高压加热器中分面法兰泄漏的处理
2011-04-24段继鹏
段继鹏
(新疆拜城发电厂,新疆 拜城 842316)
0 引言
火力发电厂中给水回热系统是热力系统的重要组成部分,它对火电厂经济运行有较大的影响。高压加热器是给水回热系统的重要设备之一,若大容量机组的高压加热器不能正常投入运行,将使机组出力降低8%~10%,煤耗增大3% ~5%。从安全的角度看,高压加热器停运,不但会导致给水温度降低,造成直流炉的水冷壁超温、汽包炉过热汽温升高,而且还会影响汽轮机的出力,若要维持出力不变,则汽轮机监视段压力升高,停用的抽汽口以后各级叶片、隔板和轴向推力可能过负荷。在电煤日益紧张和煤价居高不下的形势下,若不及时消除高压加热器缺陷,将给发电企业带来一定的安全隐患和巨大的经济损失。
1 泄漏概况
新疆拜城发电厂#6汽轮机为K40/12/16型、单缸、轴流、冲动、回热凝汽式汽轮机,有三段不调整抽汽。该机组于1957年安装在北京石景山电厂,1984年搬迁至拜城发电厂,1990年由新疆电力公司安装完毕投运至今。1999年7月,把#6汽轮机高压加热器管束由联箱-螺旋管式改造成了管板-U形管式,运行至今。
2005年8月12日,#6汽轮机运行正常,机组之前没有启、停调峰,高压加热器也未进行检修,在正常运行中发现高压加热器水侧中分面法兰泄漏,拆除外部铁皮及保温层材料后,用压缩空气将中分面法兰及连接螺栓外部吹扫干净,发现中分面法兰靠近安全门有一处长40~70mm的泄漏点,有汽、水滋出,另有一处长30~50mm的泄漏点,随机对每处泄漏点的8根M36×300 mm法兰螺栓进行了热紧,但无法消除泄漏。
2 泄漏原因分析
(1)中压机组的高压加热器水侧给水压力一般在7.0 MPa以下,采用了法兰联接,未采用焊接结构,故很难保证中分面法兰螺栓紧力均匀。
(2)高压加热器中分面法兰泄漏,法兰垫圈在上次处理时将原厂家的铝制垫圈更换为金属缠绕石墨垫圈,石墨垫圈长时间运行造成受热膨胀松散。
(3)高压加热器中分面法兰结合面上由于汽水冲刷的沟槽导致泄漏。
3 处理过程
3.1 检查情况
(1)开启高压加热器管道放水门,排净疏水;开启安全阀,泄去容器内余汽。
(2)吊起高压加热器上部端盖,发现安全门方向垫圈已松散100 mm,用手已无法拿起此处垫圈,垫圈靠近高压加热器给水出口管处有60 mm松散,且整个垫圈外圈已松散。
(3)采用铜丝轮将高压加热器上、下中分面法兰结合面的铁锈、沙粒、金属铁屑等异物除去,露出金属光泽。
(4)用手电筒和放大镜仔细检查高压加热器上、下中分面法兰结合面。经检查发现,在高压加热器中分面法兰下结合面上已产生2处深2~3 mm、长10~35 mm的沟槽,这是该高压加热器中分面泄漏的主要原因。
3.2 中分面法兰结合面沟槽的处理
(1)采用角向磨光机,对下法兰结合面上沟槽沿汽流冲刷方向打磨加工焊接坡口成U形,便于实施焊接;坡口底部及转角处应圆滑过渡,避免应力集中,清除焊接部位的水分、油和脏物。
(2)采用手工电弧焊焊接,焊接材料选用大桥牌THJ506型、ø 2.5 mm焊条。
(3)整个焊接过程采用冷焊接,平焊施焊;法兰结合面严禁进行焊前预热。
(4)采用ø 2.5 mm焊条,焊接电流为90~100 A,直流反接,焊道应与坡口充分融合,避免裂纹、气孔、夹杂等缺陷。
(5)在焊接过程中,要严格遵循焊前制订的技术措施,采用冷焊焊接、清渣、焊接等程序。
(6)在法兰结合面焊接完毕后,自然空冷至室温。
(7)采用角向磨光机打磨掉焊缝余高;油石浸泡透平油后打磨结合面,用手触摸无明显凸起后,再采用#300水磨砂纸沿焊缝方向往复打磨;被焊接处与非焊接处完全处于一个平面时,焊接完毕。
3.3 法兰结合面垫圈的制作、处理
(1)考虑紫铜在水蒸气中有良好的耐蚀性,优先选用紫铜板作为法兰结合面垫圈原材料。
(2)在1500mm×1000mm×5mm的紫铜板上,用电剪刀、角向磨光机按法兰垫圈图纸尺寸制作出ø 1000 mm×900 mm×5 mm的垫圈。
(3)用半圆锉修理垫圈内、外圆切割毛刺,将垫圈外圆倒角15°~20°。
(4)对已加工好的紫铜法兰垫圈进行退火处理。
1)采用喷灯或割炬对垫圈沿圆周方向缓慢均匀加热,加热火力要匀、慢、细。
2)有专人手持红外线测温仪对加热垫圈现场监视,待整个垫圈加热温度达650~700℃时,停止加热。
3)将加热好的垫圈快速用水冷却,致使垫圈冷却至常温。
4)用砂纸轻轻去除垫圈表面退火后产生的硬化斑点;不可用磨光机等电动工具打磨,避免垫圈发生表面硬化现象。
5)已退火后紫铜垫圈要轻拿轻放,避免过多折弯,不可单人水平拿放。
6)3人同时拿起法兰垫圈,水平放置在三合板上,安全运至现场,避免垫圈变形而发生返工。
7)紫铜垫圈经退火前、后的机械性能对比见表1。
3.4 回装高压加热器上部端盖
(1)用铜丝轮清理高压加热器下中分面法兰结合面,将焊渣、铁锈、油污等杂物彻底清理干净。
(2)将汽缸密封脂轻微加热,挑起后呈黏稠状最佳。
(3)在高压加热器下法兰结合面上,沿垫圈形状均匀涂抹1.5~2.0 mm厚的汽缸密封脂,涂抹宽度可以放大3~5 mm。
(4)将紫铜垫圈正确放在高压加热器下法兰结合面上,起吊高压加热器上部端盖。
(5)一次性将法兰结合面垫圈压平、压正,不可来回挤压、移动垫圈。
(6)检查垫圈是否放好、放正,检测点间距不宜过大,要仔细、准确、全面检查中分面法兰垫圈是否完全进入凹法兰内,没有偏斜现象,确认垫圈完全在凹法兰内后,检查结束。
(7)对角拧紧4个中分面法兰螺栓后,顺时针依次拧紧其他螺栓。
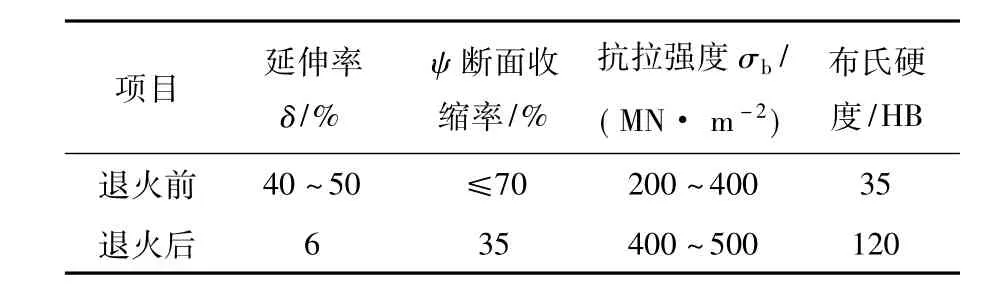
表1 紫铜垫圈退火前、后的机械性能对比
4 结束语
投入高压加热器试运行一次成功,未见中分面法兰漏汽,试运行24 h后,将中分面法兰螺栓热紧一遍。
高压加热器水侧中分面法兰泄漏,导致设备不能正常投运,既不利于安全,也不利于经济运行。该厂5台机组高压加热器中分面法兰泄漏,先后采用过石棉板、铝垫圈、金属缠绕石墨垫圈、补焊中分面法兰泄漏处等处理方式,但都不能保证设备长周期运行,泄漏问题未得到有效改善;检修频繁,无形中增加了检修费用和劳动强度。自2005年8月,#6汽轮机高压加热器水侧中分面法兰垫圈由石墨垫圈更换为紫铜垫圈板后,运行至今未发生过泄漏,其他4台机组也在中分面法兰泄漏时相继更换了垫圈。对于同类型的加热器,可以采用上述方法彻底解决中分面泄漏问题;及时将检查处理方法、结果记录在台账上,以备下次检查、比较、核查。希望本文介绍的实践经验能为同类问题的处理提供参考。
[1]陈涛,魏胜娈.高压加热器泄漏原因分析及对策[J].华电技术,2010,32(6):47 -49.
