再热裂纹敏感性实验研究方法
2011-06-23刘俊松
刘俊松
(合肥工业大学 材料学院,安徽合肥230009)
压力容器制造中,为了消除焊接残余应力,降低焊接接头的硬度和改善其力学性能,需进行焊后去应力热处理。但是,对于含Cr、Mo、V等元素的低合金高强钢,焊后去应力热处理往往会产生再热裂纹。这类裂纹有可能躲过无损检测,在水压试验或服役中造成灾难性的失效。因此,对这类裂纹的研究具有重要意义,国内外科研工作者做了大量的研究工作,本文介绍几种曾经使用过的几种实验研究方法,以供相关研究时参考与改进。
1 高温恒应变松弛试验
早在上世纪七八十年代,哈尔滨焊接研究所和上海汽轮机厂,曾采用高温恒应变松弛法研究了Cr-Ni-Mo-V系低合金钢再热裂纹问题[1~2]。他们采用如图1所示的由机械式线材拉力机改装而成的应力松弛试验机,对一组Cr-Ni-Mo-V系钢的消除应力裂纹倾向进行了测定。
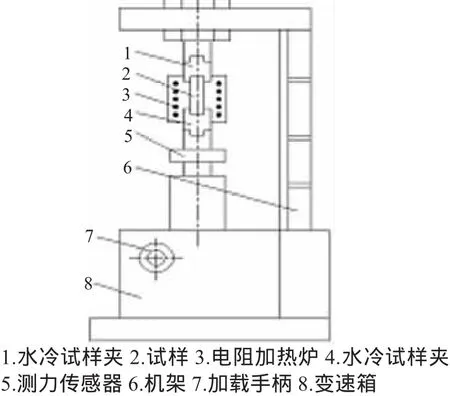
图1 应力松弛试验机
试验时,为了尽可能接近实际构件的条件,选用了实际焊接接头。试样制备时,先按图2加工试样板坯,然后以相同的焊接规范在坡口内熔敷一道焊缝,再按图3加工试样。
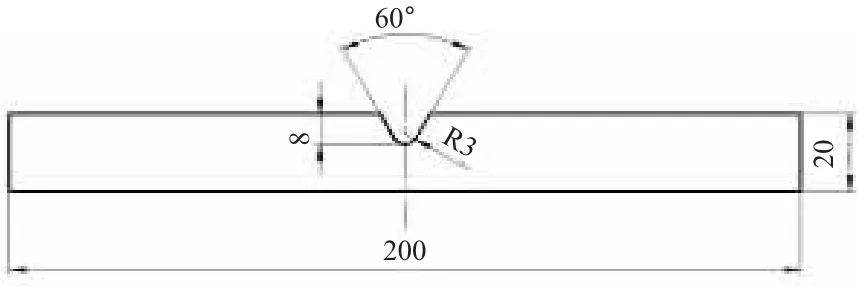
图2 应力松弛试验试样板坯

图3 应力松弛试验试样
将试样放置于加热炉内加热到试验温度,到试样和夹头温度稳定,不再因升温而膨胀时加载,当载荷达预定值后停止加载。由记录仪记录应力松弛曲线,并测定试样破断时间。根据试验结果结合扫描电镜、能谱对晶界断面形态和成分的分析,他们对二次沉淀硬化弱化晶界和回火脆性因素的说法提出了异议,指出消除应力裂纹的产生主要取决于晶界高温强度的下降和一次过热中的晶界脆化。
2 三点弯曲试验
国外曾采用三点弯曲试验来研究焊接再热裂纹[3]。与哈尔滨焊接研究所制备高温恒应变松弛试样类似,先将被测材料被加工成15 mm厚的平板,在中间位置开高度为厚度一半的凹槽,在凹槽中施以一道或多道焊,然后将平板切成一些10 mm的薄片,将这些薄片在如图4所示的工具上弯曲,对其进行预定的去应力热处理工艺,然后在室温下解剖观察是否有裂纹产生,并且可进一步做金相检测。

图4 三点弯曲试验
类似地,也有先用热模拟的方法获得试样,然后将试样在工具上加载弯曲,再将试样连同工具放入炉中进行热处理,最后,取出试样观察是否有裂纹产生。还可以对处理过的试样做冲击试验,用扫描电镜和透射电镜照相分析等来做进一步研究。
3 高温缓慢拉伸试验
C.F.Meitzner证明里海拘束试验中的裂纹扩展程度,与高温恒速拉伸试验后的断面收缩率有很好的对应关系,A.G.Vinckier又进一步做了许多工作,并制定了相应的标准用于核容器钢材的评选,如表1所示。
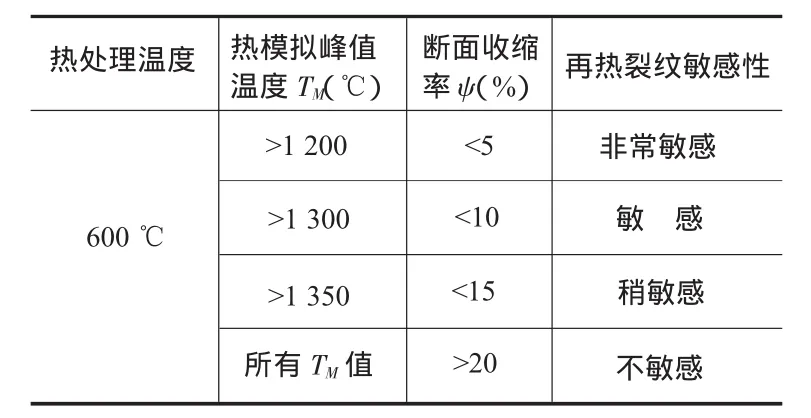
表1 再热裂纹敏感性评定标准
国内曾用此方法对14MnMoNbB等国产压力容器用钢进行了试验,峰值温度(℃)为1100、1200、1250和1350,代表焊接热影响区的不同部位,800~500℃冷却时间取10~12 s。试样经热模拟后加工成高温拉伸所需的尺寸,然后将试样升温到600℃保温30 min后以1mm/min的速度将试样拉断。但试验结果除14MnMoNbB外与其他试验有一定出入[4]。
类似地,也曾用此方法对国产CF钢的再热裂纹敏感性进行了研究。经过相当于焊接HAZ的模拟热循环后,再加热到一定的去应力热处理温度(580℃、600℃、620℃)并保温,同时缓慢加载拉伸,直至拉断,最后根据A.G.Vinckier提出的4条标准进行评定。
研究发现,在热处理温度为600℃的条件下,当热模拟峰值温度TM=1300℃时,断面收缩率ψ=5.1%,低于敏感的ψ值10%,而TM=1200℃时,ψ=29.67%,高于非常敏感的ψ值5%,因此,CF钢的再热裂纹敏感性属于“敏感”级别。但当去应力热处理温度降为580℃时,TM=1300℃时的断面收缩率ψ=16%,则再热裂纹敏感性似可评定为“稍敏感”级别[5]。
4 插销试验
插销试验主要用于定量地研究焊接冷裂纹的敏感性,也有不少单位将其改装后用于再热裂纹研究。改装后的插销试验机,类似高温恒应变松弛装置,插销上的缺口用以模拟实际焊接接头根部或焊趾部位的应力集中,底板和插销焊接后,应保证插销的缺口根部处于熔合线附近的过热粗晶区内,缺口的形状一般采用单“V”形深缺口,其所模拟的焊接状况最恶劣,其他情况可以放心地使用这一试验结果。
试验时先将插销试样安装试验机上,利用加热电炉加热,保温至温度均衡时开始加载,记录下加载应力和插销断裂时间。一般采用最短断裂时间和最低临界初应力两个判据,来研究材料的再热裂纹敏感性。国内曾对武钢产CF钢、舞钢产12MnNiVR钢以及宝钢P460NL1等钢种进行过相关研究[5~6]。
5 小铁研试验
小铁研试验即斜Y坡口焊接裂纹试验,主要用于钢材焊接冷裂纹敏感性的研究,曾制定有相应的国家标准。也可以将其用于再热裂纹的研究,其原理是采用提高预热温度或其他方法,在小铁研试验过程中,确保不产生焊接冷裂纹,然后对小铁研试样进行焊后热处理,经过热处理的试样按GB4675.1的要求进行解剖,根据裂纹率来判断材料的再热裂纹敏感性。
试验采用如图5所示的150 mm×200 mm的板料,先焊接拘束焊缝,再焊接试验焊缝,经消除应力热处理以后,在显微镜下检查有无裂纹,并观察裂纹的宏观特征及取向。国内再热裂缝课题协作组曾用此方法,对7种国产压力容器用钢和3种国内常用的国外钢种进行了大量试验[7]。
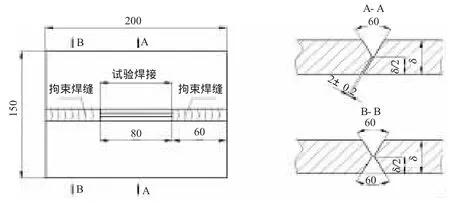
图5 小铁研试件的形状和尺寸
6 模拟HAZ粗晶区应力释放试验
这种试验随着热模拟试验机的应用近来做的比较多。一般来说,试验首先模拟出焊接HAZ粗晶区组织,再采取一定的技术措施模拟试样的残余应力状态,然后进行去应力热处理模拟,直到试样发生断裂或设定的保温阶段结束为止。
这种试验方法可以求出一定再热处理温度下的裂纹临界应力值,可得到应力-断裂时间曲线,也可在同一应力水平下求出材料再热裂纹的敏感温度区。带缺口试样的再热裂纹临界应力值,比不开缺口者低,开缺口试样更利于模拟实际焊接接头的应力集中特征,但试样的缺口角度及深度要严格保证,否则将影响试验结果,特别是应力-断裂时间曲线的重现性将受到影响[8~9]。
7 结束语
由上可见,对于焊接再热裂纹研究,实验方法很多。总的来讲,就研究的对象而言,不外乎实际焊接接头和模拟HAZ两大类;就试验基本原理来说,也就是高温下应力松弛试验。但是,应力产生的形式、加载时机以及组织的差异等因素,造成评价的结果并不完全一致,评价材料再热裂纹敏感性的试验方法,仍需进一步改进。
[1]郭寿汾,俞继伦,陶祖潜,等.Cr-Ni-Mo-V系钢再热裂缝的研究——再热裂缝敏感性的测试和恒应变应力松弛试验方法的介绍[J].焊接,1979,(3):12-18.
[2]郭寿汾,俞继伦,陶祖潜,等.低合金高强度钢消除应力裂缝的研究[J].焊接学报,1981,(3):35-45.
[3]A Vinckier&A Dhooge.Reheat Cracking in Welded Structures During Stress Relief Heat Treatments[J].Heat Treating,1979,(1):72-80.
[4]陈 楚,张月嫦.焊接热模拟技术[M].北京:机械工业出版社,1986.
[5]《大型球罐用CF钢的应用研究》课题协作组.CF-62钢焊接性试验研究[J].压力容器,1987,(5):20-26.
[6]汪 辉,郑云龙,卜华全,等.12MnNiVR钢板焊接裂纹敏感性的试验研究[J].压力容器,2003,(6):19-23.
[7]再热裂缝课题协作组.压力容器用钢再热裂缝研究[J].压力容器,1981,(10):1-14.
[8]Seth Jason Norton.Development of A Glebe based Test for Post Weld Heat Treatment Cracking in Nickel Alloys[D].Ohio:Ohio State University,2002.
[9]Phung-on Isaratat.An Investigation ofReheat Cracking in the Weld Heat Affected Zone ofType 347 Stainless Steel[D].Ohio:Ohio State University,2007.
