垃圾处理厂余热锅炉施工技术
2011-04-12奥云军
奥云军
(山西省工业设备安装公司,山西 太原 030012)
目前,在城市生活垃圾处理厂里常设有余热锅炉,其作用是利用垃圾焚烧产生的热量来发电。余热锅炉的结构与普通锅炉有较大区别,其施工工艺与普通锅炉相比也有很大不同。下面笔者结合工程实例,对余热锅炉的施工技术加以阐述。
1 施工技术特点
(1)锅炉定位采用下部集箱在混凝土基础上定位,定位准确度高、重心低,施工安全性高。
(2)由于本余热锅炉的锅筒是依靠两根下降管做支撑,因而先将集中下降管在专门的组装平台上组合成“H”型,以下部集箱为基准,安装集中下降管,然后再吊装锅筒,使锅筒与下降管对接。
(3)采用专门的组装平台对下集箱、集中下降管和水冷壁进行组对,可以最大限度地保证构件的组装精度、平整度,且大部分焊接作业在平台上进行,施工环境好,容易保证焊接质量,减少了高空作业量,提高了工程进度,施工安全性得到了保证。
(4)锅炉周围的钢结构施工要为锅炉施工创造必要的条件。水冷壁安装前,其钢结构主框架应施工完毕,便于施工人员展开高空作业。
2 施工工艺
2.1 施工工艺流程
见图1。
2.2 施工准备
(1)进场设备及材料必须携带产品合格证及材质检验报告,检查型材及管材的外观质量,管口必须平整、无砂眼、无毛刺、无夹渣等缺陷,管口应封闭完好。
(2)操作人员必须经过专门培训,持证上岗,并具备以下条件:①必须熟悉图纸、施工规范,技术交底清楚;②必须掌握各工序施工方法,并检查落实;③具有协调土建与安装的经验和能力。
(3)锅炉焊接前必须做焊接评定,并下发焊接指导书。焊工应进行培训,使其掌握焊接工艺并熟悉焊丝、焊条的性能及使用要求,进行各个角度的焊接训练,对焊工的试焊焊缝进行外观检查和X射线探伤检查,针对缺陷制订相应的纠正措施。经测试不合格的焊工严禁进行锅炉焊接作业。
(4)在锅炉基础附近制作并安装一组对平台,平台长宽需根据组对部件大小确定,用槽钢作骨架,上面满铺中厚钢板,支腿用槽钢或工字钢制作,其承载力应达到50~100 t,上面可同时组对2层水冷壁。

图1 工艺流程图
2.3 操作要点
2.3.1 基础检验
首先对锅炉混凝土基础进行测量检验,要求基础中心偏差不大于5mm,混凝土基础标高误差在0~5 mm之间,柱间距+1mm。
2.3.2 下集箱安装

图2 下部集箱组对图
将前、后、左、右水冷壁下部集箱和整流器在组装平台上组装成“日”字形,见图2。其质量控制要求为:
(1)前、后、左、右水冷壁下部集箱必须保证在同一水平面上,用水准仪检测,其偏差控制在2 mm以内。
(2)集箱的X,Y轴中心线应分别与混凝土基础X,Y轴中心线相吻合,中心线偏差不大于2 mm。
(3)整流器必须垂直于下部集箱组对的平面,用线锤吊线法检测垂直度。
(4)保证下部集箱对角线的组对几何尺寸,偏差控制在2 mm以内。
(5)下集箱就位前,应先将锅炉混凝土基础预埋板用钢板垫平至设计标高+2 mm,用水准仪检查混凝土基础垫板水平度。合格后,将下部集箱吊装就位,集箱支座与基础缝隙用垫铁塞满,并焊接牢固。
(6)在焊接过程中,为防止下集箱组对平面变形,可采用φ10的V型卡环将其固定;焊口要左右对称施焊,焊口不可一次施焊完成,应分2~3次,依次焊接完成。
2.3.3 水冷壁安装
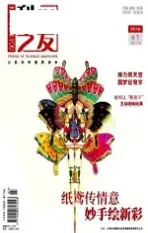
(1)水冷壁安装采用批量预制、集中吊装的方法,先在钢平台上按水冷壁的吊装顺序,从后到前依次预制,即先预制后吊装的,后预制先吊装的,把水冷壁全部预制完毕,然后用吊车依次将水冷壁吊装就位。水冷壁的吊装顺序应结合锅炉本体结构和钢结构的形式确定。在吊装水冷壁前,应将锅炉周围钢结构主框架先行安装就位,并具有足够的强度,钢结构的横梁应基本安装就位,吊装上的横梁先不安装,吊装口设在右侧,这样就必须先将除右侧以外其它各个受热面的水冷壁吊装就位,最后吊装右侧水冷壁封口。水冷壁的具体吊装顺序为:左侧水冷壁吊装就位,前水冷壁吊装就位,隔墙水冷壁吊装就位,后水冷壁吊装就位,顶棚管水冷壁吊装就位,右侧水冷壁吊装就位,水冷壁调整焊接。
(2)水冷壁吊装采用柔性吊装,其钢丝绳绑扎要点见图3,吊装机械选用两台不同吨位的汽车吊(一台100 t,一台50 t)相互配合抬吊。以100 t汽车吊为主,待水冷壁由水平转为竖直后,撤出50 t汽车吊,由100 t汽车吊将水冷壁吊装就位,水冷壁就位后,应及时调整水冷壁的垂直度,调整方法为:在水冷壁上部与适当标高钢架横梁处焊接一个调整拉杆,拉杆的形式见图5,拉杆的作用有二:一是可以临时固定水冷壁,防止水冷壁摇摆;二是可以用花栏螺栓调整水冷壁的垂直度。
(3)水冷壁安装控制点关系到水冷壁就位坐标的准确性和稳定性,这也是该项工作的难点。因此,就位方法的合理与否直接影响着下道工序能否顺利展开,同时也影响着施工质量和进度计划。具体施工方案如下:在锅炉的混凝土基础上设置一个马镫形支座,马镫形状见图4,马镫采用10#槽钢加工而成,跨过下集箱并固定,马镫横梁与水冷壁片相顶并预留对口间隙。在左、右侧水冷壁各布置4个马镫,前、后水冷壁和隔墙水冷壁各布置2个。
(4)水冷壁的焊接必须满足材质及焊接位置对焊接工艺的技术要求,水冷壁管径小、管壁薄,管与管之间间距小,管排密集,管间有鳍片及管卡子相互制约,障碍多,焊接位置复杂。水冷壁在焊接时,应从最困难的部位起弧,在障碍最小的地方收弧封口,以免焊接时影响焊工操作视线,降低焊接接头质量。合理组织焊接施工,避免接头温度过低,采用两名焊工一里一外对称焊方式焊接,以利于“热接头”技术的实施。在有障碍部位,应视实际随时调整氩弧焊喷嘴、焊丝与焊件的夹角,待困难位置过后,再按正常规定角度进行焊接。水冷壁与下集箱对口采用对口卡具点焊,最后统一施焊。在焊接时,应先焊接对口缝隙小的焊口,后焊接对口缝隙大的焊口。
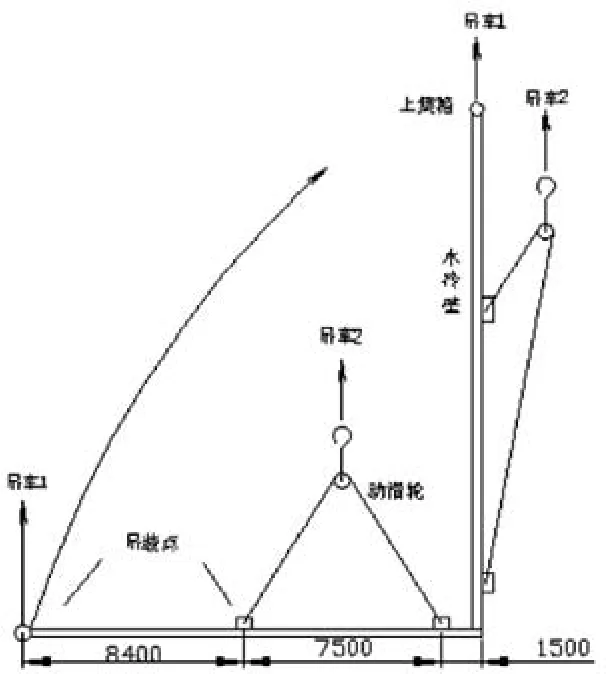
图3 水冷壁柔性吊装图
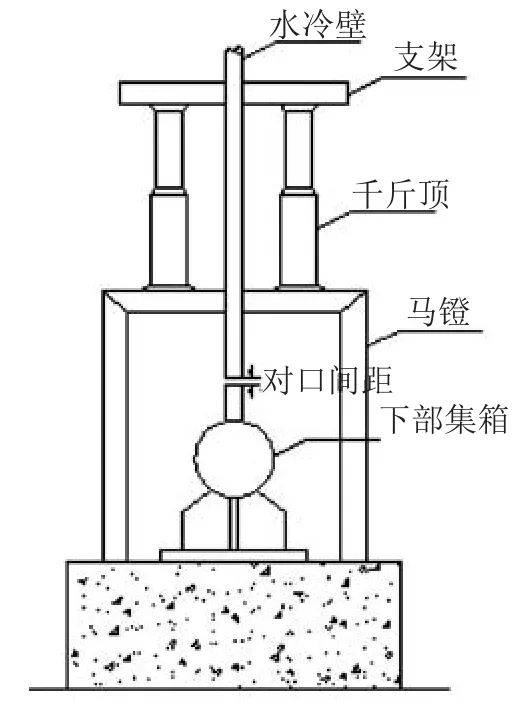
图4 水冷壁马镫安装图
图5 水冷壁临时拉杆固定图
2.3.4 锅筒及下降管安装
(1)锅筒的坐标位置是由集中下降管来确定的。集中下降管在平台上组对成H型,组对要求和焊接要求与下集箱相同。集中下降管组对的质量控制点是锅筒与下降管对接口预留缝隙纵横尺寸偏差,允许偏差在+2 mm以内。可先测定锅筒两个下降管座的间距,以此为标准控制下降管的组对尺寸,同时还应符合下集箱预留管座的间距。下降管组对完成后进行吊装,其对口及垂直度的控制方法可参考水冷壁的方法进行。
(2)根据锅筒总重量,吊装采用100 t或100 t以上汽车吊进行吊装,钢丝绳要求有胶管保护。锅筒起吊时,纵横方向均保护水平,吊至下降管顶端进行管口对接。对口间隙符合要求后,用卡具固定好;用水平软管测量汽包的纵横中心线偏差,使其控制在1mm的范围内,对口达到要求后,两名焊工应同时施焊。锅筒应做临时支架固定,待蒸发管焊接完成后,再拆除临时支架。
2.3.5 蒸发器、过热器安装
(1)蒸发器、过热器是锅炉的重要部件,均布置在锅炉对流换热区内。蒸发器和过热器构造均为蛇形管,安装时必须从后壁逐片穿入并固定,此项工作对工程施工进度影响很大。具体安装顺序是先安装蒸发器,后安装过热器。安装时,在集中下降管适当标高处设置一可移动的定滑轮,后水冷壁刚性梁处设置一手拉葫芦,用来水平移动蛇形管,在对流换热区内设置一可升降吊篮,在后水冷壁与集中下降管之间再设置一可升降吊篮,其构造见图6。
(2)蒸发器、过热器均设有防磨瓦,均应在地面集中预制完成。根据蛇形管组对后的单元重量,吊装机械采用卷扬机,再利用手拉葫芦和两个吊篮上的人员配合,把蛇形管水平穿入对流换热区,同时将蛇形管支架插件穿入隔墙水冷壁支架套内,调整蛇形管的水平度和相邻蛇形管间距,符合要求后点焊支架,并将蛇形管口与所属联箱焊接。
(3)蒸发器、过热器焊接均为垂直固定焊口(横口)且过热器管排比较密集,给焊接工作造成很大困难。过热器处在锅炉的高温区域,采用较为特殊的合金钢SUS-TP347,而集箱材质为20 g,因此过热器的焊接涉及异种钢焊接,要格外注意。
(4)过热器在焊接前,将管子坡口加工成35°±1°,钝边加工成1~2 mm,并用角向磨光机或电磨头将坡口边缘内外壁20 mm以内磨至金属光泽,坡口处不许有金属毛刺及污物。
(5)用专用的对口管钳对口,保证2~3 mm的间隙。对口前将上下管用易溶纸堵上,避免内壁冲氩气流失及防止管内有风影响焊接质量。
(6)将充氩管固定在对口钳上,将对口钳卡在焊缝下端,并对准焊缝进行内壁充氩。
(7)工艺选择氩弧打底、氩弧焊接工艺;焊接设备选用ZX7-400型逆变焊机,采用直流正接法。
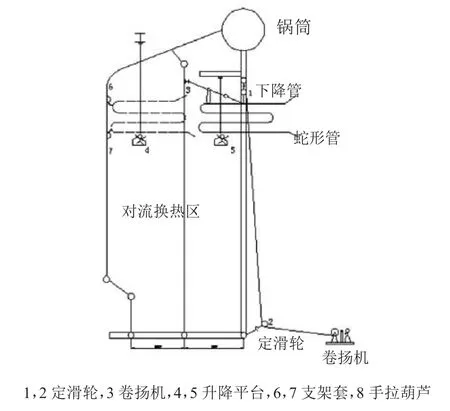
图6 过热器、蒸发器安装示意图