双停顿凸轮的安装调整
2011-03-30解建斌
解建斌,向 红
(陕西中烟工业有限责任公司宝鸡卷烟厂,陕西 宝鸡 721013)
双停顿凸轮的安装调整
解建斌,向 红
(陕西中烟工业有限责任公司宝鸡卷烟厂,陕西 宝鸡 721013)
在总结实践经验的基础上,对进口包装设备中普遍使用的双停顿凸轮安装的基本要求、调整方法和步骤等作了阐述。
双停顿凸轮;随动器辊子;星轮
双停顿凸轮是由MANIFOLD公司最早设计制造、目前广泛应用于高速包装设备,以实现等分度的间歇运动。它是实现包装设备各类型折叠、成型转台间歇运动功能的驱动机构,是包装设备的心脏。双停顿凸轮机构,一般由安装在两根轴上的凸轮、星轮和安装在星轮上的凸轮随动器辊子组成。正确的安装凸轮和星轮,是机器良好运行的基础和前提保障;精细标准的调整,确保整个机构运行时,凸轮随动器辊子在整个宽度上与凸轮表面紧密接触,是机器平稳、高效运转的必须。
1 双停顿凸轮机构的安装
双停顿凸轮机构的预安装,是调整的基础。因此在安装时,必须满足其基本要求,一般情况下,预安装完成后应符合:
(1)凸轮和星轮的轴心线互成90°。

图1 双停顿凸轮机构的安装1
(2)当安装正确时,凸轮和星轮上的标记形成一个完整的三角形,且在停顿(平缓)时,处于凸轮槽中心的随动器辊子不能和凸轮接触(参见图1)。
(3)如果MANIFOLD公司未另作规定,凸轮随动器辊子中心形成的平面与凸轮中心应重合(参见图 2)。

图2 双停顿凸轮机构的安装2
当然,在安装双停顿凸轮机构时,一定要考虑到凸轮的旋转方向,即较短的弓型座,离开中心辊子,而较长的两个弓型座,则朝向中心辊子运动。
2 双停顿凸轮机构的调整
2.1 啮合的调整
在安装正确的情况下,为使凸轮能正确地与星轮啮合,应从3个方面进行调整:
(1)凸轮与星轮的中心距调整;
(2)凸轮在其本身轴上的轴向调整;
(3)星轮在其本身轴上的轴向调整。
2.2 粗调整
双停顿凸轮机构的调整,一般分为粗调整和细调整两部分。粗调整是对安装的验证和机构能低速运转的基本保证。
(1)检查凸轮轴和转台轴,保证轴心线互成90°。
(2)检查凸轮在停顿位置时能与转台啮合,并确认装配能正确校准(装配标记正确对齐,参见图1)。
(3)检查凸轮随动器辊子的中心与凸轮轴的中心处于同一个平面(除非MANIFOLD公司另有说明,参见图2),必要时沿星轮轴向调节星轮。
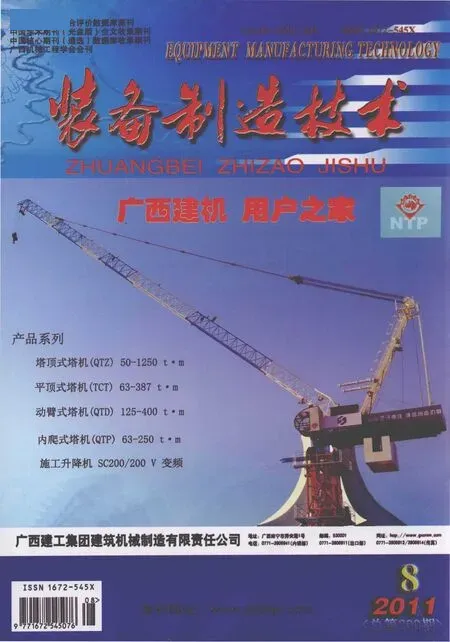
(4)转动凸轮,当一个凸轮随动器辊子正确定位在停顿位置内弓型座的中心套之间时(参见图3双停顿凸轮机构的调整1),调整(缩减)两轴中心距,使弓型座中心套内的辊子两端的凸轮随动器辊子与凸轮接触。
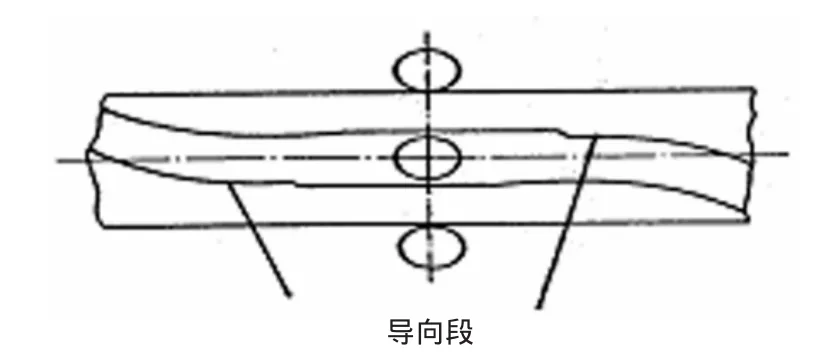
图3 双停顿凸轮机构的调整1
(5)在凸轮上涂上蓝色,转动并检查凸轮随动器辊子,是否在整个凸轮宽度上均能接触。如果有必要,按图 4(a)或(b)所示,沿轴向重新调整凸轮。
图4 双停顿凸轮机构的调整2
(6)重复步骤(4)和(5)直至所有凸轮随动器辊子与凸轮准确接触,并在凸轮转动过程中,所有凸轮随动器辊子都能随之转动;而在凸轮停止时,仅用手指即可将接触凸轮的辊子转动。
2.3 精密调整
为保证机器稳定运行,双停顿凸轮机构在以上初步调整的基础上,还必须作精密调整。
(1)当凸轮随动器辊子处在中心槽内时,能在槽的末端与弓型座准确接触,而不产生颤动和噪声,则证明其安装是正确的(参见图3)。
而在实际分相开始之前,所有凸轮随动器都必须借助弓型座投入运动。如果有必要,应在凸轮轴的方向将凸轮略微调悬。但是这样做有可能导致按粗调的第(5)步骤调得的接触模式发生变化。辊子接触位置可能减少,但必须保证至少有辊子宽度的75%经常接触。有必要的话,应按步骤(4)、(5)重新调整。
(2)将蓝色料涂在凸轮上,用手慢慢转动凸轮,检查星轮在每一个分相位置上,凸轮随动器辊子都能与凸轮均匀接触。如果出现图4所示,凸轮一端压迫在辊子尖部位置,凸轮另一端则压迫在另一个辊子的根部位置,则表示星轮相对于凸轮发生轴向移动,为此,需按图4箭头所示轴向调整凸轮。
3 双停顿凸轮机构的磨合和润滑
事实上,新装配的凸轮在其停顿部位,或在其突出部位,仍然处于不规则的啮合状态。经过短时间(根据运行速度而定,约1~2 h)运行后,机构即可开始正常工作,同时不灵活运行的情况将会消失。当然在整个工作过程中,机构必须充分润滑。如果机构需在150 r/min以上的速度状态下运行,则在首个运行周期(24 h)内,运行速度不宜超过150 r/min。在机器作全速运行之前,应更换润滑油。
一般说来,双停顿凸轮机构必须经过高速磨合,即星轮辊子在最狭窄的位置应有间隙,且预截荷等于零。当其齿轮箱在凉的时候,可能会引起运行噪声。但是当机器达到其运行温度后,这个噪声会消失。
对于需要高速运行的双停顿凸轮机构齿轮箱,因为箱壳小,润滑油量少,冷却有限,因此运行温度升得特别高。用铁质材料制作的机壳,体积较大,结果星轮与凸轮之间的间隙变得很狭窄。有鉴于此,箱壳物用铝质制造,即星轮与凸轮之间的间隙变宽些。通常最高的允许温度为80℃。承受高负荷的机构的温升,要高于承受低负荷的机构的温升。
原则上,润滑宜按MANIFOLD公司推荐的方式进行。即选用含有E.P添加剂(一种极密的添加剂)的润滑油。对于凸轮转速100 r/min以下的齿轮箱,建议使用(ISO)VG220号油。对于凸轮转速高于100 r/min的齿轮箱,建议使用VGl50号油。要求高速运行的“双停顿”机构,必须确保辊子和凸轮的弓形座应充分润滑。为了满足这一润滑目的,可以使用油泵,以及用合适形状的减速箱壳。但是,对于一些较大型的减速机,则要求装上一根每分可供油5~10滴的附加油管,其运行速度可达1000 r/min。
4 结束语
精细安装,逐项调整以及必要的磨合和润滑是双停顿凸轮机构长期稳定运行的保证。在预安装正确的情况下,按步调整,并在磨合期注意观察,必要时予以修正,完全可以实现双停顿凸轮机构运行数十年零故障的目标。
[1]FOCKE350硬盒包装机使用手册[K].德国:FOCKE公司编辑出版,1993.
[2]双停顿凸轮使用说明书[K].德国:MANIFOLD公司编辑出版,1990.
Installation and Adjustments of TWIN DWELLCAM
XIE Jian-bin,XIANGHong
(Baoji Cigarettes Factory of China Tobacco Shan xi Industry Limited Liability Corporation,BaojiShan xi721013,China)
In practical experience,based on imported packaging equipment commonly used in“TWIN DWELL”cam the basic requirements for installation,adjustment methods and procedures,etc.are described.
“TWIN DWELL”cam;follower roller;star wheel
TB486
B
1672-545X(2011)08-0190-02
2011-05-15
解建斌(1967—),男,陕西宝鸡人,高级工程师,主要从事设备管理和维修;向 红(1968—),女,陕西宝鸡人,工程师,主要从事设备计量管理。