沪杭高速铁路CRTSⅡ型轨道板预制施工技术
2011-05-14李鹏,夏铭
李 鹏,夏 铭
(中铁十一局集团沪杭高速铁路项目经理部,浙江嘉兴 314511)
CRTSⅡ型板式无砟轨道混凝土轨道板从国外引进后在京津城际高速铁路第一次运用,到目前已广泛运用于中国高速铁路建设中,新建上海到杭州高速铁路即采用CRTSⅡ型轨道板。
1 工艺特点
结合沪杭高速铁路工程实际,通过改进创新,形成了具有中国特色的轨道板生产工艺。本工艺主要具有以下特点。
(1)轨道板的全部生产均在厂房内完成,施工环境良好,实行了工厂化管理。
(2)采用长线台座生产方式,生产线自动化程度高,采用流水作业方式,工装设备加工精度高,实现了机械化数控操作,人为因素制约程度大大降低,能够有效保证生产效率和产品质量。
(3)使用了大量的非标设备及工装
为满足Ⅱ型轨道板的生产需要,必须配置专用设备和工装。这些非标设备是根据Ⅱ型轨道板特点而量身定做的,是轨道板生产流水线上不可缺少的重要装备,包括轨道板生产中的模板、布料系统、磨床。专业化的设计增加了设备工装采购、加工和使用难度。
(4)精度要求高
轨道板生产中从基础处理、模板安装、混凝土浇筑到轨道板打磨、存放过程中控制精度都在毫米级,对施工过程控制要求极高。
2 工艺原理
CRTSⅡ型板式无砟轨道混凝土轨道板包括标准板、特殊板和补偿板,标准板长6 450 mm、宽2 550 mm、厚200 mm,为预应力混凝土结构,每块板混凝土用量3.452 m3,板质量约8.6 t,轨道板为有挡肩、先张法预应力混凝土预制板,横向配置60根φ10 mm预应力筋,纵向配置6根φ20 mm精轧螺纹钢筋,用于轨道板铺设时的纵向连接,在纵、横向钢筋的上、下层分别配置1层钢筋网片,所有钢筋交叉点均做绝缘处理。每块轨道板设置10对承轨台,10道V形预裂缝,承轨台设计适用于有挡肩扣件(WJ-8C扣件),经过打磨后确定了其在线路上唯一位置,特殊板和补偿板与标准板有着类似的结构特点,分别用于补偿调整线路长度、道岔前后过渡、曲线半径小于1500 m的地段。轨道板结构示意见图1。

图1 标准轨道板结构示意
CRTSⅡ型板式无砟轨道混凝土轨道板的生产流程主要包括:钢筋网片加工制作、网片绝缘检测与就位、预应力筋下料及入模、张拉与钢筋间绝缘性能检测、混凝土制备、灌注与养护、打磨与扣配件安装和轨道板存放等工序,生产工艺详见图2。
3 板场布局及配置
3.1 布局
整个制板场占地面积130亩,分为钢筋加工区、毛坯板生产区、打磨装配区和轨道板存放区、搅拌站、生产辅助区等区域,依据CRTSⅡ型板生产工艺流程、工序顺序和物流方便布置设计。按原材料进入至毛坯板出车间的顺序方向,以3条毛坯板生产线为主轴,横向成3跨结构,主厂房设3条预制生产线,每条生产线设置27套模具,24 h最大毛坯板生产量81块,同时投入轨道板打磨用磨床及其配套设备1套,24 h正常可打磨成品板80~120块。

图2 CRTSⅡ型轨道板生产流程
3.2 设备配置
CRTSⅡ型板主要设备有:HZS150型混凝土搅拌站1座、混凝土布料机1台、5 t单梁桥式起重机2台、16 t双梁桥式起重机3台、(8+8)t双梁桥式起重机1台、预应力工装(含张拉台、卡具、液压泵)3套、真空吊具2台、轨道板翻转机1台、数控磨床1台、40 m-16 t龙门吊4台、DNA03数字水准仪1台、TCA1800高精度全站仪1台。
4 主要工艺及重难点介绍
4.1 模具制作与安装
模具制作及安装是建厂过程中工艺难点。模具加工精度要求高,平面精度±0.5 mm,承轨槽模具尺寸精度±0.3 mm。标准板模具设计长6.45 m、宽2.55 m,由地脚螺栓及支撑钢板、缓冲橡胶块、支架、面板、承轨台、纵向隔模、橡胶端模以及辅助部件组成。
模具安装首先采用莱卡DNA03数字水准仪测出张拉台座两端张拉横梁上张拉钢丝钳口的高程,并求出两端的高程平均值,要求张拉池两端张拉横梁的高度应处于同一水平,最大允许相差±1 mm,全局布置模板,要求模板V形槽口中线与φ5 mm钢丝张拉槽口中心对齐,其精度要求达到 ±1 mm。用数字水准仪测量承轨台高程在同一水平面上,误差范围±0.3 mm。模型调整示意见图3。

图3 模型调整示意
4.2 钢筋加工及绝缘检测
4.2.1 安装程序
上、下层钢筋网绝缘检测→φ5 mm定位预应力钢筋入模→安装下层钢筋网→φ10 mm预应力钢筋入模→预应力筋20%初张拉→安装纵向隔板→预应力筋100%终张拉→安装塑料套管、上层钢筋网片及橡胶端模→钢筋网片绝缘检测。
4.2.2 吊入钢筋网
钢筋网放入模板时,应注意保证保护层的厚度:浇筑面上钢筋保护层标准值为3.5 cm,连接缝侧钢筋保护层标准值为2.5 cm,其余钢筋保护层标准值均为5.0 cm,下层钢筋网与所有φ5 mm预应力筋及上层钢筋网与所有φ10 mm预应力筋的接触点必须位于绝缘热缩套管上方。钢筋网如有偏斜、扭曲,应进行调整。现场采用平板靠尺,担置在两边侧模上,用钢尺检查靠尺边缘至钢筋边缘距离,对钢筋网在轨道板厚度方向的位置进行调整。不得损坏钢筋表面环氧涂层,下层钢筋网摆放位置时必须确保接地端子和Ⅱ型板Ⅱ型承轨槽在同一侧。
4.3 预应力张拉
4.3.1 预应力筋下料
用车间天车将整盘φ5、φ10 mm预应力筋吊放到预应力筋存料仓中,并适时取掉捆扎铁片。用天车配合人工将钢筋头从存料仓中抽出,长度应稍大于存料仓至预应力筋推送器之间的距离。人工将钢筋头装入推送器的推送槽中。开启电源,推送装置将按既定长度自动下料,并将成品置于推送装置的一侧。φ10 mm钢筋制作60根、φ5 mm钢筋制作6根,且现场具备安装条件后,将预应力筋送到预定安装台座。制作好的预应力筋长度误差控制在±14 mm。在预应力筋运送到安装工位以前,人工目测所有预应力筋,在确认无外观缺陷(如锈蚀、裂痕、机械损害等)后,方可进行下一步作业。
4.3.2 预应力张拉、放张
φ5 mm,φ10 mm预应力筋入槽。安放预应力筋过程中,不要肆意踩踏模板表面,确保模板表面清洁,保证预应力筋位置准确,避免出现钢筋错位等现象。锁紧锚具,保证预应力筋外露锚具长度为2~4 cm,启动张拉设备,初张拉20%,千斤顶伸长量为55 mm时张拉结束。100%终张,此次张拉主要以张拉力控制张拉,伸长值作为校核,张拉过程中,要注意千斤顶伸长量,同端偏差小于2 mm,异端小于4 mm。伸长到位后,迅速安装卡环并锁紧千斤顶,油泵卸压。并做好张拉过程记录。当轨道板混凝土经过养护,在同条件养护试块抗压强度达到80%且达到48 MPa以上时,开始放张作业。
4.4 混凝土施工
(1)CRTSⅡ型轨道板混凝土采用C55高性能混凝土,混凝土制备采用1台HZS150混凝土搅拌站,采用电子计量系统计量原材料,在配制混凝土拌和物时,混凝土原材料严格按照施工配合比要求进行准确称量,水泥、掺合料、外加剂和水的称量误差为±1%;砂、石料的称量误差为±2%。浇筑时模具温度控制在10~30℃,混凝土拌和物控制指标:入模温度5~30℃,坍落度(14±2)cm,含气量≤3%。
(2)天车配合将拌制好的混凝土倒入待灌注混凝土的模具正上方布料机料斗中,启动布料机上布料系统,分两步进行布料。第一步:布料机从模具一端匀速运行到另一端的过程中,将约75%的混凝土灌注入模;第二步:布料机上的料斗在返回过程中布设剩余25%的混凝土,同时启动安装在模具下部的8个振动器,振动密实混凝土,直到表面泛浆和只有零星气泡出现为准,避免过振,振动时间一般不超过2 min;在振捣混凝土过程中,加强检查模板的稳定性和接缝的密封情况,以防漏浆,最容易出现漏浆的侧隔板处可填充被胶泡棉等材料,如果发现灌注的混凝土过少,根据实际需要手动调节混凝土的灌注速度进行补料。
(3)混凝土密实成型后,先将布料机上刮平板降至紧切模型横隔板的高度,然后布料机开到下一个模具的位置,同时启动刮平板上的振动器,刮平混凝土表面,将多余的混凝土推进下一个空模具中。刮平后再次启动模具下的振动器,振动约30s同时辅以小功率(约1.5 kW)平板振动器沿侧模板来回振动,引导上侧模附近混凝土中的气泡排出,能很好保证轨道板外观质量(说明:由于轨道板侧模板被预应力钢丝分为上下两部分,模板底部横梁上的8个附着式高频振动器激振力在向上传递过程中出现跳跃式损失,调整振动器的振动频率也很难达到预期效果,因此混凝土很容易在与上侧模接触部位出现空洞和蜂窝麻面,影响外观质量,采用平板振动器辅振简单有效)。
(4)再从(2)开始重复以上操作,直至台座中27套模具混凝土灌注成型全部完成。
(5)在刮平过程中,要及时清洗刮平板,保证轨道板混凝土表面刮平效果,在每个台座混凝土灌注成型过程中,施工班组的操作人员与搅拌机司机要保持紧密联系,并根据现场施工情况及时调整混凝土拌和物工作性能,确保混凝土拌和物满足施工要求。通常情况下,从搅拌机出料到完成混凝土灌注入模的时间间隔不超过15 min,确保混凝土拌和物成型前有良好的和易性。
(6)冬季当厂房内温度过低时,应采取加热养护。由自动温度控制系统控制,在每个台座模具下方,均匀布置2个温度传感器,传感器将检测到得温度数据实时传送给温度控制系统,通过温控系统调节来控制混凝土浇筑前、浇筑中和养护过程中的模具温度。养护期间混凝土芯部温度最高不得超过55℃,养护时间总计不小于16 h。
4.5 打磨
4.5.1 打磨工序简述
轨道板打磨由数控磨床完成,工作过程需要滚轮运输线、供水、污水处理系统、空气压缩机、稳压器等设备协同运行。
轨道板打磨的主要工作程序为:数据输入、固定轨道板、生成子程序、轨道板打磨、质量检验、编号、清洗出板、形成记录。
4.5.2 影响打磨主要因素
在打磨生产中,物流组织和毛坯板的生产精度是影响打磨的主要因素。
(1)工作人员方面:每班组配备12人,每天3个工班,满足全天24 h打磨生产的同时,有效地提高了人员工作效率。
(2)毛坯板加工方面:提高CRTSⅡ型轨道板模型的调整频率,将会有效降低轨道板的打磨量,大大提高轨道板的打磨效率。余杭板场不同的调整频率下的轨道板打磨量的比较对照见表1。

表1 模型调整频率与打磨量对照
4.5.3 质量检验
打磨完成后,对成品板进行外形外观检查。正常打磨过程中,每周用全站仪测量1块成品板。
4.6 安装扣件
检测合格的成品板经滚轮运输线运输至扣件装配区,扣件装配前,先采用工业吸尘器吸出预埋套管内水和杂物,采用定量油脂加注机将油脂注入预埋套筒内,在每个套管内注入21 g防锈油脂。
扣件安装时依次将弹性垫板、铁垫板、轨下垫板、轨距挡板、绝缘块、弹条、平垫圈、螺旋道钉等装入承轨台上,采用气动扭矩扳手依次将摆放好的螺杆扭紧,扭紧力矩为30~50 N·m,不得使用锤子锤击。
4.7 绝缘检测
扣件装配完成后,将成品板运输至绝缘检测工位,采用智能型可编程电桥测试仪(ZL5型LCR智能检测仪)对成品板进行绝缘测试。轨道板的绝缘性能每批检验10%。如检验不合格,该批轨道板应逐块检验。
测试前对测试仪进行调零处理,调零分为开路调零和短路调零两部分,调零完毕后进行轨道板绝缘检测。在检测过程中,禁止辐射较强的设备在周围工作(如电焊机),且钢轨必须与承轨面紧密接触,确保检测数据真实、可靠。
对读取的电阻和电感值采用以下公式进行计算

其中R和L表示读取的电阻值和电感值;R0和L0表示运板小车未运板时电阻和电感检测值;R检和L检表示轨道板电阻和电感值。
当 R检≤16.50 mΩ、12.75 μH≤L检≤13.75 μH时,表示轨道板绝缘测试合格。
5 成品板存放及物流
5.1 轨道板存放要求
在接到入库通知单后,采用横、纵移运板小车将轨轨道板运至成品板指定存放区域进行存放。在存放前,先将175 mm×175 mm×175 mm木垫块按照设计位置摆放(图4),并确保垫块顶面高差不大于2 mm,然后将成品板平稳放在垫块上,且每垛成品板允许存放9层,每层上下对齐。成品板存放在台座后,及时形成存放记录。
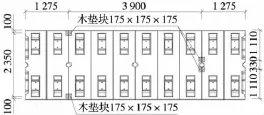
图4 轨道板之间木垫块摆放位置(单位:mm)
5.2 存放台座要求
在存板期间,应每周对成品板存放台座进行1次检查,检查内容包括:垫木的支承情况、存板台地基沉降情况等并做好记录。如发现异常情况,应及时采取措施。
5.3 成品板吊装、运输
成品板装车时,最下层采用2根200 mm×200 mm×2 300 mm枕木并用螺栓固定在载重汽车上,每层板间放置4个方木垫块,垫块要上下对齐,支点位置和数量与存板相同,在载重汽车四周设置立柱,纵向的2个立柱用吊带拉紧。轨道板在装卸时要使用专用吊具,严禁碰、撞、摔,一般采用载重30 t以上汽车通过公路运输,运输时最多可存放3层。
6 结语
沪杭高速铁路工程是一条建设工期紧、建设标准高、运营速度高的高速铁路,在CRTSⅡ型板式无砟轨道混凝土轨道板生产过程中,严格按照客运专线标准和设计要求,并多次请专家进行论证,认真组织施工。施工生产过程中根据需要开发研制了多种新的设备工具、新的工艺、新的材料,基本掌握了CRTSⅡ型板式无砟轨道混凝土轨道板施工生产成套技术,并根据现场实际情况,有所改进和创新,积累了施工经验,锻炼了施工队伍。
长线生产台座是综合考虑施工工艺、工装设备的衔接配合、生产成本和劳动力强度等各种因素的制约,生产线自动化程度高,采用流水作业方式,工装设备加工精度高,实现了机电一体化和计算机数控操作,人为因素制约程度大大降低,能够全面提高生产效率,保证产品质量。
[1]中华人民共和国铁道部.科技基[2008]173号 客运专线铁路CRTSⅡ型板式无砟轨道混凝土轨道板(有挡肩)暂行技术条件[S].北京:中国铁道出版社,2008.
[2]中华人民共和国铁道部.[SDS-008-2009]客运专线铁路CRTSⅡ型板式无砟轨道混凝土轨道板(有挡肩)检验细则[S].北京:中国铁道出版社,2009.
[3]铁道部工管中心.客运专线铁路无砟轨道施工手册[M].北京:中国铁道出版社,2009.
[4]中华人民共和国铁道部.铁建设[2009]218号 高速铁路CRTSⅡ型板式无砟轨道施工质量验收暂行标准[S].北京:中国铁道出版社,2009.
[5]铁道部经济规划研究院.TZ210—2005 铁路混凝土工程施工技术指南[S].北京:中国铁道出版社,2005.
[6]黄大春.CRTSⅡ型无砟轨道轨道板模板的安装与调整技术[S].铁道建筑,2010(6).
[7]吴朱茂.铁路CRTSⅡ型轨道板控制打磨量技术研究[S].四川建筑,2010(2).
[8]中华人民共和国铁道部.铁科技基[2005]101号 客运专线高性能混凝土暂行技术条件[S].北京:中国铁道出版社,2005.
[9]中华人民共和国铁道部.铁科技函[2006]248号 客运专线扣件系统暂行技术条件[S].北京:中国铁道出版社,2006.
[10]薛 琪,韩建红,李志强.石武客运专线CRTSⅡ型轨道板生产技术[J].铁道标准设计,2010(9):31-35.
[11]中华人民共和国铁道部.铁建设[2007]47号 新建时速300~350 km客运专线铁路设计暂行规定[S].北京:中国铁道出版社,2007.