低速走丝电火花线切割加工应用
2011-06-05张伟明
张伟明
(北京安德建奇数字设备有限公司,北京 101400)
低速走丝电火花线切割机床应用广泛且重要。在模具的生产过程中,模具加工精度的好坏直接影响到模具的装配精度、产品的精度以及模具的使用寿命。有时机床使用不当还会造成工件报废,给制造成本和加工周期带来负面影响。因此在使用机床的过程中,应尽可能发挥出机床的加工性能,以便给企业带来良好的经济效益。影响低速走丝线切割机床加工精度的因素有很多,除了机床本身品质的好坏以外,还与所加工材料的性能、加工环境、加工工艺等外界因素有关。本文主要从上述几个外界因素来分析如何避免或减小外界因素的影响,以提高模具的加工质量。
1 影响机床加工精度的外界因素及解决办法
1.1 材料性能的影响
一般而言,工件在切割前都已经历过多种加工,内部或多或少都存在着残余应力。残余应力是一个相对平衡的应力系统,这种平衡系统会在线切割的加工过程中遭到破坏,再加上电极丝火花放电所产生的热应力的作用,工件将产生无规则的、不定向的变形。在线切割加工的过程中,材料变形直接影响到模具的尺寸精度和表面质量。材料中的残余应力有时比机床精度等因素对加工精度的影响还严重,可使变形达到宏观可见的程度,甚至在切割过程中材料会破裂。尤其是加工细长形状或加工余量较少的工件时,会因为工件变形的影响而得不到理想的加工结果。故欲得到精度良好的工件,应注重材料性能对加工精度的影响。
为了减小残余应力引起的变形,应采取相应措施。如:选择正确的热处理方法;进行切割时,采用二次切割法(第一次粗切型孔,待应力达到新的平衡时再精切型孔)、选择正确的切割顺序等。
现从以下几方面来具体分析如何提高加工精度。
(1)从材料上尽可能减小加工过程中变形的产生。这要求尽量选择内应力小的材料,或在加工之前对材料先进行热处理以消除或减小内应力。
(2)减小加工过程中的热变形。这要求在加工过程中加工液及机床温度要恒定。用户将机床放在恒温的房间里使用即可,一般在封闭的房间里配上制冷量足够的空调机。安装空调机时,应将空调机的出风口避开机床,防止冷风直吹机床。
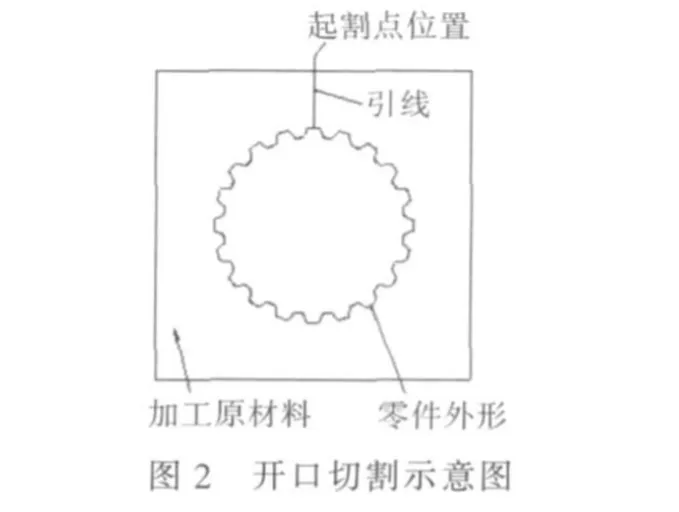
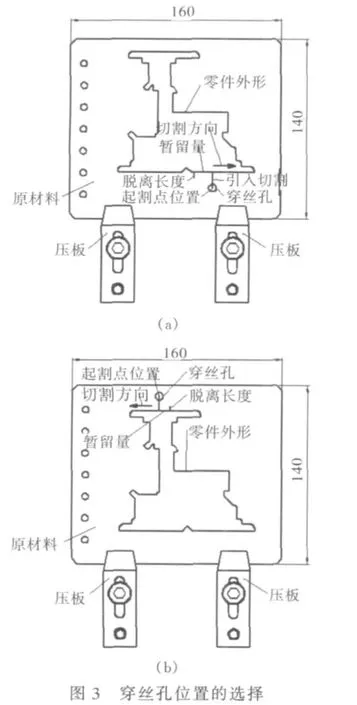
(3)制定合理的加工工艺来避开材料变形的影响。可从以下4个方面着手:①工件轮廓应离坯料边缘7mm以上;②在淬火前进行预加工,去除大部分余量;③在切割凸模的时候,应打好穿丝孔进行封闭式切割(图1)。这样可有效减小线切割加工对工件应力平衡系统的破坏,从而提高工件的加工精度。图2所示的起割点位置是从加工原材料以外直接切割进去,这样易破坏材料的应力平衡系统,带来较大的变形,影响零件的加工精度;④在切割模具时,穿丝孔位置的选择也会对应力变形产生影响,应尽可能将暂留量留在靠近工件装夹时压板压上的部位。特别是在薄板上切割稍微大点的零件时尤其要注意这一点。如图3a所示,切割图示的零件外形,切入点选在下端,靠近工件夹持的部位。大部分切割过程都使工件与夹具保持在同一坐标系中,刚性较好,避免了应力变形。而图3b的切入点选在了工件的上端,切割方向如图所示。随着切割时间的变化,零件下部与工件夹持部位逐渐脱离,无法抵抗内部残留应力而发生变形,工件也随之变形,影响零件的加工精度。
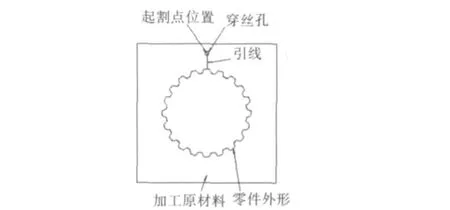
图1 穿孔切割示意图
1.2 电极丝的选择
低速走丝电火花线切割加工作为一种精密特种加工技术,它的切割效率和切割质量与电极丝的质量紧密相关。电极丝技术的突破往往会导致线切割技术的革新。比如镀锌丝的出现,就为低速走丝电火花线切割加工技术带来了加工效率和表面质量上的大幅度提高。镀锌丝发展到今天已使“不同的加工,采用不同的电极丝”的概念被用户所接受,更使广大用户跳出了“电极丝就是黄铜丝”的这一业内误区。
在使用机床的过程中,电极丝的选择应注意以下几点:
(1)在正常切割时,宜选择拉伸强度合适的电极丝。抗拉强度高一点的电极丝有利于提高切割效率、减小电极丝的滞后,从而提高零件的精度。因为电极丝的滞后会带来“鼓肚”、“凹心”、“塌角”等加工缺陷。在行业中根据电极丝抗拉强度的大小,有时候也会把电极丝分为“软丝”和“硬丝”。
(2)在使用过程中,需选择“软”、“硬”适当的电极丝。如果进行大锥度加工,应选择偏软的电极丝。因为“软丝”的延伸率较大,在大锥度切割时易保证斜面的几何精度。然而,“硬丝”在自动穿丝方面有着它的优势,在抗抖动能力上要强于“软丝”。
(3)电极丝的导电特性影响加工模具的表面粗糙度。随着低速走丝电火花线切割机床电源的不断发展,对电极丝也提出了严格的要求。它不但要求在实际使用过程中,电极丝要能承受很高的峰值电流或平均电流,同时还要求电极丝传输的能量必须有效。因为只有这样,才能使加工表面粗糙度值达到Ra 0.6、Ra 0.4甚至 Ra 0.2。一般镀锌丝的切割效率和表面粗糙度要好于黄铜丝,切割效率会有30%~50%的提高。但镀锌丝的价格会稍微贵些,用户可根据自己的需要来选择。
(4)电极丝的热物理特性影响切割效率。在加工过程中,由于放电会产生大量的热能。其中一部分热量会被电极丝吸收,便会影响切割效率。如热量太多的话,电极丝就会被熔断,这时要求电极丝表面能快速地汽化。因为只有这样,才能在短时间内把热量带走,同时也有利于排屑。这也是我们在第一次切割时使用高压冲水的原因之一。
(5)电极丝本身的几何特性影响加工结果。低速走丝电火花线切割机床高效率高精度的加工,要求电极丝的圆度误差极小,对电极丝表面的光滑程度、丝径的尺寸精度要求都较高。当然也有一些特殊的电极丝,为了得到较高的切割效率,而特意把电极丝表面做得相对粗糙。
(6)在切割尖角、窄缝时,应选用直径较小(0.15mm或者更小)的电极丝来切割,否则程序可能会产生错误或者加工不出理想的效果。
(7)在切割较厚的工件时,应选用直径稍偏大(0.25mm或0.3mm)的电极丝来切割。这样才能得到较好的综合切割效率。
综上所述,关于电极丝的选择,用户一般使用机床生产厂家推荐的电极丝即可,或根据具体加工应用的不同来选择电极丝。用户也更应重视电极丝的选择。
2 加工应用举例
一客户在使用本公司生产的AW510低速走丝电火花线切割机床加工时出现了两个问题:一是切割凸模齿轮时,齿轮公法线精度误差较大,有的误差甚至达到0.1~0.2mm;二是在切割阴模齿轮时,第三次切割出现切不动的情况。该客户专业生产齿轮,用低速走丝电火花线切割机床主要切割厚度在100~200mm的硬质合金材料。该客户以前的模具全部是外协加工,由于加工费用较高,最近从本公司购买了机床用于加工自己的模具。由于该客户是刚刚接触低速走丝电火花线切割加工,加工工艺不是很完善,在机床交付给客户使用后,客户首先是用钢料来做实验性的加工,摸索适合自己产品的工艺方法。下面就本公司的服务工程师针对该客户反映的上述两个问题采取的相应措施,来介绍低速走丝电火花线切割加工应用方面的一些技巧。
(1)第一个问题的加工内容见图4。

图4 凸模齿轮轮廓及加工参数
切割时用的补偿量分别为:H001=213μm、H002=148μm 、H003=136μm 、H004=133μm 。各次切割所用的参数代码为 1631/1632/1633/1634。由于是在做实验性的加工,为了节约成本和提高效率,客户选用了比较薄(10mm厚)的钢料来加工。在实验过程中,发现切割出来的齿轮部分公法线精度在0.005mm左右,完全符合他们的模具要求 ,但也有几个齿轮的公法线精度大于 0.02mm,有的误差甚至在0.1~0.2mm。
遇到这种情况,我们首先想到的是材料变形影响了加工精度。因为工件相对较薄,如果热处理做得不好的话,在加工过程中就较易产生变形,最终会导致零件加工精度不理想。客户在切割过程中,用的都是一些废料来切割,可能不同批次的材料热处理情况不一样,所以才导致了切割出来的齿轮精度相差较大。
在实际切割过程中,本公司的服务工程师也确实发现了明显的材料变形。图5是第一次切割完成后所拍摄的照片。从图上可看出,切割轨迹存在明显的不均匀情况,切缝大小不一非常明显。遇到这样的情况,首先应考虑从材料上解决该问题,更换材料或将材料重新热处理。在材料得不到改善的前提下,可采取加大补偿量、增加一次切割的办法来解决,这样可消除或减小材料变形对加工精度的影响。因为变形基本上会在第一次切割过程中产生,而且第一次切割完成后产生变形量最大。
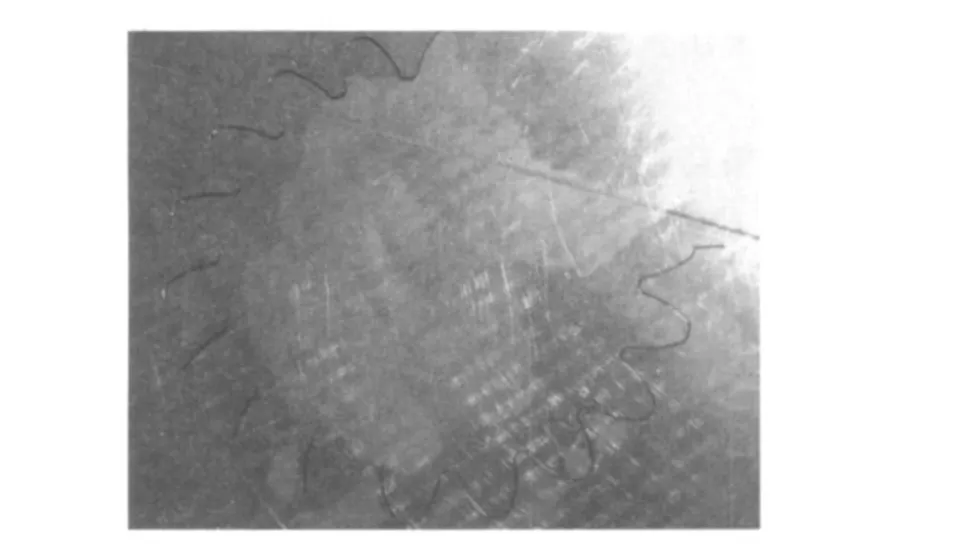
图5 第一次切割后的齿轮照片
这里所采取的办法是增加一次切割,而且用的是第一次切割的参数。补偿量在原来的基础上增加0.1mm。即调整后的补偿量分别为:H001=313μm 、H002=213μm 、H003=148μm 、H004=136μm、H005=133μm,各次切割所用的参数代码为1631/1631/1632/1633/1634。这里介绍的方式是采取增大补偿量、增加一次切割的办法,至于所用参数和所增加的补偿量的大小应视情况而定。
(2)第二个问题的加工内容见图6。

图6 阴模齿轮轮廓及加工参数
客户介绍在切割到第三刀时,机床无法正常加工,切割效率极低,机床放电状态很不稳定。与客户沟通时了解到,在第二次切割完成后,由于工厂突然断电,切割工作也就暂告一段落了,过了3天才继续加工该零件。等到再开始加工的时候,零件表面已产生了严重的锈迹,据分析正是由于加工面的这些锈迹影响了机床的正常加工。
通过这个问题的展开,可从以下几方面来避免工件生锈对加工的影响:
(1)在加工较大的零件(单次切割在12 h以上)时,每次切割都应采用浸水加工。这样可避开加工面与空气接触,从而有效延缓生锈时间。在机器断电后应立即将工件表面的加工液清理干净。因为低速走丝电火花线切割加工一般用的都是纯净水,将水清理干净有利于工件防锈。
(2)采用在加工液中加防锈剂的办法来防止工件生锈。
(3)遇到生锈的情况,可通过改进加工工艺使加工能顺利进行,而不至于让工件报废,造成不必要的浪费。
下面重点介绍如何从加工工艺上来解决该问题。
经上述分析可知,由于加工面的生锈影响了第三次的切割。本机床第一次、第二次加工为粗加工,加工过程中用到的放电能量较大。第三次、第四次加工为精加工,精加工时的能量较小。客户在第三次切割时,由于加工面生锈的影响导致第三次加工放电状态很不稳定,出现了切不动或者切割速度非常慢的情况。遇到该情况时,从加工工艺上可采用增加一次切割的方法来解决,此时需重新生成程序,并从加工起始点执行新程序。原有加工补偿量分别为 :H001=221μm 、H002=176μm 、H003=151μm 、H004=141μm,各次切割所用的参数代码为1771/1772/1773/1774。现可将其改成5次切割,参数分别为 H001=221μm 、H002=176μm 、H003=176μm 、H004=151μm 、H005=141μm,各次切割所用的参数代码为 1771/1772/1772/1773/1774。这里增加了一次切割,所用参数为第二次切割的参数,第二次和第三次切割的补偿量也是相同的。这样,第三次切割时切割速度会很快,因为第3次的理论切削量为0。到了精加工时,就不会由于生锈的问题而影响到精加工的放电状态。
在为客户解决了以上问题之后,客户用硬质合金材料加工了上面提到的第二个齿轮模具,齿顶圆直径73.6mm,模具厚度150mm。最终切割下来的齿轮公法线(跨3齿)精度在0.01mm以内。用该套模具生产出来的产品精度在0.02mm以内,用户非常满意。
3 结束语
以上低速走丝电火花线切割机床加工应用的方法,在本公司的工艺试验和用户实际生产中都取得了良好的效果。低速走丝电火花线切割加工属于一种高精密加工,在实际应用中应尽可能地排除一些对机床加工不利的因素,发挥出机床的最大性能,减少不必要的浪费,给企业带来更大的效益。
