焊接防变形措施在10万m3石油储罐施工中的应用
2011-04-18徐军华
徐军华
胜利石油化工建设有限责任公司七分公司,山东 东营 256657
0 引言
焊接过程是对焊件进行局部、不均匀的加热过程。焊接变形是由于母材的受热不均而导致收缩不一致引起的,使母材产生焊接应力及焊接变形。母材在焊接后产生的焊接应力主要为沿焊缝方向的横向应力以及垂直于焊缝方向的纵向应力。焊接变形的主要表现形式为:横向收缩、纵向收缩、角变形、弯曲挠曲变形以及波浪变形等。当然焊接引起的变形并不都是有害的,但在石油储罐焊接过程中出现焊接变形问题直接影响到工程的质量与施工进度。在大连中石油国际储备库104m3石油储罐施工中,我们主要采用了以下焊接防变形措施:1)反变形法;2)刚性固定法;3)选择合理的焊接顺序;4)控制焊接参数。在具体施工中,各种防变形措施相互交叉运用,焊接变形得到了很好的控制。现在具体介绍各种焊接防变形措施在施工中的应用。
1 反变形法
反变形法就是根据焊接母材在焊接中产生的焊接应力进行分析,由此确定焊接母材在焊接时的变形特点及方式,在施焊前预留焊接变形量以保证焊接质量。在石油储罐中罐底边缘板、龟甲板及罐壁的焊接中得到了充分应用。
1.1 龟甲板焊接
在罐底板的组装焊接时,由于中腹板的焊接收缩,会造成罐底板径向尺寸缩小,为此在预制下料时我们将龟甲板的径向尺寸放大到40170mm,以提供收缩余量;焊接过程中我们我们先焊接中腹板及边缘板,预留龟甲板不焊,在罐壁大脚缝及向心缝焊接完在最后焊接,罐底板及壁板的焊接径向收缩完毕后,根据实际焊接收缩量重新组对坡口焊接。
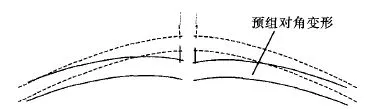
1.2 边缘板焊接
边缘板焊接时由于向心缝的纵向收缩,会造成边缘的外侧波浪变形,为此在焊接过程中利用反变形法将边缘板外侧用对扣销子踮起,提前预留焊接变形量,具体措施如图:

1.3 罐壁焊接
罐壁焊接时由于罐壁板焊缝的径向收缩同样造成石油储罐的实际半径减小,为保证石油储罐的达到设计半径的要求,故在罐壁半径尺寸放线时将其值增大10mm~12mm以预留罐壁焊接收缩量。
2 刚性固定法
刚性固定法就是在焊接过程中对焊接母材施以较大的刚性约束,以控制焊接应力造成的变形,该方法的不足之处时会时母材受焊接残余应力,长期作用下可能产生应力裂纹,由于焊接母材为08MnNiVR有较高的抗拉强度及屈服强度,故该方法在工程施工中也可应用。刚性固定法可分为:夹具法、支撑法、临时固定法、定位焊接法。在油罐施工中主要应用了临时固定法和夹具法。
2.1 临时固定法
临时固定法即在母材施焊前先进行点焊,以起到刚性约束的目的。该方法在施工中的应用很广,在罐壁板环缝及大角缝的焊接时都先进行组对点焊以达到刚性约束的目的,很好的控制了钢材的径向收缩量。其次在罐底板的组对中垫板的应用不仅保证了焊缝成型质量,也起到刚性约束以控制罐底板的收缩。
2.2 夹具法
夹具在石油储罐的施工中具有重要作用,一方面保证了焊缝的组队质量另一方面也起到刚性固定的作用,很好的控制了焊接变形,尤其是在壁板的立缝及环缝的焊接。壁板的立缝及环缝的焊接都是先焊外侧,外侧焊接完毕后拆除夹具再焊接内侧,以此达到刚性约束,减少焊接变形,如图

3 选择合理的焊接顺序
合理的焊接顺序可以极好的控制焊接变形,前面提到的龟甲缝的就必须按照一定的焊接顺序施焊:第四圈围板→罐底大角缝的焊接→剩余向心缝的焊接→收缩缝的焊接,只用按照此顺序,才能有效地控制罐底板的上翘变形。
当然最突出还是体现在罐底板的焊接中。控制罐底板的焊接变形采用的焊接顺序为:从中心到两端,先焊短焊缝再焊长焊缝,焊接采取分段退焊或跳焊法,焊缝同一顺次焊完后再焊另一顺次。对于每一道焊缝焊接时,CO2打底焊与埋弧焊的焊接方向应相反,CO2打底焊时,可采用间断焊。
此外,边缘板焊接时应先焊外300mm焊缝,应由八名焊工分步焊接,先打底焊,整个圆周打底焊完后在同时填充盖面,并且每步都应对称施焊,剩余焊缝在罐底大脚缝焊完后在施焊。壁板的焊接,应先焊纵向焊缝后焊环向焊缝,当焊完相邻两圈壁板的纵向焊缝后再焊其间的环缝,焊工应均匀分布并延同一方向施焊。
4 控制焊接参数
控制焊接参数在焊接防变形的应用主要为控制其焊接热输入,焊缝的变形主要是因为母材的受热不均引起的,故控制输入焊缝中的热量也可很好的控制焊接变形。焊接热输入为单位长度内输入焊缝的热量,其公式为:

其中:Q为焊接热输入;
U为焊接电压;
I为焊接电流;
V为焊接速度;
μ为焊接热输入参数;
在石油储罐施工中其焊接热输入不得大于100KJ/cm,控制焊接热输入的具体措施有:
1)给据焊接工艺评定选择合理的焊接参数,在保证焊接质量的前提下,尽量采用较低的焊接电流,较快的焊接速度以减少焊接热输入;
2)设计合理的焊接坡口,在满足焊接工艺的要求下,尽量减小焊接坡口,如抗风圈加强圈的焊缝坡口由30°改为20°;壁板环缝的坡口为45°对称K形坡口将其内外侧比例改为4:6这些措施都减少了焊材熔敷金属量,既节约了焊材还将少了焊接工作量同时减少焊接热输入,控制其焊接变形;
3)保证焊缝成型质量,尽量减少焊接次数及焊缝修补,以降低焊接线能量,从而减少变形;
4)采用焊接热输入小的焊接方法。在浮船的焊接中采用C02气体保护焊代替手工电弧焊,坡口角度小,焊缝载面尺寸小,焊速快,焊缝线能量小,减少了焊接应力及焊接变形。
5 焊接变形的合理利用
当然焊接过程中产生的变形并不都是有害的,只要加以利用同样可以为保证石油储罐工程质量服务如:
1)储罐的壁板在滚弯过程中由于板材端部受力较小会是其弧度偏低,而在罐壁立缝焊接时由于壁板的径向收缩,恰好使其弧度增大,是壁板弧度达到设计要求;
2)在安装保温设施时,保温角钢的安装比较繁琐,由于高空作业,保温角钢在于罐壁板组队时需要费时费力才能保证组焊质量,而利用焊接造成的挠曲变形,我们可在罐底先进行保温角钢与挡板的焊接,以其引起的挠曲变形极大地方便了保温角钢的安装。
6 结论
上述焊接防变形措施充分应用在大连中石油国际储备库项目三期工程十万立方石油储罐的生产,成功的保证了工程的施工质量。由我单位施工的大连中石油国际储备库项目三期工程的十万立方石油储罐获得了业主的一致好评。
[1]曾乐主编.现代焊接技术手册[M].上海:上海科学技术出版社,1993.
[2]吴志强主编.现代焊接方法与设备[M].北京:机械工程师进修大学出版,1989.
[3]周兴中主编.焊接方法与设备[M].北京:机械工业出版社,1990.