循环流化床烟气脱硫系统运行的技术分析
2011-06-06陈秋张志强郁金星
陈秋,张志强,郁金星
(河北省电力研究院,石家庄市,050021)
0 引言
某电厂一期工程1、2号机组为660 MW 燃煤发电机组,汽轮机岛和电气、仪控岛由德国西门子公司设计供货;锅炉岛由美国福斯特惠勒公司设计供货;辅助生产系统由中方设计供货。配套锅炉为2026.8 t/h亚临界、一次中间再热、单炉膛、平衡通风、W火焰燃烧、固态排渣汽包炉[1],配备双室四电场静电除尘器。原机组未安装脱硫装置,完成技改后增加循环流化床烟气脱硫(circulating fluid bed-flue gas desulfurization,CFB-FGD)系统。CFB-FGD系统投运以来运行基本稳定,主要性能指标基本达到了设计要求,但系统在实际运行过程中也存在一些问题,如脱硫入口流场不均匀、运行烟气量高、引风机磨损、电耗量大等。本文针对CFB-FGD系统运行中存在问题,进行了试验研究。
1 CFB-FGD系统
CFB-FGD工艺是一种脱硫、除尘一体化的工艺,原有除尘器部分改造后作为一级电除尘器使用,使粉煤灰得到综合利用。脱硫改造配套的布袋除尘器经脱硫烟气调质后,排放满足低于50 mg/Nm3的要求。改造后CFB-FGD系统由预电除尘器、吸收剂制备、吸收塔、物料再循环、工艺水系统、脱硫后除尘器以及仪表控制系统等组成,其工艺流程见图1[1-10]。
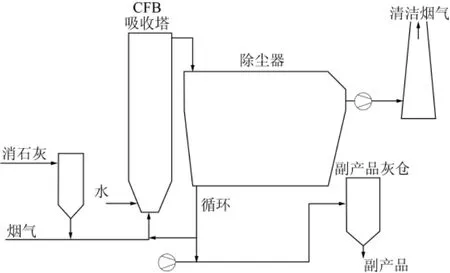
图1 CFB-FGD工艺流程Fig.1 Process flow diagram of CFB-FGD
锅炉烟气从空气预热器出来后,通过预除尘器,再从底部进入脱硫塔,高温烟气与加入的吸收剂、循环脱硫灰充分预混合,进行初步的脱硫反应,在这一区域主要完成吸收剂与HCl、HF的反应。
烟气通过脱硫塔底部的文丘里管的加速,进入循环流化床体,物料在循环流化床里,气固两相由于气流的作用,产生激烈的湍动与混合,充分接触,在上升的过程中,不断形成絮状物向下返回,而絮状物在激烈湍动中又不断解体重新被气流提升,形成类似循环流化床锅炉特有的内循环颗粒流,使得气固间的滑落速度高达单颗粒滑落速度的数10倍;脱硫塔顶部结构进一步强化了絮状物的返回,进一步提高了塔内颗粒的床层密度;使得床内的钙硫比高达50以上。这样循环流化床内气固两相流机制,极大地强化了气固间的传质与传热,为实现高脱硫率提供了根本的保证。
在文丘里的出口扩管段设置1套喷水装置,喷入雾化水以降低脱硫反应器内的烟温,使烟温降至高于烟气露点15℃左右,从而使得SO2与Ca(OH)2的反应转化为可以瞬间完成的离子型反应。吸收剂、循环脱硫灰在文丘里段以上的塔内进行第2步的充分反应,生成副产物 CaSO3·1/2 H2O,此外还有与SO3、HF和 HCl反应生成相应的副产物 CaS04·1/2 H2O、CaF2、CaCl2等。
烟气在上升过程中,颗粒一部分随烟气被带出脱硫塔,一部分因自重重新回流到循环流化床内,进一步增加了流化床的床层颗粒浓度和延长吸收剂的反应时间。
净化后的含尘烟气从脱硫塔顶部侧向排出,然后转向进入脱硫除尘器,再通过引风机引入烟囱。经除尘器捕集下来的固体颗粒,通过除尘器下的再循环系统,返回脱硫塔继续参加反应,如此循环,多余的少量脱硫灰渣通过物料输送至脱硫灰仓内,再通过罐车或二级输送设备外排。
CFB-FGD 系统的技术特点[11-13]有:
(1)系统简单,综合造价低。CFB-FGD工艺综合造价相当于湿法脱硫工艺的50%。
(2)维护工作量小和费用低。CFB-FGD工艺基本不存在大的维护工作量,整个系统需要维护的只有一些风机、水泵,整个维护费用占总投资的1%。
(3)电耗低。CFB-FGD工艺的电耗占发电量的0.5% ~0.7%,若采用布袋除尘器则更低。
(4)水耗量低。CFB-FGD工艺只有生石灰消化系统和吸收塔降温系统需用水,整个水耗量是湿法水耗量的70%左右。
(5)不需要考虑防腐。CFB-FGD工艺脱除了几乎全部的HCl、HF和SO3,烟气温度高于露点25℃以上,因此不存在腐蚀问题,整个脱硫系统设备主要由碳钢构成。
(6)工艺简单可靠,不受燃煤含硫量限制。当燃煤含硫量为1.1% ~1.2%、钙硫比不大于1.2时,脱硫率可达90%以上,排烟温度在70℃以上。如果燃煤含硫量发生变化时,只需改变钙硫比和吸收剂投入量就可以适应燃煤含硫量的变化。
(7)对锅炉负荷适应力强,通过调节吸收剂加入量、水量、吸收塔压降,能快速响应锅炉负荷的变化情况。
(8)脱硫效率高,最高达90%以上,不用设置烟气换热器,避免了因烟气换热器漏风造成的脱硫效率下降。
(9)吸收剂必须采用生石灰粉及消石灰粉,且有一定的品质要求,吸收剂来源较少。
(10)副产物综合利用价值不如脱硫石膏。
2 运行问题分析
2.1 改造后运行情况
CFB-FGD系统均采用1炉2塔的方式进行脱硫。脱硫除尘岛设计性能以煤质含硫量1.5%为设计煤种,脱硫率不小于91%,以煤质含硫量1.8%为校核煤种,脱硫率不小于91%,同时满足净烟气SO2浓度不大于400 mg/Nm3。电厂燃用煤质参数与烟气参数如表1~2所示。
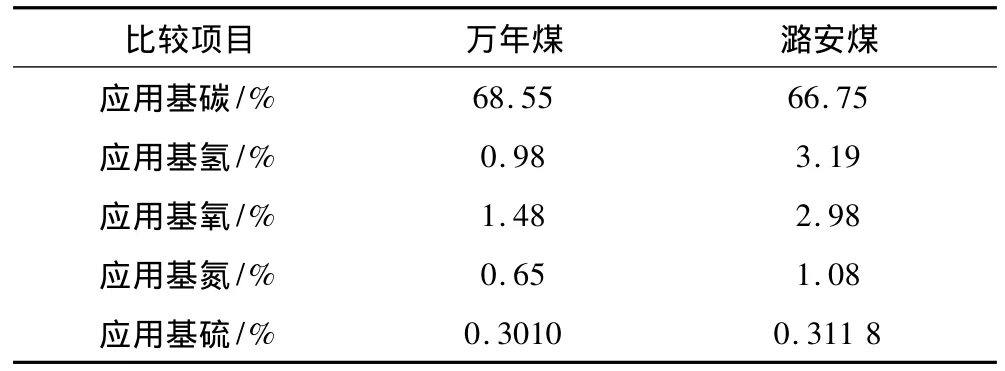
表1 煤质分析Tab.1 Coal analysis
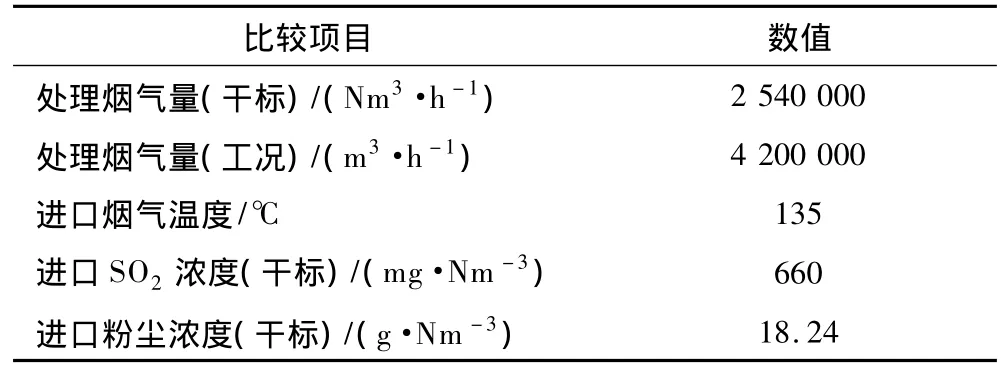
表2 烟气参数Tab.2 Flue gas parameters
CFB-FGD系统投运以来运行基本稳定,正常运行条件下,脱硫效率均保持在90%以上,SO2排放浓度在400 mg/m3以下,烟尘排放浓度在50 mg/m3以下,系统的可用率也较高,主要性能指标如表3所示。但2套脱硫系统在实际运行过程中也存在一些问题,如脱硫入口流场不均匀、运行烟气量高、引风机磨损、电耗量大等,需要在原来运行工况下有必要结合实际运行状况,进一步对系统的运行方式及有关参数做一些优化调整,以提高设备及系统运行的安全性和经济性。
2.2 脱硫入口流场均匀性问题
循环流化床脱硫塔中,底部流化床气、固混合程度是循环流化床内部反应的决定性因素之一,而脱硫塔文丘里的气流分布将直接影响流化床的稳定性,当文丘里过管气流流速过低时,无法托住流化床中的颗粒,出现掉灰塌床现象。为了防止过管气流流速过低,一方面要保证足够的文丘里过管风量,另一方面要保证文丘里的过管气流均布,防止局部过低而产生掉灰塌床[5]。该脱硫系统原设计采用流线型的底部进气结构,在汇流三通处设置平板状导流板,在脱硫塔入口弯头处设导流板,以利于气流塔内分布均匀,保持塔内流化床的稳定,在实现高效脱硫的同时有效减少塔底落灰。
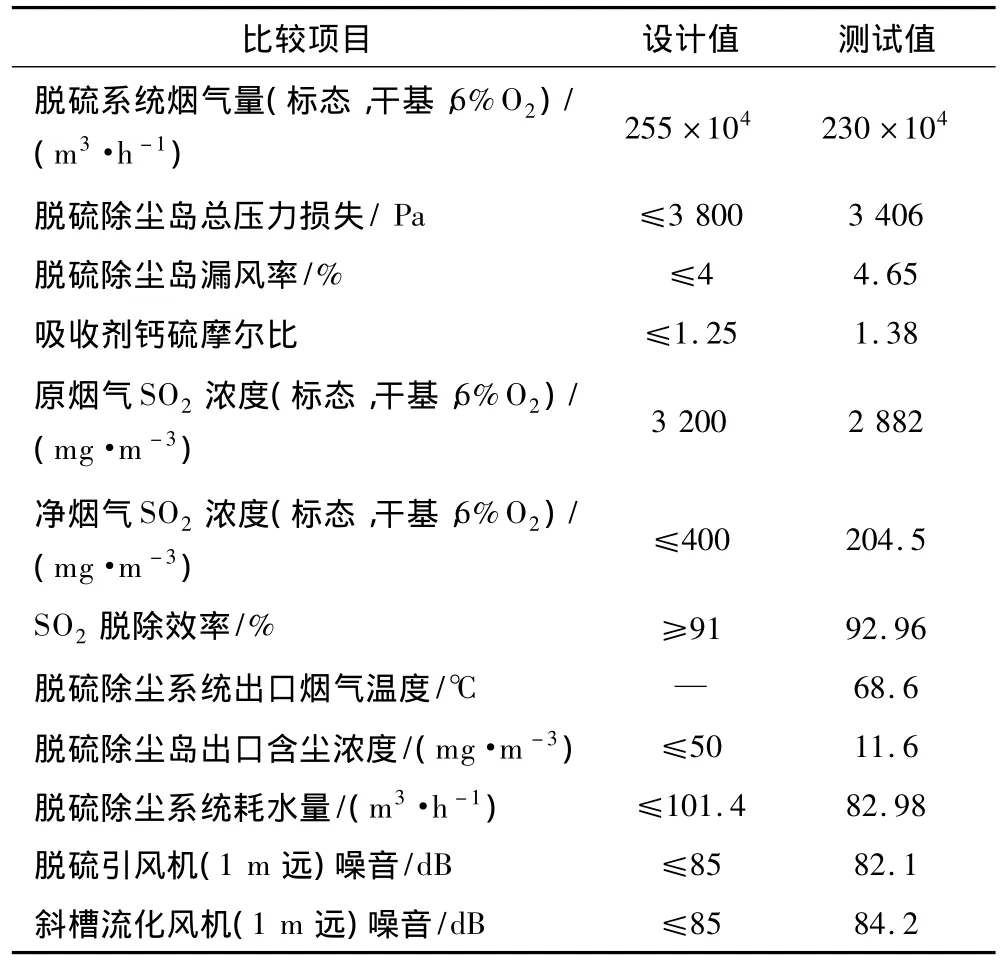
表3 脱硫性能试验结果Tab.3 Testing results of FGD
在系统实际运行期间,多次出现局部塌灰现象,从运行参数和状况分析,怀疑脱硫塔文丘里出口气流分布不均匀,故进行相关试验,试验结果如表4所示。从试验结果看,文丘里管出口流场分布不理想,需要对导流板和文丘里管进行必要的调整和改造,提高烟气流场的均匀性。
2.3 优化运行烟气量试验
为防止烟气流量波动、跳变保护动作、退脱硫情况的发生,在各脱硫岛分别加装1个差压流量表,并要求运行人员以差压流量表来控制各塔烟气流量。因差压流量表与原流量表有偏差(偏小(1~2)×105m3)且波动较大,运行以差压流量表为准按设计最小烟气流量和吸收塔入口负压来控制各塔的烟气流量和入口负压,造成2机脱硫引风机电流偏高。在此情况下对2号机组脱硫系统进行了优化运行烟气量试验,以期合理降低运行烟气量,试验结果如表5所示。
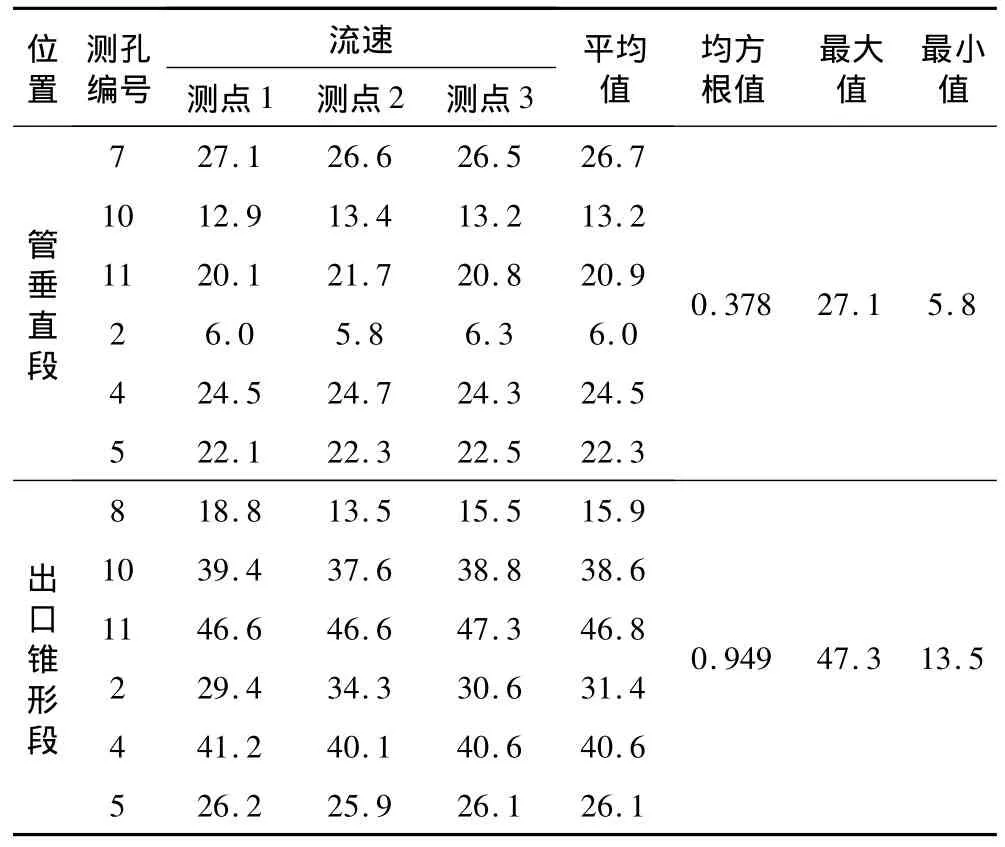
表4 文丘里流速检测结果Tab.4 Velocity test results by Venturi tube m·s-1
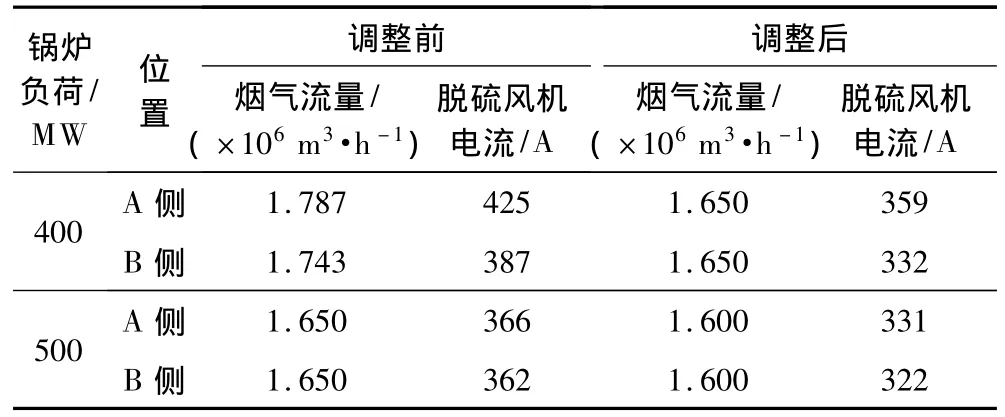
表5 优化运行烟气量试验Tab.5 Optimal operation of flue gas volume test
将低流量保护定值由1600×106m3/h改为1.500×106m3/h,运行观察塔底落灰情况。通过几天的观察,2A脱硫塔在烟气流量(1.600~1.650)×106m3/h时运行塔底有落灰,2B脱硫塔未见有落灰。1号机脱硫系统现烟气流量按1.700×106m3/h控制,脱硫引风机电流在390 A左右。2号脱硫塔烟气流量按1.650×106m3/h来控制,流量计准确后尽快投入再循环自动。
2.4 设计烟气量过大的问题
由于设计时选取的烟气量数值过大,实际运行中烟气量远小于设计值。造成机组在满负荷运行时,脱硫系统也必须从净烟气回流部分烟气至脱硫塔入口,以保证一定的床压。这就造成2个问题:(1)脱硫塔入口烟气量过大,相应地增加了脱硫风机的出力,造成能耗增加;尤其是在低负荷运行时,需加大净烟气再循环量,对单塔运行的调整也不利。(2)由于必须回流部分净烟气,造成了脱硫塔入口烟气温度的降低,为了保证脱硫塔出口的烟气温度(不低于70℃),相应地必须减少脱硫塔喷水量,不利于脱硫效率的提高。
下一步需重新根据实际运行的参数,对吸收塔的烟气量和流速进行计算,在保证床层稳定的前提下,减小吸收塔的通径,对文丘里管等进行必要的改造,从而减小脱硫塔入口烟气量,在提高脱硫系统效率的同时达到节能的目的。
2.5 吸收塔入口烟温过高和过低情况下的喷水问题
该厂在机组连续满负荷运行、吸收塔入口烟温接近180℃、喷水系统回水阀全部关闭时,温度最低能降到78℃,高于设计值70~72℃,床层的反应效率大大降低。不仅会造成石灰的浪费,还会增加脱硫灰的数量。在机组长期处于较低负荷(330 MW)运行时,吸收塔入口烟温接近80℃时,稍一喷水,出口温度就会低于设计温度,床层的反应效率更低。
造成这一问题的主要原因是:机组在满负荷和较低负荷时的烟温180℃和80℃均属于非常规温度,超出了原设计范围,脱硫系统无法满足在此温度下的运行。
在每个岛的工艺水泵出口母管各加1台电动门,只是解决了泵的自动启停问题,但并没有解决烟温过高、过低工况下的运行效率问题。解决这个问题的措施:一是对锅炉燃烧和配风情况进行适当调整,将机组在满负荷和较低负荷运行时的烟温控制在合适的范围内,减少脱硫系统在极端温度下的运行时间;二是对脱硫系统进行必要的改造,如改变吸收塔的通径,改变喷水系统的流量等,使脱硫系统能相对适应在极端温度下的运行。
2.6 引风机叶片磨损问题
系统改造后,机组原有电除尘器(四电场,除尘效率大于90%)改造后当一级电除尘器使用(仅留1~2个电场,除尘效率80%),原有引风机较长时间在烟气含尘浓度远高于设计值的恶劣工况下运行,加快了叶片的磨损速度。针对该厂1号机组A侧引风机叶片磨损情况进行了初步分析,试验数据显示,A侧引风机入口和B侧引风机入口的烟气流量无明显差异,但两侧的烟尘浓度却偏差较大。A侧入口标态烟气流量为1012064 Nm3/h,B侧入口为1039694 Nm3/h;A侧烟尘浓度为3374.87 mg/Nm3,B侧为1023.56 mg/Nm3。从数据上看,A侧的高烟尘浓度很可能就是造成A侧引风机叶片磨损的原因。
如果炉侧设备运行情况正常,可以考虑为引风机叶片进行热喷涂处理,提高叶片表面的耐磨损、耐高温、耐氧化能力。因为除尘器本身也存在一定问题,可以对除尘器进行优化,以提高除尘器的除尘效率,不失为一种降低出口烟尘浓度的可行性方案。
3 结语
采用CFB-FGD工艺进行大容量机组烟气脱硫是可行的,该脱硫工艺技术成熟,运行稳定,能达到较高的脱硫效率,设备国产化率也较高。与湿法工艺相比,循环流化床干法脱硫工艺在改造时间、静态投资、动态投资、占地面积、维护费用上具有明显的优势。但在CFB-FGD设计和运行中还需注意一些问题,尤其是设计烟气参数(烟气量、烟温等)的选取一定要准确,符合实际运行工况,这在很大程度上决定着脱硫系统的运行效率和投资;在运行中要适时地根据实际运行工况对脱硫系统进行优化调整,以提高系统的安全性和经济性。
[1]赖毅强.CFB-FGD在660 MW燃煤电站锅炉烟气净化中的应用[J].龙岩学院学报,2010,28(2):40-43.
[2]李若萍.循环流化床干法烟气脱硫技术的应用[J].江西电力,2009,33(1):32-34.
[3]王凤印,王翠苹.循环流化床烟气脱硫技术的研究现状[J].电力环境保护,2005(4):452-458.
[4]林春源.大型火电厂烟气循环流化床脱硫系统的设计与应用[J].能源与环境,2005(2):43-46.
[5]林驰前,林春源.烟气循环流化床干法脱硫系统的设计与调试[J].中国环保产业,2007(6):49-52.
[6]王建春.CFB-FGD在大型燃煤电站锅炉烟气净化中的应用[J].中国环保产业,2011(6):27-30.
[7]赵艳志.半干法脱硫技术的应用解析[J].黑龙江科技信息,2010(32):19.
[8]陈永辉,李军,李习臣.中小型燃煤电厂烟气脱硫改造工艺技术路线的确定[J].能源工程,2008(6):50-54.
[9]高国卿.火力发电厂烟气脱硫治理研究[J].中州大学学报,2008,25(5):124-l25.
[10]李强,杨晓岗.半干法烧结烟气脱硫工艺技术分析[J].山西冶金,2008(5):1-4,20.
[11]郝吉明.燃煤SO2污染控制技术手册[M].北京:化学工业出版社,2001.
[12]薛建明,马果骏.烟气循环流化床脱硫工艺的技术经济分析[J].江苏电机工程,2003,22(7):11-l4.
[13]李忠华,薛建明,王小明,等.循环流化床烟气脱硫技术分析及工程应用[J].电力科技与环保,2010,26(2):50-52.