控制器和组态王软件在游泳池水处理系统中的应用[J].微计算机信息,2005,22:5-10.
