高寒地区的冬季施工焊接质量管控
2011-04-21腾志勇郑福民
腾志勇,郑福民
(1.国华呼伦贝尔发电有限公司,内蒙古 呼伦贝尔 021025; 2.东北电力科学研究院有限公司,辽宁 沈阳 110006)
内蒙古国华呼伦贝尔发电有限公司总规划建设6台600 MW超临界直接空冷机组,首期工程建设为2台600 MW超临界机组,2010年双机投产发电。
呼伦贝尔市位居欧亚大陆中纬度偏高地带,冬季月平均温度-26.2℃;最低气温-43.6℃。为了不影响施工进度,有些焊接工作必须在冬季进行。研究冬季施工影响焊接质量的不利因素及采取有效管控措施是保证冬季施工焊接质量的关键。
1 影响冬季施工焊接质量的不利因素
1.1 环境温度低
a.环境温度低、熔池冷却速度快,导致焊缝硬度增加,改变焊缝金相组织,降低焊缝的冲击韧性。
b.环境温度低会使熔敷金属冷却速度加快,导致熔敷金属中的氢不能有效逸出,增加焊缝的冷裂敏感性,易产生冷裂纹缺陷。
c.低温环境下使焊口的预热效果变差,保持焊缝层间温度困难。
d.环境温度低会使焊工操作困难,影响焊口合格率。
1.2 施工单位没有在高寒地区冬季施工经验
两家施工单位都没有在高寒地区安装机组的业绩。对低温环境下进行焊接作业带来的困难认识不足。在制定措施及执行过程中难免存在偏差,如果冬季焊接工艺制定出来后不符合现场实际情况或实施后效果不好,将会直接影响到焊接质量,为机组的安全、稳定运行埋下隐患。
1.3 国内没有成熟的冬季焊接施工经验可以借鉴
在冬季施工开始前,对当地的两家电厂进行了调研。一家电厂二期工程为2台600MW亚临界机组,3、4号机组都在11月份完成了厂房采暖封闭工作。封闭后锅炉厂房内温度能达到0℃左右,施工过程中只要采取一些简单的措施,环境温度就能满足焊接作业的要求。另一家为热电厂,新建的2台200MW供热机组,施工工期短,建设速度快,在冬季施工前已经完成了厂房封闭且受热面焊接工作基本结束,不存在冬季施工问题。
因此,没有成功的经验可以借鉴学习的情况下,只能依据对规程的理解制定施工方案。
2 冬季焊接施工采取的主要措施
2.1 对环境温度的要求
允许进行焊接操作的最低环境温度因钢材类别不同分别为:A-Ⅰ为-10℃;A-Ⅱ、A-Ⅲ、B-Ⅰ类为0℃;B-Ⅱ、B-Ⅲ为5℃;C类不作规定。
“环境温度”具体是指焊口周围的小环境温度还是指防护棚内的温度,规程上并没有明确的规定。如果将环境温度规定为棚内温度会存在以下问题。
a.温度计的悬挂位置不一定能反映出焊接环境的真实温度。
b.钢管的实际温度有可能低于保温棚内温度。由于棚内温度与棚外相差太大,并且不可能将整根钢管都罩在棚内,在热传导的作用下,钢管的实际温度低于棚内温度。
因此将“环境温度”规定为焊口周围600~800 mm的范围内较为合适。
2.2 保证环境温度的措施
使用脚手架搭设防风棚,里面采用防火苫布,外面搭设棉苫布。棚内放置大功率的暖风机来提高环境温度,见图1。
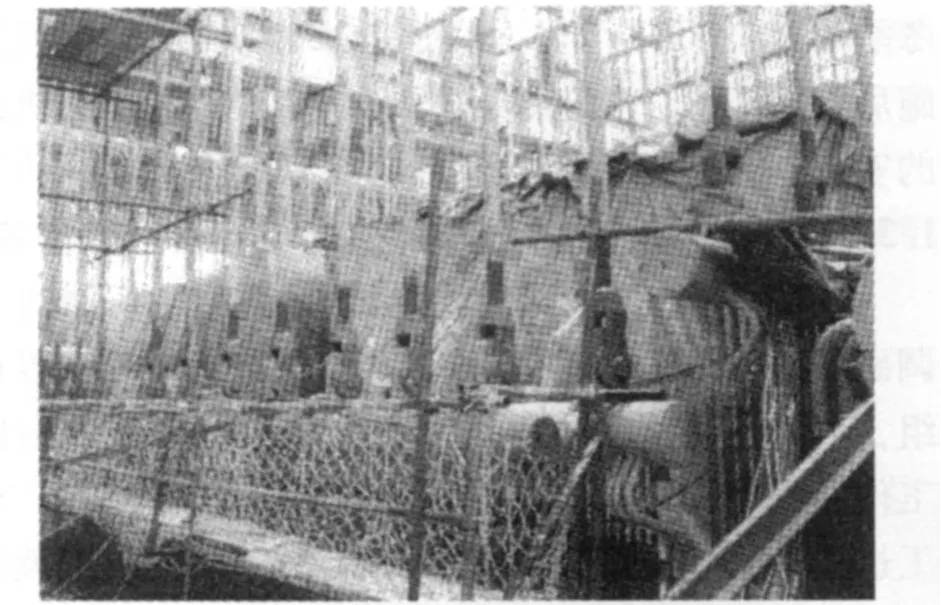
图1 焊接时搭设的防护棚
2.3 特殊情况下的焊前预热要求
a.在0℃及以下低温下,壁厚不小于6mm的耐热钢管、管件和厚度不小于34 mm的板件焊接时,预热温度可按规定值提高30~50℃。
b.在-10℃及以下低温下,壁厚小于6mm的耐热钢管及壁厚大于15 mm的碳素钢管焊接时应适当预热。
实际证明,当环境温度低于钢材的允许焊接温度时,根据不同类别的钢材,只要进行适当预热,或将预热温度提高30~50℃,能够保证焊接质量。
2.4 焊口组对的要求
如果借用锤击、倒链强拉、千斤项等外力进行强力对口,会在焊后产生非常大的残余应力,导致焊缝提前失效。如在点焊后撤除强制器具,在后续的焊接过程中就可能导致焊缝产生裂纹。尤其是管子在低温下,冲击韧性降低,更容易发生上述问题。因此,在施工过程中禁止采用任何借助外力的方式进行焊口的组对。

图2 焊前预热
2.5 预热措施
a.所有焊口都应采用热处理设备进行预热,并辅以火焰加热。热处理设备在焊接及焊缝冷却过程中一直进行伴热,用以保证层间温度及冷却速度不要太快,见图2。
b.焊口下方铺设脚手板,脚手板上面铺上一层石棉布,用来挡风和防止发生火灾事故。
c.焊后及时采用保温棉对焊口及两侧300 mm进行包裹,以避免焊口冷却速度过快产生裂纹缺陷。
d.焊口附近区域加设炉片或暖风机,并随焊接位置的改变相应移动,确保焊口附近的小环境温度满足要求。
e.加强根焊缝的检查,并及时进行次层焊接,焊口如无特殊原因应一次焊接完成,防止产生冷裂纹。
3 焊接过程的质量管控
保证冬季焊接质量的关键在于过程的管控,尤其是对焊口附近温度的监测更是整个工作的重心。为保证焊接过程中焊口附近的温度及预热符合要求且可控、在控,采取如下措施。
a.冬季施工措施制定审批后,要求参建单位组织施工人员进行学习,强调做好冬季施工措施的必要性和重要性,使施工人员了解了冬季施工的具体工作和要求。
b.在采取搭防护棚、用电热片和暖风器提高环境温度的同时,加强了对焊口位置的温度监测,环境温度达到要求而焊口处温度低同样不允许进行焊接工作,见图3。

图3 实测管口温度
c.要求施工单位的焊接工地每天安排专人在焊接前对各施工作业点进行温度测量并做好记录,确认施焊温度符合要求并签字确认后方可进行焊接工作。温度测量记录一式两份,一份挂在焊接防护棚内,便于检查,一份在每天下班前上报工程部存档。
d.工程部锅炉、金属专业和监理人员每天对各个施工作业点进行检查,每周组织参建单位对现场的冬季施工措施的执行情况进行专项检查,以便及时发现问题及时解决。
4 冬季施工焊口的检验
为保证机组投产后能安全、稳定运行,对冬季施工的焊口进行了有计划的检验工作。
a.对1号炉分隔屏的全部焊口和低温再热器的部分安装焊口进行了复检,共检查分隔屏焊口2345道(UT),低温再热器焊口216道(RT)、390道(UT)、390道(MT),均未发现裂纹及疑似裂纹的缺陷存在。复检比例约为冬季施工焊口总数的15%。?
图4 低温再热器焊口断面
图5 焊缝金相组织
b.对1、2号炉低温再热器焊口随机抽取了6根试样进行折断试验,未见缺陷,见图4。
c.对1号炉分隔屏冬季施工焊口(T91)进行了金相组织检验,金相组织为回火马氏体,见图5。
5 结论
a.呼伦贝尔发电有限公司1号机组于2010年11月20日通过168 h试运,2号机组于2010年12月1日通过168 h试运转入商业运行,目前未出现冬季施工焊口泄漏问题,说明冬季施工焊口管控措施可靠、有效。
b.规程中对于“环境温度”的概念较为模糊,如单纯将保温棚内温度视为“环境温度”将无法保证焊接质量。“环境温度”应定义为施焊部件800mm范围内,尤其是焊口两侧300 mm内的温度。
c.对冬施的管控重点应放在焊口的预热上面,这样更有利于保证焊接质量。
d.采用电加热片对施焊部位进行预热,并结合大功率暖风器来提高保温棚内温度的方法,效果较好。
[1] 杨建平.火力发电厂焊接技术规程[M].北京:中国电力出版社,2004.
[2] 李益民.火力发电厂金属技术监督规程[M].北京:中国电力出版社,2009.