一种角钢的强力穿水冷却装置
2011-03-21滕培玉任吉堂殷向光
滕培玉,任吉堂,殷向光
(1.河北联合大学冶金与能源学院,河北唐山063009;2.河北钢铁集团邯钢公司,河北邯郸056001)
0 引 言
控制冷却技术是热轧生产线不可或缺的一项重要技术。目前,在热轧钢板生产线上的层流冷却、水幕冷却等控制冷却技术都已经很成熟;在棒线材生产线上的穿水冷却技术也都得到了很广泛的应用。与板带和棒线材生产线控制冷却技术相比,型钢的控制冷却技术相对落后。因此,本文根据棒材的浊环水穿水冷却装置设计了一套角钢轧后穿水冷却装置,以解决终轧温度过高和角钢力学性能偏低的问题,同时减轻角钢轧后冷却过程中的翘曲和残余应力,节约冷床面积,提高角钢的力学性能及改善其组织状态,简化生产工艺。
1 浊水强力冷却装置的结构
1.1 主冷却器结构
角钢穿水冷却装置的结构设计主要是主冷却器及其喷嘴和紊流套的设计。角钢主冷却器结构如图1所示。
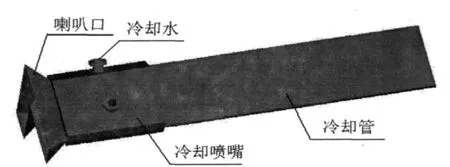
图1 角钢穿水冷却主冷却器结构图
1.2 冷却喷嘴的设计
由于角钢异形断面特点,其在冷却时角部和腿部的冷却速度不一致,角部区域冷却速度慢、腿部区域冷却速度快。因此,考虑到角钢轧后控冷时要求实现不同的冷却速度对角钢进行冷却,设计的冷却喷嘴的结构特点是由上下两部分组合而成,如图2,上冷却区由间隔衬板分为3个冷却区和下冷却区,共4个独立的冷却区,每个冷却区域实行单独供水并配有调节水量的电动调节阀,通过自动控制系统调节冷却水水压和水量。在使用中,1区和2区两个冷却区域冷却水常开,角钢通过冷却喷嘴时对冷却速度慢的角部进行重点冷却,进入冷却管后冷却水在其周边进行均匀冷却,浊环水冷却的效率保证角钢的冷却过程中的冷却强度和冷却速度;3区和4区是辅助调节冷却区域,其作用是根据角钢冷却过程中冷却不均产生的温度差和造成的内并、外扩和扭曲等形状变形量大小,由冷却装置出口处的测温仪和位移传感器反馈信号,通过自动控制系统进行调节其压力和水量来调整控制角钢冷却过程中的冷却不均,从而实现角钢控制冷却过程中的冷却均匀性。
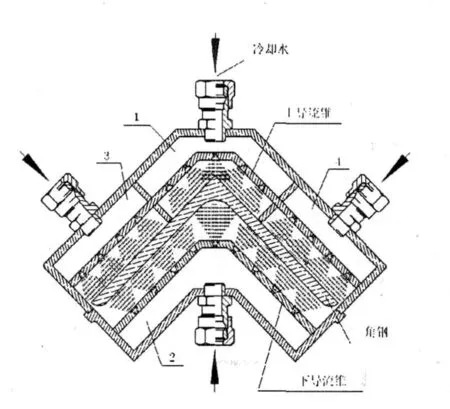
图2 角钢穿水冷却装置断面结构图
导流锥结构图如图3所示。设计的浊环水穿水冷却装置冷却喷嘴的导流锥结构具有的特点:在导流锥与导流锥套之间设计了收敛的矩形截面弧形导流锥槽(图4),可以有效防止在采用浊环水冷却时重悬浮颗粒堵塞冷却喷嘴,并且使冷却水流动阻力小、喷射速度大,有效的保持了喷出的冷却水以流股形式汇集到角钢表面的动能,可有效打破炽热角钢表面的蒸汽套膜,提高了角钢的冷却能力和冷却效果。
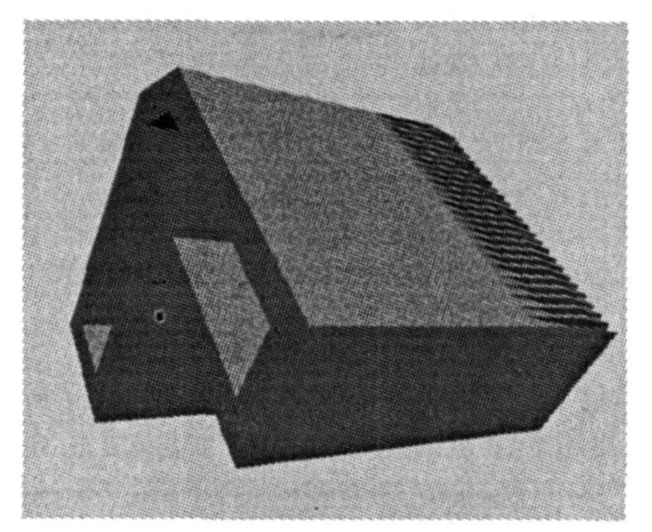
图3 导流锥三维结构
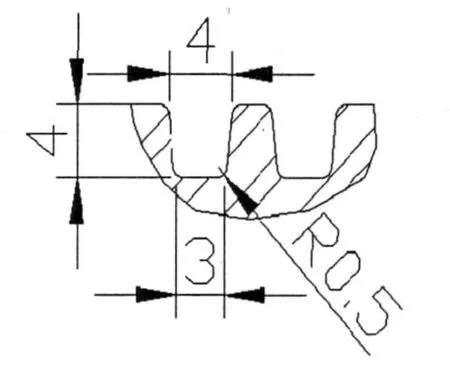
图4 导流锥槽截面图
1.4 紊流套的设计
紊流套的设计采用上下两部分组合构成,上、下紊流套的结构图如图5、图6所示。在角钢穿水冷却装置的冷却管内设置的紊流套可以迫使浊环冷却水在冷却管内作紊态流动,提高冷却管内角钢与浊环水的换热效率,从而提高角钢的冷却强度。
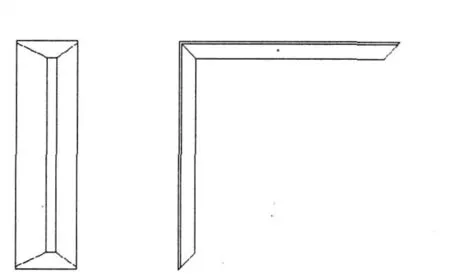
图5 上紊流套结构图
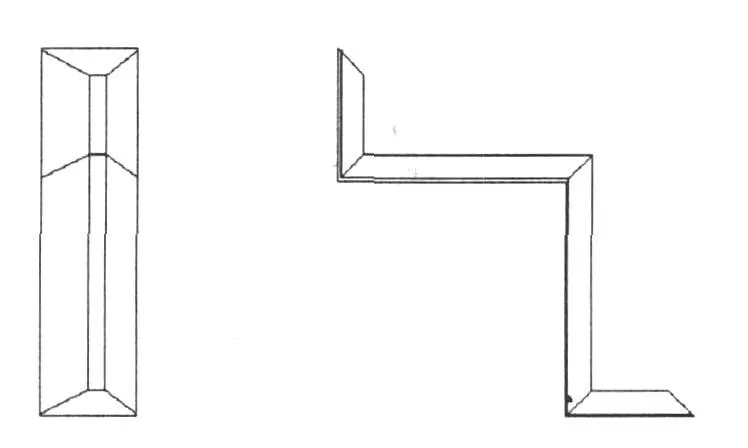
图6 下紊流套结构图
2 实验方案及结果分析
2.1 实验方案
采用12.5#角钢,普碳钢Q235作为试件,试件长度为300mm,取6根试件并依次编号为1#~6#,角钢的化学成分为C:0.13%;M n:0.66%;Si:0.24%;S:0.017%;P:0.013%。
把角钢试件在加热炉中加热到980℃,保温25分钟,在循环冷却水的恒温水箱(22℃)中进行水浴快冷2 s、冷却时角钢要不停的搅拌,然后取出空冷10 s,并使用数据采集仪对每一根试件测定、记录控冷的初始温度、水冷冷却时间、终冷温度和空冷温度等数据进行采集。
为保证模拟实验和角钢浊环水穿水冷却的效果接近,在恒温水箱的冷却水中加入重悬浮颗粒,根据国家自然基金“冷却介质中的重悬浮颗粒对冷却效果的作用机理”(项目批准号:50476084)研究结果表明,冷却水中加入的重悬浮颗粒直径为80μm,浓度为0.35%,冷却水的循环流速为1.5 m◦s-1,此方案冷却效果最佳。之后在万能试验机上测定试件的力学性能参数和在金相显微镜下观察试件断面各部的微观金相组织。
2.2 实验结果
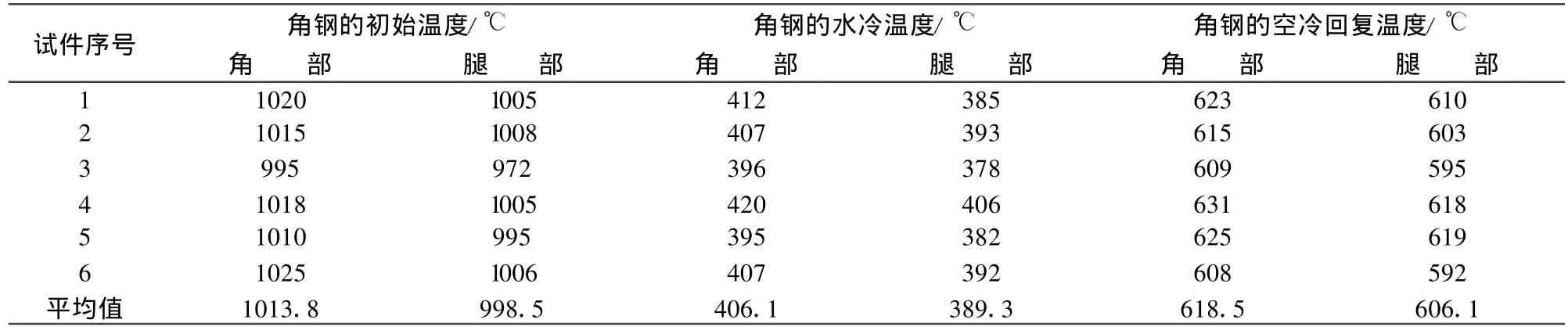
表1 试验结果

表2 冷却后角钢的力学性能
与实验前角钢试件的力学性能相比,屈服强度提高约70~100MPa、抗拉强度提高约80~150MPa;韧塑性仍良好。因此,通过控制冷却可以改善和提高角钢的综合力学性能。
2.3 角钢控冷后微观组织分析
对控冷后的角钢试件分别在角部和腿部的表层、中间层和心部处取样,制备金相试样,然后在金相显微镜下观察角钢断面角部和腿部的表层、中间层以及心部微观组织。在500×金相显微镜下观察结果如图7~图12所示。
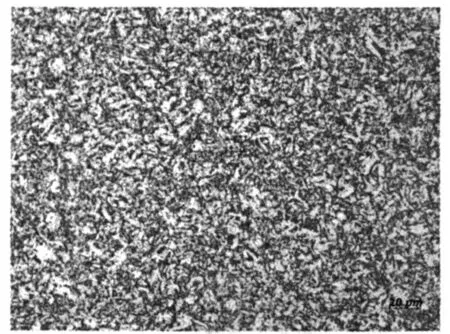
图7 角部表面组织
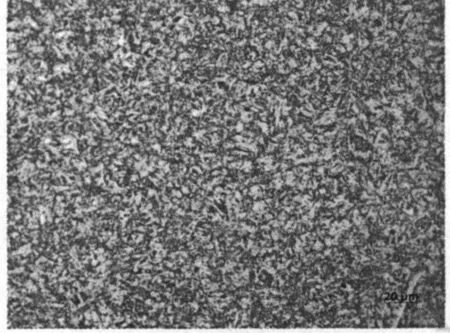
图8 腿部表面组织
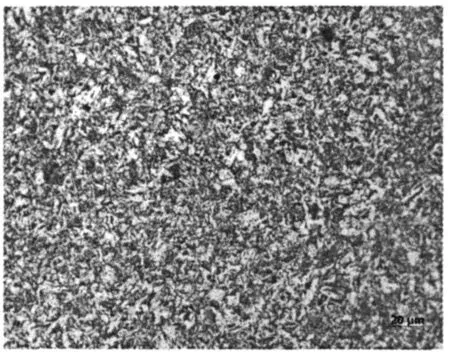
图9 角部中间过渡组织
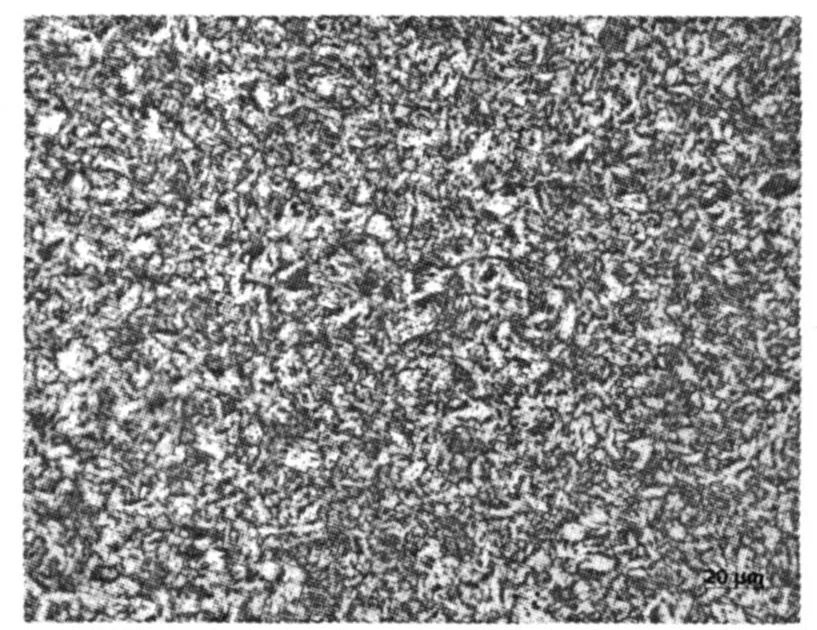
图10 腿部中间过渡组织
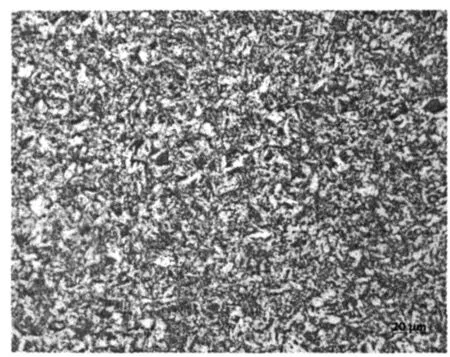
图11 角部心部组织
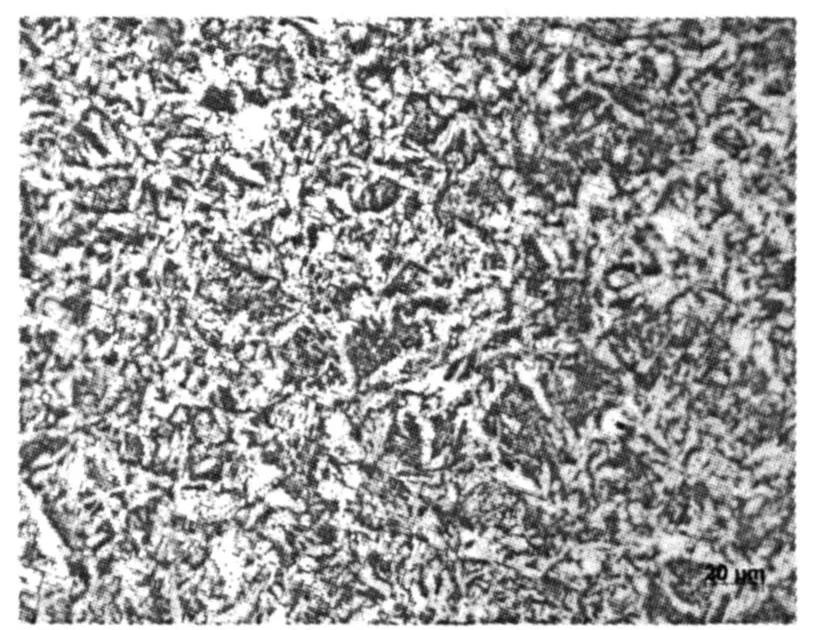
图12 腿部心部组织
角钢试件在浊环水穿水冷却工艺实验后,取样试样观察结果分析:图7、图8为角钢的角部和腿部表层微观组织金相照片,主要组织为回火马氏体,晶粒尺寸约为5~7μm,它具有高的强度和硬度;图9、图10为角钢角部和腿部的中间过渡层微观组织金相照片;图11、图12为角钢角部和腿部的心部组织金相照片,微观组织为细铁素体加细珠光体,晶粒尺寸约为10~15μm,它们具有良好的韧性和塑性。因此,角钢浊环水穿水冷却工艺就是利用轧后余热进行轧后余热淬火(QTB工艺)处理,将形变强化和相变强化相结合,提高角钢的强韧性,简化生产工艺。
3 结 论
(1)利用浊环水中重悬浮氧化铁颗粒的动能来有效打破炽热角钢表面的蒸汽套膜,显著提高角钢的换热效率和冷却效果。
(2)冷却喷嘴流动阻力小、喷射速度大,有效的保持了喷出的冷却水流股汇集到角钢表面前的动能,保证角钢的冷却强度,且可以有效防止喷嘴的堵塞;另外,4个独立的冷却区域,可以实现对角钢断面的各部进行不同冷速和冷却强度的单独调节和控制,从而保证角钢冷却过程中的冷却均匀性。
(3)在冷却管内设置了多组紊流套,可显著提高角钢在冷却管内的冷却强度。
(4)实验表明:角钢试件的屈服强度提高70~100 MPa,抗拉强度提高80~150MPa,且性能均匀;角钢的表面微观组织为回火马氏体,中间层为过渡层组织,心部为细珠光体加细铁素体。因此,角钢浊环水穿水冷却工艺可提高角钢的综合力学性能和改善角钢的微观组织状态。
[1] 吴迪,赵宪明.我国型钢生产技术进步20年及展望[J].轧钢,2004,21(6):23~27.
[2] 王有铭,李曼云,韦光.钢材的控制轧制和控制冷却[M].北京:冶金工业出版社,1995:88~91.
[3] 任吉堂,徐树成等.一种新型的热轧棒线材强力穿水冷却装置[J].钢铁,2005,3(38):57~60
[4] 殷向光,任吉堂.角钢浊环水穿水冷却工艺探讨[J].河北理工大学学报(自然科学版),2010,32(3):70.
