刀具破损监控系统在车铣加工中心上的应用
2011-05-26沈阳第一机床厂李晓峰
沈阳第一机床厂 李晓峰 何 峰
刀具破损监控系统在车铣加工中心上的应用
沈阳第一机床厂 李晓峰 何 峰
针对国防军工企业中超长、超重、超精零件的车、铣、钻、镗等工序的复合加工工艺要求,我厂研发了HTM车铣复合加工中心,解决国外对我们的技术封锁,填补国内的空白。但是刀具破损犹如一个噩梦,特别是在无人操作加工工件时,如果没有及时监测到刀具破损,常常会导致工件报废,甚至是导致机床的损坏。因此,对于加工工件及机床都是相当贵重的HTM车铣复合加工中心,我们选用了ARTIS系统对刀具破损进行监控。
一、概述
生产中,用户经常会遇到由于刀具破损、刀具碰撞,致使工件和机床受损的问题,尤其是在自动模式下。如果刀尖崩裂,机床不会感知而继续运转,而如果操作人员又未能及时发现,则常常导致工件报废,情况最坏时,甚至会导致机床损坏。为此,我们选用了ARTIS刀具监控系统应用在HTM车铣复合加工中心。
通过使用ARTIS刀具监控系统,使得机床生产效率有所提高,可缩短停机时间,由此提高机床的可用性。在识别断刀故障后,快速停机,这样发展性故障及维修时的停机时间就被降低到最低点。通过对磨损进行监控,可以及时更换刀具,这样就不必过早或为预防发生故障而更换刀具,对磨损刀具进行监控可以避免生产出废品,还可以保护发展性刀具。在HTM机床上,使用了ARTIS-CTM-DTA方法对由NC操控界面传输过来的数字驱动扭矩进行分析,这样就不必安装传感器,还可以剔除那些为加工主轴或进给轴而提供的具有迷惑性的分析数据。下面就我厂生产的HTM复合加工中心为例,浅谈ARTIS刀具监控系统CTM卡嵌入到在SIEMENS-840D系统中的使用方法。
二、ARTIS-CTM-DTA刀具监控系统的硬件连接
1.ARTIS CTM-DTA系统用于无传感器数字扭矩监控的基本要求
(1) SIEMENS PCU50或PCU70。
(2) 操作系统:WINDOWS95/98/2000/NT/XP。
(3)外设接口使用PROFIBUS。
(4) 带DTA-1-DP/S的ARTIS CTM卡。
(5)SIMODRIVE 611D 驱动控制器。
(6)带有工艺功能的PB刀具和过程监控器的SIEMENS NCU系统软件。
(7)SIEMENS NCU软件版本不低于6.4。
2.ARTIS CTM系统的主要特点
(1)控制系统集成刀具、过程和机床状态监控。
(2)一个CTM卡有四个监控通道。
(3) ISA或PCI插槽。
(4) 标准型PROFIBUS接口。
(5)可集成于开放的SIEMENS系统中。
三、ARTIS用户界面 “CTMViSu”在SIEMENS系统PCU50上的安装
1.CTM卡包括三张安装软盘,直接安装在
PCU50\F:egie.ini文件
PCU50\\F: \OEM\ARTIS\CTM路径下。
2.在PCU50上设定软键调用ARTIS用户界面
3.上面两步执行完后,使用PCU50上的F8键即可调用ARTIS用户界面 (图1)。
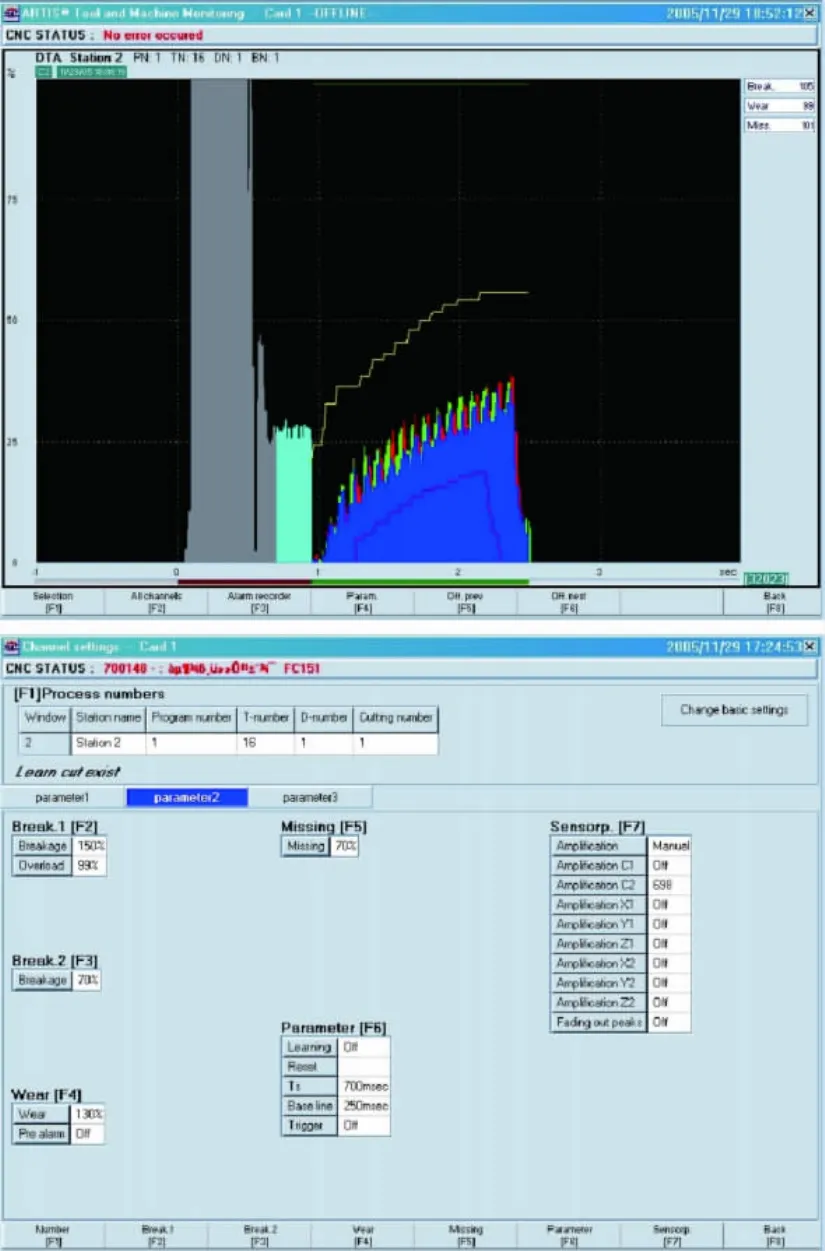
图1 用户界面 “CTMViSu”
四、DTA的安装
DTA—软件传感器。ARTIS刀具监控可以不需要传感器,而通过PROFIBUS总线读取数字驱动器的数据,如功率、扭矩、速度等信号来处理,从而实现刀具破损监控。
对于NCU软件版本高于6.4的SIEMENS-840D数控系统,DTA安装过程如下:
1.拷贝CTM软盘1中文件 “TPM 0302.elf”到NC卡中
(1)使用Apsoft公司的CARDWARE软件读写NC卡中的数据。
(2)使用SIEMENS公司的SinuComFFS软件向NC卡中加载文件。
2.激活DTA功能,设定DTA监控的轴。
MD61700
TOOL_MONITOR_AX_ASSIGN_TAB[0]=4;主轴MD61700
TOOL_MONITOR_AX_ASSIGN_TAB[0]=1; X轴MD61700
TOOL_MONITOR_AX_ASSIGN_TAB[0]=2; Y轴MD61700
TOOL_MONITOR_AX_ASSIGN_TAB[0]=3; Z轴
3.使用STEP7软件对DTA进行组态 (见图2)
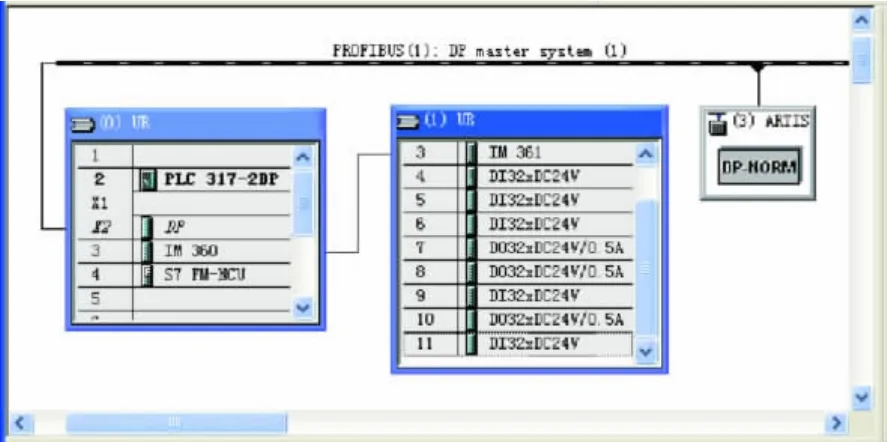
图2 ARTIS-CTM-DTA的组态
CTM软盘1中存有CTMA04DD.gsd组态文件。
设定DTA的地址范围,输入输出起始地址均为300。同时修改机床数据:
MD61701
TOOL_MONITOR_LOGIC_ADDRESS_IN=300;
输入起始地址
MD61702
TOOL_MONITOR_LOGIC_ADDRESS_IN=300;
输出起始地址
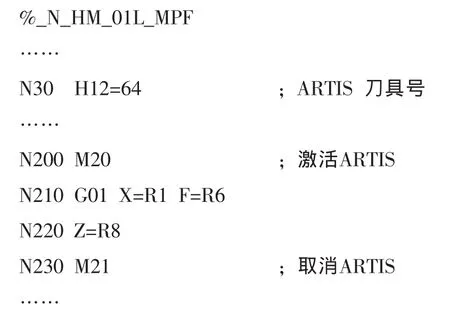
4.编写PLC程序。辅助功能如下:
◆H11=xxxxx;向ARTIS系统送入程序号
◆H12=xxxxx;向ARTIS系统送入刀具号
◆H13=xxxxx;向ARTIS系统送入刀具补偿号
◆H14=xxxxx;向ARTIS系统送入切削号
◆M20 ;ARTIS监控功能激活
◆M21 ;ARTIS监控功能取消
五、ARTIS刀具监控的使用
HTM80600sub车铣复合加工中心主要用于加工大型曲轴,其特点是加工时间长,切削量大,所以采用ARTIS—DX/DT监控方式进行加工监控。
ARTIS—DX/DT监控方式是指如果工件是小批量、多品种并且加工时间长的加工,可采用 “DX/DT”的监控方式。“DX/DT”是没有学习曲线的,不是通过与学习曲线的比对,做出刀具监控结果的判断,而是通过几条不同的限定,对在加工中的刀具进行刀具监控的判断。
编程举例:
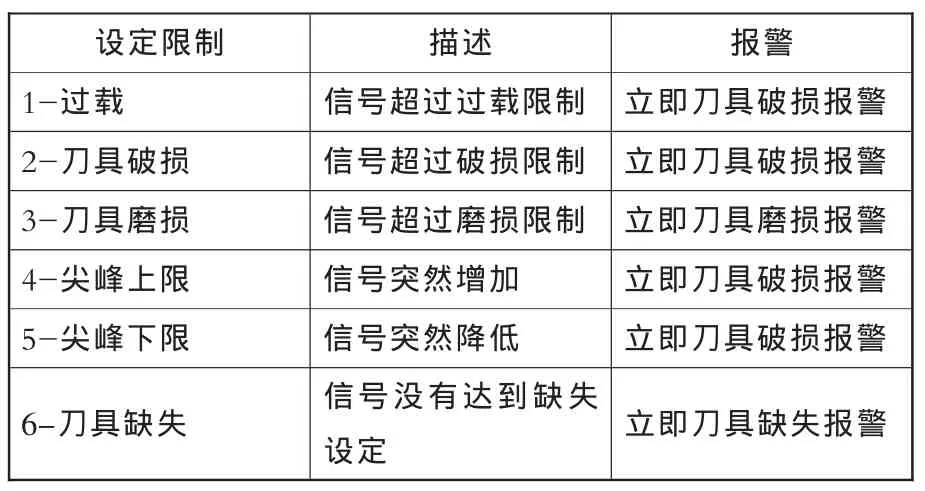
监控曲线: (见图3)
曲线描述:
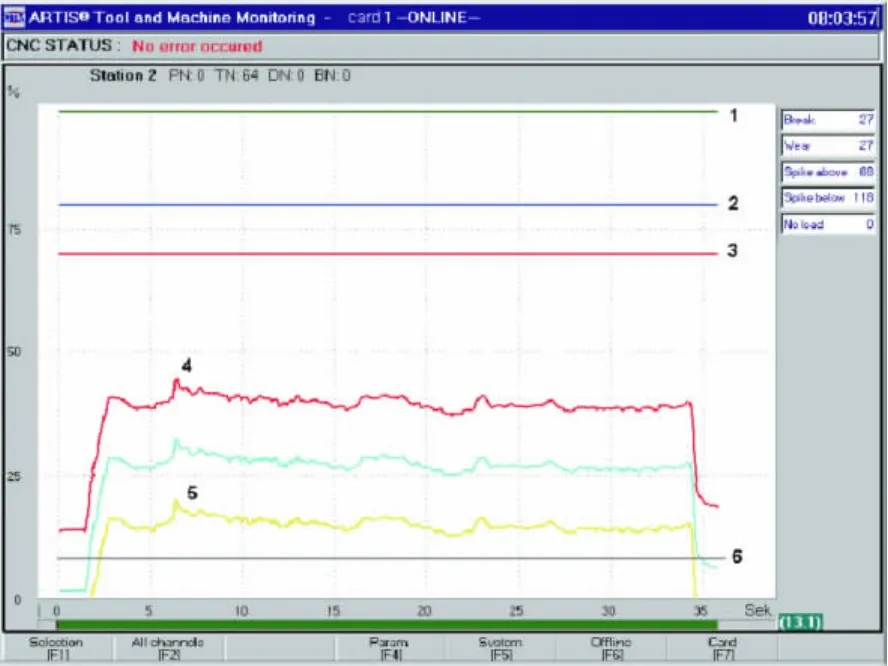
图3 ARTIS-DXDT监控曲线
注:曲线4和5中间的为实际加工曲线。
六、结束语
HTM车铣复合加工中心选用ARTIS系统对刀具破损进行监控,为用户带来多重好处,刀具耐用时间长,刀具及时更换,提高设备的使用率,减少废品率,优化工艺过程等等,总之,让用户获得更大的投资回报。