HXD 3型电力机车主牵引变流器中IGBT的故障分析及技术措施
2011-08-08焉颖
焉 颖
(济南铁路局 济南西机务段,山东济南250021)
IGBT是20世纪80年代出现的一种新型电力电子器件,它把 MOSFET和GTR的优点结合在一起[1],使它成为电力半导体器件的主流器件,尤其在变流领域中得到了广泛应用。
1 IGBT在HXD 3型电力机车CI中的应用
IGBT可视为双极型大功率晶体管与功率场效应晶体管的复合。通过施加正向门极电压形成沟道、提供晶体管基极电流使IGBT导通,反之若提供反向门极电压则可消除沟道、使IGBT因流过反向门极电流而关断。比较而言,IGBT的开关速度低于MOSFET,却明显高于GTR;IGBT的通态压降同GTR相近,但比MOSFET低得多;IGBT的电流、电压等级与GTR接近,而比 MOSFET高,其开关损耗比两者都低得多。而且IGBT正向着高耐压、高频率、大电流、低饱和压降、高可靠、低成本的方向发展。
HXD3型电力机车主牵引变流器为牵引电机提供三相的变频变压电源,由整流器、逆变器(如图1所示)、直流电路滤波电容、真空接触器等主电路部分和无接点控制单元等控制电路部分构成的装置。根据车辆的速度,通过矢量控制,精确快速地控制牵引电机的转矩和转速。IGBT的四象限整流和逆变,对牵引和制动实行连续控制,具有低噪声,省电力等优点。
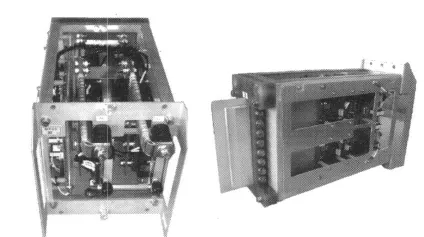
图1 HXD 3机车CI整流器、逆变器单元体
整流器单元使用了模块形IGBT元件,整流方式为二电平电压型PWM方式,通过高速开关元件的使用以及对各组CI控制载波的相位差控制,来降低高次谐波、提高功率因数。逆变器单元同整流器单元一样,使用了同样的IGBT元件、谋求单元的标准化。通过高速IGBT和32b/s高速演算控制装置的配合进行高速矢量控制,提高了电机转矩控制响应速度、实现了高黏着控制和高速的空转惯性补偿控制。
机车再生制动时,逆变器工作在整流状态,四象限整流器工作在逆变状态,并通过中间支流回路向主变压器牵引绕组馈电,将再生能源回馈到接触网。
2 IGBT故障现象及原因分析
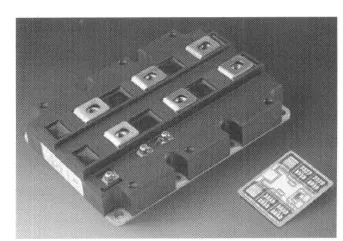
图2 IGBT模块
CI部分的整流和逆变部分所采用的IGBT元件,如图2所示。其额定电压:4 500 V(集电极—发射极之间电压);额定电流900 A(集电极的有效电流值);最大电流1 800 A;使用温度:-40℃~125℃;绝缘耐电压:6 000 V交流(1 min)[2]。IGBT在工作时经常遇到各种工作状况,如过载、桥臂直通、过高的电流增长率、过高的电压增长率、散热不好等,这些都会影响IGBT的正常工作[3],导致IGBT性能下降,甚至烧损IGBT。即使是国外著名大公司的产品,IGBT模块炸损事故也有发生。
机车运行状态中如出现短路,过载等情况,可能会引起IGBT模块粗线键合在芯片与金属焊接处断开,此时在焊点周围会产生金属蒸汽团,在模块中建立起一种等离子体,此类情况较难进行把控。由于内部气体不断膨胀,壳体受到内部压力而破裂。如果内部等离子体密度、压力很大,而外壳密封又很好,所以一旦到达极限时,就会出现类似压力容器爆炸的事故,而且爆炸过程等离子体进入设备中,造成整个系统的严重损坏、甚至造成列车停留在区间,严重影响运输秩序及行车安全,IGBT炸损事故如图3所示。2010年济南西机务段某型号机车途中发生微机显示屏报CI3故障,并且跳主断。回机务段检查发现CI3整流模块U相单元体的IGBT炸损,并且查看此故障记录时发现此故障的故障记录真实存在,如图4所示。从CFDC2的故障信号可以得知,CI3相IGBT内部短路故障发生的时间是2010年12月22日00点29分18秒,并且根据故障记录中的GCFDCU,GCFDCV故障信号的电平变化,其中的V相是在U相发生故障后受到干扰导致的电平误动作信号。

图3 IGBT炸损事故
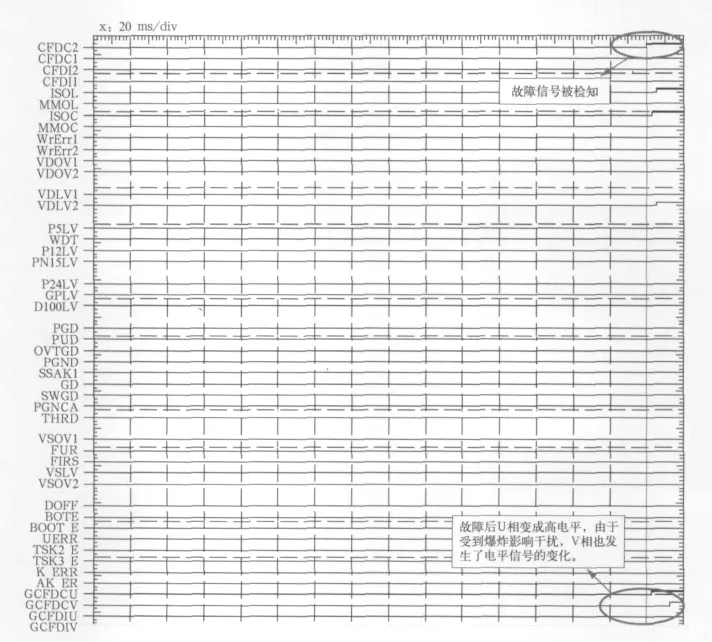
图4 机车故障记录数据
IGBT的失效问题如果以失效因素来分,可分3大类:第1类是内部结构缺陷和制造工艺带来的潜在失效;第2类就是各种外部应力对其造成的失效,如电应力(表现为过电压、过电流毛刺)、热应力、静电、辐射、湿度等;第3类是电路其他环境对其造成的影响,例如驱动电路、吸收电路、回路寄生电感、寄生电容等。这些环节设置不好,将加速器件的失效。
这里对HXD3机车CI部分中IGBT失效现象做针对性的分析。
CI单元体内应用的开关器件,都要经受恶劣的运行环境、复杂的负载状况的考验,而IGBT模块内部的结构对此状况尤为敏感。IGBT模块基板材料都是铝瓷,通常称为碳化硅铝(AlSiC),这种材料具低膨胀系数和高热导率的特性,因此称为最理想的IGBT基板材料铜基板;衬底为金属化的陶瓷板(称DBC板)和芯片组成的多层结构(如图5所示),它们是以机械焊接方式焊接起来的。芯片是通过许多一定粗细的铝丝用所谓粗线键合(超声波铝丝压焊)方法与管壳的发射极连接,如图6所示。机车上的IGBT模块要在几秒间隔内承受快速变化的负载加热和冷却,但是每根铝丝与芯片接触面积仅占芯片有效面积的1/5左右,因此将产生芯片局部热量变化、材料和焊接点产生疲劳引起的损坏。IGBT模块在牵引状态中应用对热疲劳影响较大,再加上机车在牵引过程中一直处于剧烈的三维振动状态,对其内部结构会产生不可忽视的影响,加剧了失效速度。

图5 有基板功率模块结构图

图6 芯片
为了实现装置的小型化以及提高冷却性能,对CI的冷却采用强制循环水冷方式,利用去离子水和乙二醇的混合冷却介质,通过热交换器对IGBT器件进行冷却,具有较好的冷却效果。CI单元体内的IGBT模块散热基板材料是碳化硅铝,而水冷的散热板是铝质的,二者通过多个螺栓固定并在其间均匀涂满导热硅脂。当机车在低温情况下,迅速达到额定状态,模块内部节压降和开关产生的热量势必要通过DBC板和基板热传导至铝制散热片而进行散热。在如此的温度变化而材质的热膨胀系数不同的情况下,一定会对IGBT模块内部造成一定的应力,使内部结构发生改变进而引发失效。
3 防止HXD 3机车IGBT失效的技术措施
IGBT的过流保护采用了瞬态钳位保护和软件保护两种。当硬开关故障(简称HSF)和负载短路故障(简称FUL)发生后,IGBT处于短路状态,以及密勒电容的影响,会产生很高的d i/d t,以至于使其进入擎住区,失控损坏。机车IGBT模块的门极驱动电路内具有瞬态钳位保护的功能,当短路故障发生后,Uce压降升高,致使连接在C、E上的检测二极管退饱和,进而封锁门极驱动动作并反馈给控制单元报告错误,同时由软件控制封锁所有的驱动信号并报警,让IGBT在进入擎住区前就自动关闭。
该种保护响应速度快,并具有可以发出反馈信号等特点。但是瞬间的高电压冲击是无法避免的,尤其回路中存在寄生电感而所使用的IGBT模块中并没有加入RC保护电路的情况下,会造成PN结不可恢复的损伤,因此要积极避免发生过电压故障。而在应用过程中,机车的PG(速度传感器)信号采集不准确,会引起控制单元采集的转速信息不正确,进而引发对四象限整流器和逆变器的失调和超调,使中间直流电压超过3 200 V的保护值,或者对负载的扭矩调整不正确,以及各种强磁干扰信号等都会诱发过电压故障。因此,机车定修时应仔细检查速度传感器无异常,连线无损坏,插头连接紧固,安装可靠。为避免发生IGBT因环境高温损坏,应仔细检查冷却水管道、管道各接头部位、各种阀类应无漏水痕迹;检查冷却水位在刻线范围内,如果不足,在查明不足原因后,注入缺少的冷却液;高压试验确认冷却水流量达到要求(200—220 L/min);外观检查冷却泵无异常,状态良好。
4 结束语
随着IGBT在电力机车中的广泛应用,了解IGBT的原理和研究其应用技术就显得更为重要。通过以上对应用在HXD3型电力机车主牵引变流器部分IGBT模块原理及失效原因、措施的探讨,希望为今后出现此类故障时原因查找及预防提供借鉴。
[1]黄 俊,王兆安.电力电子变流技术[M].北京:机械工业出版社,2000.
[2]中国北车集团大连机车车辆有限公司.HXD3型交流传动货运电力机车培训教材[G].大连中国北车集团大连机车车辆有限公司,2007.
[3]Viond John Bum-Seok Sun.Circuit Protection of IGBT.Thomas A.Lipo.Fast Clamped Short IEEE.1998.
