OPGW 制造中铝包钢线的断线分析及解决措施
2011-03-26宋志良周建华吉鸿志
宋志良,周建华,吉鸿志
(江苏中天科技股份有限公司,江苏南通226463)
0 引言
光纤复合架空地线(OPGW)既可作为架空地线,又可作为光纤通信线路,具有良好的技术和经济效益,已在架空输电线路中得到广泛的应用。而铝包钢线由于其良好的防腐性能、大范围的导电率和机械性能组合以及热稳定性能好,已经逐步取代铝合金线,在OPGW中得到大量使用。
在OPGW绞制生产中,因为铝包钢线存在质量缺陷,造成断线,导致了生产效率降低和较大经济损失。通过对原材料质量和生产过程的控制,并对生产工艺进行适当调整,减少了铝包钢线在OPGW绞制过程中的断线次数,由原来的50 t/次提高到120 t/次。
本文主要分析了断线的原因以及解决的具体措施。
1 铝包钢线断线的原因分析和解决措施
1.1 由于原材料钢丝质量问题引起的断线
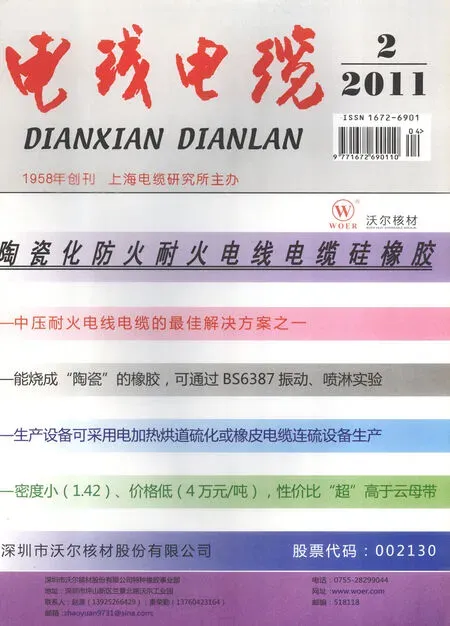
用显微镜观察铝包钢线断口,发现断口处钢丝内部有明显非金属夹杂物(见图1)。用光谱仪分析,发现该夹杂物为碳化物。这种碳化物硬而脆,在铝包钢线包覆及拉拔过程中很难变形,导致碳化物附近金属应力集中,出现裂纹;随着逐步拉拔,裂纹不断扩大,导致铝包钢线断裂。
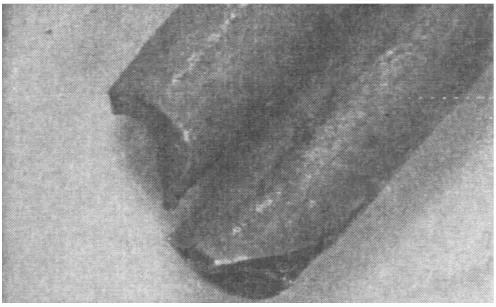
图1 断口呈45°正断口,外圆一侧纵向可见裂纹或凹陷
在原材料钢丝质量控制上,我们选用上海宝钢和沙钢的优质高碳钢盘条。根据原材料质量证明书,对盘条的有害物质含量进行内容控制和筛选。
1.2 由于钢丝表面裂纹引起的断丝
钢丝表面裂纹引起的断线在铝包钢线断线中占的比例较大,此类断口附近有明显的伤痕(见图2)。这些裂纹在铝包钢线包覆拉拔过程中不但无法修复,而且不断扩大,最终导致断线。
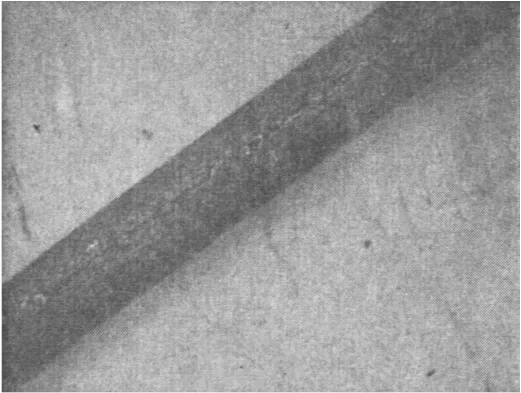
图2 断口附近存在大量伤痕
钢丝表面裂纹的产生主要有两种原因:
(1)钢丝在运输、装卸、储存、生产等过程中,如有操作不当或野蛮装卸会对钢丝表面造成损伤,损伤可分为:①运输、装卸过程中撞伤、擦伤;②生产过程中由于导轮、导辊问题造成的划伤;③防护不当及环境造成的腐蚀损伤。
(2)钢丝在预拉过程中会产生表面横裂纹,产生横裂纹的主要因素如下:①钢丝在机械剥除表面氧化铁皮不干净,导致氧化铁皮在拉拔过程中损伤钢丝表面;②拉拔工艺不当,压缩率过大会导致钢丝表面造成横裂纹;③拉丝粉润滑效果差,模具冷却效果不良,会产生叫模现象,导致钢丝表面裂纹产生。
1.3 由于钢丝脆性引起的断丝
此类断口附近无明显裂纹和缺陷(见图3)。将断口附近的线材做力学性能分析,发现其1%伸长应力数值较高,一般比标准高100~300 MPa。此类断线主要原因:① 钢丝热处理强度过高,内部组织索氏体化率不高;② 铝包钢线拉拔工艺不合理,总压缩率过大,或者道次压缩率配置不合理;③ 拉拔过程中模具以及贮线滚筒的冷却效果不佳,造成模具出口处线温过高,产生钢丝脆性。
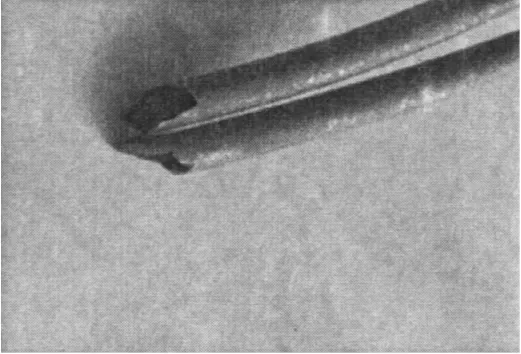
图3 断口呈斜断口,外侧无明显裂纹或缺陷
1.4 由于钢丝表面堆积物引起的断丝
此类断口附近有明显的堆积物(见图4)。主要原因为钢丝表面清理不干净,在铝层包覆过程中,钢丝表面杂物因振动在导模口形成堆积,并带入挤压模具内粘附在钢丝表面上,然后在铝包钢线包覆拉丝中,这些堆积物受力使钢丝表面形成裂纹源并不断扩大,最终导致断线。

图4 断口附近有凸起的堆积物
1.5 由于铝包钢线绞制不当引起的断丝
此类断口有明显的缩颈(见图5),在OPGW生产中,对绞合工艺要求非常高,其绞合节径比与普通铝包钢绞线相比要小,在绞合生产中铝包钢线所受的张力与扭力较大。如果铝包钢线的放线张力不一致,或者张力装置故障,将导致某根单线受力过大而产生断线。解决方法:使用智能型张力控制器,对每根铝包钢线放线张力进行控制,保证张力均匀一致。

图5 断口有明显的缩颈
2 结束语
为解决OPGW生产中铝包钢线的断线问题,应采取以下措施:加强对生产过程的管理,避免钢丝原材料在运输、装卸、贮存以及生产中受到各种损伤;通过合理的生产工艺,保证钢丝生产过程中不产生裂纹源或脆性;在铝包钢线绞制过程中,保证放线张力均匀一致,这样才能使铝包钢线更好地应用于OPGW,使其质量达到国际一流水平。
[1]戴宝昌.重要用途线材制品生产新技术[M].北京:冶金工业出版社,2001.
[2]王笑天.塑性加工金属学[M].北京:机械工业出版社,1991.
[3]王运炎.机械工程材料[M].北京:机械工业出版社,2006.
[4]上海交通大学.金属断口分析[M].北京:国防工业出版社,1979.