骨料精加工系统的应用及其核心技术的分析
2011-06-21彭建良苏志切周而勤史国成
彭建良,苏志切,周而勤,史国成
(1. 漳州路桥翔通建材有限公司,福建 漳州 363006;2. 上海金路创展工程机械有限公司,上海 201201)
0 引言
目前作为预拌混凝土生产的重要一环——骨料的供应和质量问题已日渐突出,严重阻碍了行业的蓬勃发展:首先,作为不可再生资源——天然砂随着大规模的开采已日益枯竭,许多地方政府已颁布禁令,严禁开采;全国范围的缺砂,砂价不稳、质量波动大等问题已经成为常见的问题。其次,碎石加工环节,多数矿山是个体小规模经营,生产工艺技术落后,供应的碎石针片状含量高(20%以上)、粒形差,用于大流态商品混凝土时和易性不佳、易泌水、不易泵送,也容易出现混凝土强度不合格和裂缝等质量问题,给预拌混凝土生产带来严重困扰。
怎样有效地解决这个问题呢?预拌混凝土企业不妨换一个新的思路:大家都知道具有良好的粒形和级配的碎石(称之为精品碎石),可以配制高性能的混凝土;而优质的机制砂,具有提高混凝土性能和降低水泥用量的优点。那么商混站能否通过对那些令人头痛的普通碎石进行再加工,获得质量稳定的精品碎石和优质的机制砂,这既解决了碎石质量问题,也解决了天然河砂的匮乏问题,一举两得,何乐不为?基于这种思路,经过长期的研究和实践,笔者从骨料精加工系统的工艺选择及其四个核心技术进行探讨分析,认为应该引进骨料精加工系统来改造搅拌站骨料上料系统,一次性解决搅拌站骨料上料工艺和控制骨料质量的问题,从而达到降低生产成本、提高泵送效率、提高混凝土质量的目的。
1 骨料精加工系统的工艺选择
混凝土碎石的加工除岩石本身的材质因素外,对产品质量影响最大的因素突出表现在粒形和颗粒级配两个方面。在同等材质原料的情况下,不同的破碎设备产出的碎石,粒形和级配都不同。精品碎石的加工流程设计,需要结合设备的性能,和对碎石的质量要求。混凝土搅拌站场地一般都较小,进行碎石加工,需要实现均衡生产,不能出现尾矿;混凝土的生产同时需要碎石和砂,碎石加工的生产线应该能同时得到这两种产品;预拌混凝土搅拌站一般在城区,或者距离居民区较近,加工骨料的生产线需要考虑对周围环境的影响。因此适合混凝土搅拌站使用要求的骨料精加工系统,应该满足以下几个具体要求:
1)生产线能够同时生产出精品碎石和优质的机制砂,做到砂石联产;
2)砂和石子的比例应该可以调节,能实现均衡生产;
3)石子和砂的级配也可以调节;
4)生产线运行时对周围的环境影响最小。
事实上,现在许多混凝土搅拌站对机制砂的使用都有了很好的经验,这种机制砂的生产也大都是在矿山上以湿法生产为主,即通过水洗的方式来处理碎石加工所产生的细石粉难题。一般能做到1)和3)项要求,但就是2)和4)项要求很难做到。显然,这种工艺不适宜在搅拌站骨料上料系统,因为处理不好均衡生产和环保的问题。这就需要生产线具有均衡生产的能力,而且需要采用干法生产工艺解决环保问题。干法工艺可以将细石粉从砂粉中分离出来,用粉罐收集储存,只有这样,才符合搅拌站的环保问题。
笔者提出了以下的具有砂石联产、均衡生产和解决环保问题的生产破碎工艺流程模型:

该工艺流程模型具有以下的优点:布局紧凑,可直接建在搅拌站内;级配可调,精品石料、机制砂,自产自用,质量稳定,再不用为原材料质量差、不稳定的问题头痛;自动控制,可以和搅拌设备的联动控制,实现均衡生产,不产生尾矿;环保,充分考虑了噪声、大气、固体废弃物的影响,系统可以实行零污染、零排放。
2 骨料精加工系统核心技术分析
2.1 针片状含量控制技术
大量的生产实践表明,低针片状含量(≤5%)精品碎石的主要生产设备是以冲击破碎模式为主要工作原理的破碎设备。作为非固定矿山取材的混凝土企业,必须面对不断变化的原材料。在做碎石精加工的时候,需要选择适应性广的破碎设备。立轴冲击破碎机对原料的适应性最广,产品粒形以近似方圆形立方多面体等优良粒形为主。系统设计主机采用巴马克原理制造,具有整形和制砂功能的立轴冲击破碎机。
立轴冲击破碎机由涡动破碎腔、进料分料装置、转子、驱动装置、机架等组成。石料通过可调节的给料装置,分为中心料流和瀑落料流,中心料流进入高速回转(线速度50~85m/s)的转子中心,石子在转子中被加速后受离心力作用高速抛出,与另一部分以瀑落方式分流进料的石子,在转子周围相碰击而产生 “石打石”破碎,石料在相碰撞后,会在破碎腔内再次作回弹的回流运动,而形成多次“石打石”破碎(见图2)。破碎过程,能量在物料颗粒之间传递,使激烈的冲击运动转变为相对温和的摩擦运动。物料在多次、多方位的碰撞中,将容易折断的石子棱角切削、打磨掉,形成形态相对稳定的方圆粒形。
2.2 生产均衡和颗粒级配调整技术
主机选择了立轴冲击式破碎机,需要对设备的产品粒度曲线进行一些分析。通常采用典型粒度特性曲线,该曲线是由大量的生产数据平均统计出来的(见图3)。对比立轴冲击式破碎机的典型粒径曲线,和按照规范绘制的碎石级配曲线(见图4),可以发现5~16mm粒径范围内的碎石超出级配区域。而大量的实际调查也可以发现,碎石厂的尾矿主要成分为“山皮”、“石粉”(5mm以下的石屑)、5~16mm小碎石等,其中5~16mm碎石在尾矿中占有极高的比例。因此在设计精品碎石的生产流程中,筛除多余的5~16mm碎石是一个很重要的环节。


骨料精加工系统设计中,在筛分设备5~16mm出料区间设置可变流量调节装置。通过对碎石流量的调节,在生产线上即可进行掺配,使系统一次生产出符合混凝土原料要求的连续级配的碎石,建立初步的生产流程模型 (见图5)。该流程的建立,可以生产5~25mm或者5~31.5mm的连续级配碎石,同时能得到一定比例的机制砂。

初步设计的生产流程生产的机制砂会存在一些问题:立轴冲击破碎机的一个共性是开路生产出的砂中大于2.5mm粗颗粒和小于0.315mm的细颗粒含量偏高,细度模数过大,砂级配多数在三区,这一点可以通过对立轴冲击破的典型粒度曲线(见图3)和合格的机制砂粒度曲线(见图6)进行对照分析。如只用筛分系统来调节成品砂的细度模数,则可能出现两种现象:粗颗粒筛出过多,则产砂率下降、细度模数越小、石粉含量就越高;反之,粗颗粒筛出少,则产砂率高、细度模数越大、石粉含量越低。因此,如何找到产砂率、石粉含量和细度模数之间的平衡点,是一次筛分成形干法制砂工艺的主要难点。

分析初步生产流程的两个问题:(1)生产的精品碎石5~16mm小碎石会超量,产生弃石;(2)生产的机制砂级配不良,0.315~2.5mm区间颗粒含量不足。两个问题可以简化为如何把5~16mm碎石加工成2.5mm以下颗粒的问题。将16mm以下颗粒加工成2.5mm以下颗粒,属于细碎加工。因此选择采用静压破碎理论,生产细粒产品的级配调整机。级配调整机,通过双辊之间的挤压将石料直接破碎,通过调整排料口的尺寸(本系统可以调整成2.5mm)控制产品粒度。级配调整机是一种采用双辊静压模式工作的破碎机,它的破碎机构是一对互相平行、水平安装在机架上的光面圆柱形辊子。双辊工作相向旋转,物料通过给料装置,均匀落在转辊的上面,物料在辊子表面摩擦力的作用下,被扯进转辊之间,受到辊子的挤压而破碎。破碎后的物料被转辊推出,向下卸落。因此,破碎机是连续操作的,且有强制卸料的作用,不易堵料(见图7)。双辊之间的间隙可以调节(即排料口尺寸)。

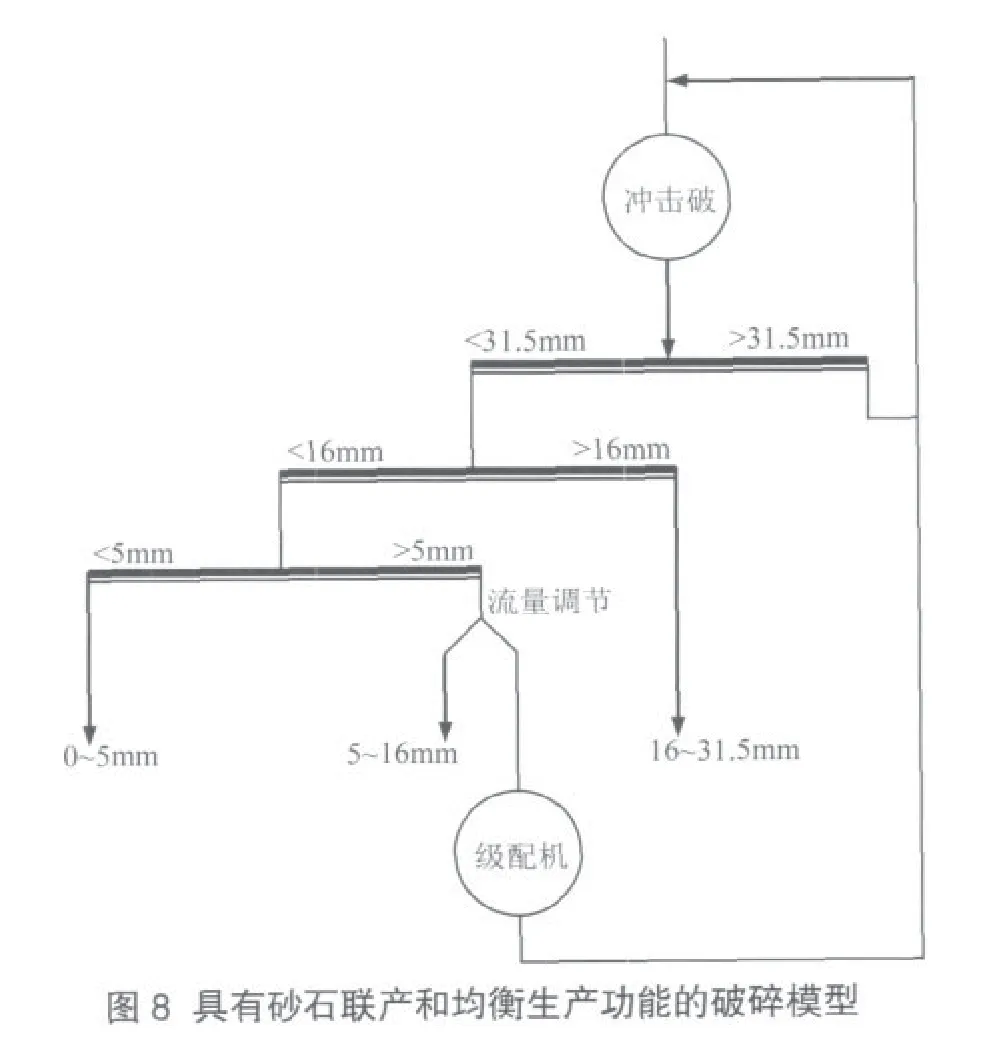
级配调整机具有一次获得所需粒度砂的巨大优势,存在的问题是:产品的颗粒粒形不佳,针片状含量会超标。要获得优质的机制砂,就需要对这部分砂再进行一次整形加工,在系统的设计中,可以将这部分砂通过输送带返回到立轴冲击破碎机中,利用冲击破碎机的整形功能对这部分砂进行整形。最后和其他原料一起混合后从排料口排出,进入筛分设备筛分。这样就可以将初步生产流程模型,完善为具有砂石联产均衡生产能力的生产流程模型(见图8)。
2.3 机制砂含粉量的控制技术
破碎加工过程的完善,已经可以获得精品碎石和机制砂,但是机制砂要达到现行国家的标准还需要做一些后继的处理。以加工石灰岩为例,经大量实测砂中<0.075mm的石粉,当细度模数大于3时,石粉含量在17%左右 ;当细度模数小于2.8时,石粉含量在20%左右。这样的石粉含量和目前的国家规范不符合,需要分离出去。系统采用干法生产,适合采用以空气为介质的干法分离设备,因此采用具有含粉量调节功能的砂石粉分离机,对机制砂中超标的石粉进行分离。
砂石粉分离机,是一种利用空气作为介质实现颗粒分级或者不同比重物质分离的设备。它主要由风机、分选室、集尘锥筒、进风管、出风管、回风管、调节阀等部件组成(见图9)。分选室是一个用钢板制成的圆柱形外壳。在分选室内部,有小风叶和撒料盘等撒料装置,小风叶和撒料盘一起固定在垂直轴上。由电动机经过胶带传动装置带动旋转,在分级室中形成强大的离心力。进入到分选室中的砂石粉混合物在离心力的作用下,大或重的颗粒受离心作用力大,故被甩至分选室四周边缘,并不再受离心力的影响,自然下落,便被收集下来,之后作为粗粉经粗粉管排出;小或轻的物料受离心力作用小,在分选室内部悬停,受气流影响被带至高处,顺管道运动到集尘锥筒内被收集。机制砂经过石粉分离处理,含粉量达到规范指标,即为合格产品。
2.4 机制砂含水控制技术
干法生产系统获得的机制砂几乎不含水,如果用于制作干混砂浆可以不经过烘干直接进行生产,这是一个巨大的优势。用于制作混凝土的时候,采用干砂生产,为了使混凝土达到适当的工作性能,会出现需水量增加、减水剂增加的现象,不利于成本控制和生产技术控制。用于生产混凝土的砂,最佳状态是饱和面干状态,最佳含水率4%左右。因此对砂进行加湿,使砂达到最佳含水率。加湿技术的关键是均匀加水搅拌,系统选择在成品砂的末端出料环节设置具有均匀加水功能的拌湿机,使进入到料仓的成品机制砂达到饱和面干状态。
拌湿机由供料、筒体输料、混合转动加湿、减速器等四部分组成,并配以专用减速机和供水系统。设备整体固定在底座上,筒体由底座和支架支撑,通过减速装置,整机在运转过程中,筒体作高频振动,使砂粉均匀掺和,并随筒体转动,达到控制供水恒湿运行的目的。

3 环境问题治理措施
在搅拌站改造碎石精加工系统,对周围环境会产生重大的影响,主要有三个方面:扬尘对大气环境的污染;噪声对周围环境的污染;系统收集的固体废弃物。因此,需要采取措施进行处理。
3.1 大气环境的影响处理
干法生产线,扬尘是一个无法回避的问题。一般情况下扬尘粒径分布中0.02~0.25μm占80%,几乎100%的扬尘均为可吸入颗粒物,可经呼吸道进入人体肺部危害人体身心健康,影响周围环境的空气质量。按照本系统零排放的环境设计标准,除尘方法适合采用过滤收集的方式,设备选用脉冲袋式除尘器。该类除尘器技术先进,除尘效率高,排放浓度完全可以满足<50mg/nm3的要求。设备占地面积小,对于老线改造特别有利,是砂石料加工过程扬尘收集的首选除尘设备。
脉冲袋式除尘器的气体净化方式为外滤式,含尘气体由分风管进入各单元过滤室并通过设备于灰斗中的烟气导流装置;气流通过适当导流和自然流向分布,达到整个过滤室内气流分布均匀;含尘气体中的颗粒粉尘通过自然沉降分离后直接落入灰斗、其余粉尘在导流系统的引导下,随气流进入中箱体过滤区,吸附在滤袋外表面。过滤后的洁净气体透过滤袋经上箱体由排风管排出。滤袋外表面的粉尘清除后,落入灰斗中的粉尘经由卸灰阀排出后,由输灰系统输出,集中进入到储存系统中。
3.2 噪声的影响处理
骨料精加工系统噪声主要包括气体流动过程中产生的空气动力学噪声,物料输送过程中撞击的噪音、电机机壳受激振动辐射的噪声和机座因振动激励的噪声等组成。据以往经验,单机噪声级达72 dB以上,骨料精加工系统内多台设备(立轴冲击破、级配调整机和振动筛)总噪声可达90dB以上。
控制噪声传播途径的核心,是利用声波在传播中自然衰减的作用去缩小噪声的污染面。具体措施有以下几种:吸声、隔声及改变噪声传播方向。基于这些降噪原理的分析,生产线的设计中,立轴冲击破、级配调整机和振动筛可以选择具有减震装置,低噪音的驱动设备。在投资预算比较充足的情况下,可以给系统中噪声比较大的设备安装隔声罩,或者将设备安置在室内。根据具体的环境,结合降噪的几种措施,进行噪声的治理。
3.3 回收粉尘的再利用
扬尘治理回收的粉尘和从机制砂中分离出来的石粉,是整个生产线中唯一的副产品。和矿山生产碎石的副产品石粉(其实是石屑)不同,本设计中系统的副产品是平均粒度<0.075mm的粉体。根据加工原材料材质的不同,粉体的用途极为广泛。几乎所有种类的岩石加工产生的粉体,在加气混凝土、免烧砖、人造石等建材生产领域,都是重要的原料;如果是含钙量较高的石灰岩类原料产生的粉体,可以用来作为火电行业的脱硫剂使用,也可作为沥青混凝土的钙质矿粉使用;而在混凝土领域,石粉作为填料替代部分粉煤灰,超细石灰石粉在混凝土中的应用等新技术的研究如火如荼,有大量的技术文献可以参考。
4 结语
预拌混凝土搅拌站应该从以前购买碎石和河砂两个环节改变为单一购买碎石环节。该碎石质量并不严格要求,通过骨料精加工系统进行加工,经过多道规格的筛分获得质量优良和稳定的砂石,直接通过胶带输送机送到搅拌楼空中料仓,与水泥等胶凝材料、水、外加剂等一起经过严格计量和搅拌,形成质量稳定的混凝土拌合物。如果实现了这一设想,无疑将为这一行业节省管理控制环节、节省成本、提高质量、提高效率带来福音。
本文探讨的骨料精加工系统,可以毫无疑问地说适用在混凝土搅拌站骨料上料系统的改造,或者取而代之。该系统设备占地面积小,原材料储存不需要像传统搅拌站一样设置多个不同规格的砂石料仓,料仓单一,减少传统搅拌站利用高低差或者挖地三尺来设置骨料上料系统,采用自动化与搅拌楼实现联合控制,布局紧凑,自产自用,级配可调,实现均衡生产,实现零污染、零排放。
[1]陈志友.精品砂石骨料生产系统在商混站中的应用探讨[J].江西建材;2011(2): 138-140
[2]刘恩福.分析机制砂在混凝土中的应用与发展[J].广东科技,2010(2): 169-171
[3]段瑞斌,石从黎,宋开伟.全机制砂预拌混凝土的研究[J].商品混凝土,2010(4): 44-48
[4]王卫东,王雨利.石粉对机制砂混凝土性能影响的研究现状[J].商品混凝土,2010(5): 34-35
[5]覃信海,徐正铭.台山核电厂砂石加工系统工艺流程设计[C].中国水利水电工程第二届砂石生产技术交流会论文集[A],2008
[6]严尚源, 赵丹,黄岳.官地水电站制砂工艺设计与石粉回收技术[C].中国水利水电工程第二届砂石生产技术交流会论文集[A],2008
[7]方鉴,陈雁高,郑崇飞.大渡河沙湾电站砂石加工系统工艺改造[C].中国水利水电工程第二届砂石生产技术交流会论文集[A],2008
