影响导线压接握着力的因素分析
2011-06-06冯爱军金榕
冯爱军,金榕
(上海中天铝线有限公司,上海市,201108)
0 引言
SDJ 226—87《架空送电线路导线及避雷线液压施工工艺规程》[1]规定:导线或架空地线必须使用现行的电力金具配套接续管及耐张线夹进行连接。架线施工前需对试件进行拉力试验。试件不得少于3件(允许接续管与耐张线夹合为1组试件)。其试验握着强度不得小于导线或架空地线计算拉断力的95%。液压施工过程中出现握着力不合格,通常是受多方面因素的影响。单就导线压接试验而言,影响因素通常包含导线、金具、压接工艺和试验因素等4个方面。
1 导线因素
导线实际拉断力要满足GB/T 1179—2008《圆线同心绞架空导线》[2]的要求。试验过程中,导线的拉断力按1根或多根绞线单线发生断裂时的负荷来确定。如果单线的断裂发生在距离端头1 cm以内,并且抗拉力小于规定的拉断力要求时,可以重新试验,最多可试验3次。
对导线单独做拉断力试验,可采取环氧树脂或低熔合金制作端部装置,试样端头制备期间,应小心不损伤任何单线。环氧树脂或低熔合金浇铸静置以便其充分凝固。导线取样的试样长度应为导线直径的400倍,且不少于10 m,导线两端使用螺栓紧固。试样运送过程中应适当加以保护以防损伤,成圈或成盘试样的直径应至少是导线直径的50倍。
GB/T 1179—2008《圆线同心绞架空导线》[2]中对于导线拉断力的规定为单一绞线(铝绞线、铝合金绞线、镀锌钢绞线和铝包钢绞线)的额定拉断力应为所有单线最小拉断力的总和。钢或铝包钢芯铝(铝合金)绞线的额定拉断力,应为铝(铝合金)部分的拉断力与对应铝(铝合金)部分在断裂负荷下钢或铝包钢部分伸长时的拉力的总和。钢或铝包钢部分的拉断力的规定为:按250 mm标距,1%伸长时的应力来确定是偏安全的。
根据上述规定,单线的最小拉断力与钢芯的1%伸长应力决定了导线的整体拉断力。若导线整体拉断力试验不合格,即实际拉断力小于计算额定拉断力的95%,则与金具压接后的试件握着强度也不可能合格。
2 金具因素
2.1 选用原则
金具与导线不匹配,也会导致导线压接握着力不合格。不匹配的情况主要包括:(1)铝合金系列导线误用铝系列导线金具。(2)铝包钢芯系列导线使用钢芯铝绞线金具代替。
设计铝包钢芯系列导线的金具要充分考虑到该导线的特性。金具的长度、内外径及材料伸长率等都是直接影响握着力的,尤其是当铝钢截面比K≥14.5的导线,其金具的可压接长度更要注意,应满足液压规程的要求。
2.2 金具压缩比的控制
压接管压缩比过小,握着力不够,进行握着力试验时易出现导线被拉出压接管同时出现滑移的现象。压接管压缩比过大,则导线易受损,同样不能满足要求。GB/T 2314—2008《电力金具通用技术条件》[3]规定:耐张线夹、接续金具和接触金具应避免应力集中现象,防止导线或地线发生过大的金属冷变形;接触导线、地线的各种线夹及接续金具,其出线口应做成圆滑的喇叭口状,这样不仅可以使施工放线过导轮方便,还能避免严重压伤导线。
2.3 不同金具的选用
耐张线夹、接续金具包含架空电力线路用压缩型金具(耐张线夹、接续金具)、架空电力线路用预绞式接续金具和预绞式耐张线夹、架空电力线路用非压缩型金具(螺栓型耐张线平、楔型耐张线夹)等多种。在 GB/T 2314—2008《电力金具通用技术条件》[3]中规定:压缩型与预绞式金具对导线、地线的握力不小于导线、地线计算拉断力的95%,非压缩型耐张线夹则不小于90%。对于截面相对较大的导线或铝包钢芯系列导线,推荐使用压缩型金具[4-6]。
2.4 铝包钢芯系列导线压缩型金具的伸长率
GB/T 4437.2—2003《铝及铝合金热挤压管 第2部分:有缝管》[7]指出:50 mm的标距,管材的伸长率为7% ~25%。GB/T 17937—2009《电工用铝包钢线》[8]中规定:铝包钢线应符合断裂后伸长率不小于1%的要求。铝包钢线的伸长率决定了铝包钢芯系列导线断裂时伸长率在2%左右。
压缩型耐张金具和接续金具在压接时,钢锚部位有一部分被切除铝股的铝管是不压的,即铝管承受一部分拉力。对应铝包钢芯系列导线伸长率为2%时,铝管的承受力值应大于或等于铝股部分所能承受的力值,这就要求铝管在强度符合标准的情况下,尽量控制伸长率,避免出现“各个击破”的现象。
3 压接工艺因素
压接工艺因素包括以下方面[9-10]:
(1)对直线管及耐张管内壁使用汽油等进行清洗。
(2)使用钢丝刷清理导线表面的氧化膜,使用汽油对金具压接范围内的导线表面进行清洗,清洗不干净则同样影响金具与导线的握着力。清洗长度不少于管长的1.5倍。
(3)切割铝股时,严禁切伤钢线。
(4)预留空隙时,距离要恰当,避免铝股在管内严重受堵、损伤。
(5)切割铝股前,预先采取措施(如细钢丝、铝线、扎紧丝等)进行控制,避免散股(俗称起“灯笼”),以免试验时这些散股铝单线不能完全发挥作用。
(6)在穿管时,应顺着导线绞合的方向旋转,若采用左右旋转的不当方式,则易产生散股。
(7)压接时,操作人员应站于压接机侧面平视压模,在压接机两边,均应有人将导线托至与压模平行,以保证管子不被压弯和导线不散股。压接的位置应预先确定并做记号,以确保压接部位准确无误,特别要注意钢锚部位第1模应压在凹槽处,不能偏移。
(8)液压泵的实际压力不低于80 MPa。
(9)液压管压后的对边距

式中:D为管外径,mm;S为对边距,mm。如测量超过该最大允许值时应更换钢模重压,液压后管子不应有肉眼可见的裂纹、扭曲和弯曲现象。
(10)压接后金具与金具之间的导线长应不小于导线外径的100倍。
(11)压好后除测量对边距外,还需逐个检查外观有无裂纹及其他缺陷。
金属在塑性变形过程中,具有一定的弹性,如果压到合模就松开,不能充分保证压缩比。因此必须以液压机压力达到规定值为压接完成的标志。在压接过程中,压力对轴心的传递也需要时间,即压力升到规定值时,应保持3~5 s,压接管应压出飞边,使之符合对边距值,从而使压缩比满足要求。
4 试验因素
研究表明,拉力试验的方法对最终的结果也有影响。实际试验过程中,有直接将压接后的导线一次性拉断的;也有中途多次停顿测量变形量后再拉的情况发生。结合GB/T 2317.1—2000《电力金具试验方法第1部分:机械试验》[11]中的规定,建议按以下步骤进行试验:
(1)使用经过计量、精度值至少为±1%的拉力试验机进行试验。应根据导线的计算拉断力选择相应的量程,建议试验负荷不超过最大载荷范围的80%,但也不应小于20%。
(2)做握着力试验时,施加载荷达到计算拉断力的20%时,在金具的出口端导线上作记号,以测量导线相对于金具的滑移量。
(3)在不少于30 s的时间内,将张力逐步增加到导线计算拉断力的50%,并保持120 s。
(4)在不少于30 s的时间内,将张力逐步增加到规定的握力值。
5 导线压接握着力不合格的典型现象分析
5.1 压接后起“灯笼”
压接后导线起明显“灯笼”,如图1,从而导致在握着力试验时,散股单线受力小或无法完全发挥作用,导线压接握着力试验不合格。
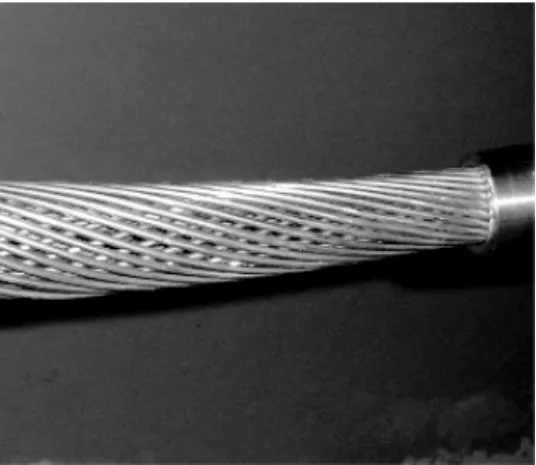
图1 压接引起导线起“灯笼”Fig.1 Conductor bulking induced by crimping
产生“灯笼”的原因:切割铝股时未做好防松股措施;穿耐张管或直线管时,未按钢芯或导线的绞制方向旋转推入,而是采取左右旋转的方式;铝管的内径与导线外径过于接近,在穿管时导线就出现了明显的“灯笼”;切割铝股时预留空隙距离不够;在弯曲的状态下压接;铝股比钢芯弹性模量小,压接时铝股延伸远大于钢芯。
5.2 对边距无法一次性达到标准要求
根据标准要求,对边距应满足式(1)的要求,否则铝管与导线压接后无法产生最佳的摩擦力效果,如图2所示。

图2 对边距无法一次性达到标准要求Fig.2 Edge distance unable to meet the standard requirements one-off
压接前应挑选良好的配套压接模。加工钢模时,钢模对边距应略小于S,建议控制在负偏差0.1 mm以内,不允许有正偏差。除压模原因,液压机油压达不到额定值,压力表读数不准确(或不回零)以及未到规定压力就回油,也会使对边距无法达到标准要求,造成握着力不合格,这些因素均应考虑。
5.3 “各个击破”现象
“各个击破”的现象[12]是指压接后钢芯首先断裂,且断裂部位在钢锚端口附近铝管内,再拉则铝管产生明显延伸,外径缩小,直至断裂,如图3所示。这种情况主要是因铝管的伸长率过大或握着力不够造成的。
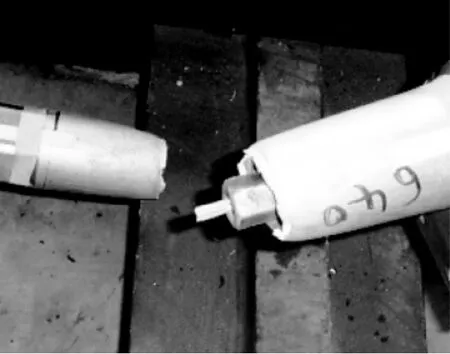
图3 “各个击破”现象Fig.3 Phenomenon of each break
针对图3的异常断裂现象,可以通过力学分解进行分析:导线自身的拉断力来自2个方面:加强芯(钢芯或铝包钢芯)+铝(合金)股,其力值分别用A和B来表示。使用金具压接后,这部分的握着力也来自2个方面:钢锚压接住加强芯+铝管(此处铝股已切除),其力值分别用C和D来表示。根据标准,压接后的导线拉断力与导线自身的拉断力均不得小于计算拉断力的95%,即两者的数值要求是一样的,使用公式可以表示为:A+B=C+D。
因为钢锚压接住加强芯,在不打滑的情况下,钢锚对加强芯的握着力与加强芯自身的拉断力假设是相等的,即A=C,图3中加强芯在钢锚前发生断裂,即C+D<A+B,因假设条件为A=C,因此有D<B,即铝管所贡献的力值小于铝(合金)股所承受的力值,说明铝管的握着力没有满足要求。
6 结语
(1)导线压接握着力的影响因素包括导线因素、金具因素、压接工艺因素和试验因素。所以在导线合格的前提下,选用适当金具,进行合理的压接工艺,依据标准试验操作,可保证导线握着力试验合格。
(2)进行导线握着力试验时,导线整体在非压接部分全部断裂或铝股与钢芯断在压接管管口第1压模与第2压模的重叠处附近比较正常。若断在其余位置且握着力不合格,则需寻找原因,并重新做试验。
(3)对于钢芯铝绞线,压接后进行试验,正常的断裂现象应该是:铝股首先断裂,其次才是镀锌钢线断裂,因为镀锌钢线的伸率比普通铝线的伸率要大得多。如果出现相反现象,则说明有异常原因,可分析金具与导线是否匹配或在切割时是否切伤了钢线。
[1]SDJ 226—87架空送电线路导线及避雷线液压施工工艺规程[S].北京:水利电力出版社,1987.
[2]GB/T 1179—2008圆线同心绞架空导线[S].北京:中国标准出版社,2008.
[3]GB/T 2314—2008电力金具通用技术条件[S].北京:中国标准出版社,2008.
[4]DL/T 683—1999电力金具产品型号命名方法[S].北京:中国电力出版社,1999.
[5]DL/T 757—2001耐张线夹[S].北京:中国电力出版社,2001.
[6]DL/T 758—2001接续金具[S].北京:中国电力出版社,2001.
[7]GB/T 4437.2—2003铝及铝合金热挤压管 第2部分:有缝管[S].北京:中国标准出版社,2003.
[8]GB/T 17937—2009电工用铝包钢线[S].北京:中国标准出版社,2009.
[9]高学廉.架空送电线路导线及避雷线液压工艺规程编制中发现的几个问题[J].电力建设,1990,11(1):13-18.
[10]高建华,施天明.影响导线接头液压握着力的因素分析[J].电力建设,1993,14(9):39-44.
[11]GB/T 2317.1—2008电力金具试验方法 第1部分:机械试验[S].北京:中国标准出版社,2008.
[12]熊伍泉,李棠.架空线压接管产生握着力机理的探讨[J].广东输电与变电技术,2004(4):9-11.