仓储电子标签辅助拣货系统的研究与设计
2011-02-28段春辉赵景波李梦婷
段春辉,赵景波,李梦婷
(青岛理工大学 自动化工程学院,山东 青岛 266033)
随着大型综合公司自身仓储的发展和现代物流产业的迅速发展,对工作效率的要求越来越高。仓库的配货、物流产业的入库与发货都需要工作人员去货架入货或者拣货。这就要求拣货员对仓库的每一样货物的位置都了解得非常清楚,但对于一个大型仓库而言,这是非常困难的,而且拣货速度与准确度都难以保证。
传统的拣货方式存在的问题有操作人员多、依赖熟练工、耗时长、差错多、临时工效率低、传票使用多等等。为了解决这些问题,开发了电子标签拣货系统。
1 拣货方式介绍
目前电子拣货主要有两种方式,其一是播种式系统,另一种是摘取式拣货系统。
1.1 播种式
播种式系统是指每一个电子标签代表一个客户或是一个需要配送的对象,拣货人员先将货品的应配总数取出,并将货品信息输入,系统会将代表有订购此项货品的客户的电子标签点亮,配货人员只要依电子标签灯号与显示数字将货品配予客户即可,这就是播种式拣货系统。通常处理的对象固定、商品种类多或者是商品的相似性大,商品的储位经常移动的情况下比较适合使用播种式系统。
1.2 摘取式
摘取式系统是指将电子标签安装于每个货架储位上,一个电子标签代表一种货品,以一张拣货订单为一次处理的单位,系统会将拣货定单中有拣货货品所代表的电子标签点亮,拣货人员依照灯号与显示数字将货品从货架上取出放进拣货箱内,这就是摘取式拣货系统。多应用于配送对象多但商品储位固定不常移动的情形。
本文以摘取式拣货方式为基础,设计了一种电子标签辅助拣货系统。
2 系统组成及工作原理
系统采用分层分级设计思想,分为中央层、控制层及应用终端三层(图1)。中央层由 PC机构成,控制层为以LPC21xx为核心的嵌入式控制器,应用终端为电子标签。系统结构为主从分布式结构,采用RS485通信方式,一台主机与多台控制器进行半双工通信,各控制器之间无通信,控制器与应用终端之间亦采用RS485通信,主从分布式半双工通信。采用RS485通信方式,信号稳定,通信距离远,能很好地扩展设备终端,理论最大值为256×256个,能满足大型仓库多货品的要求。
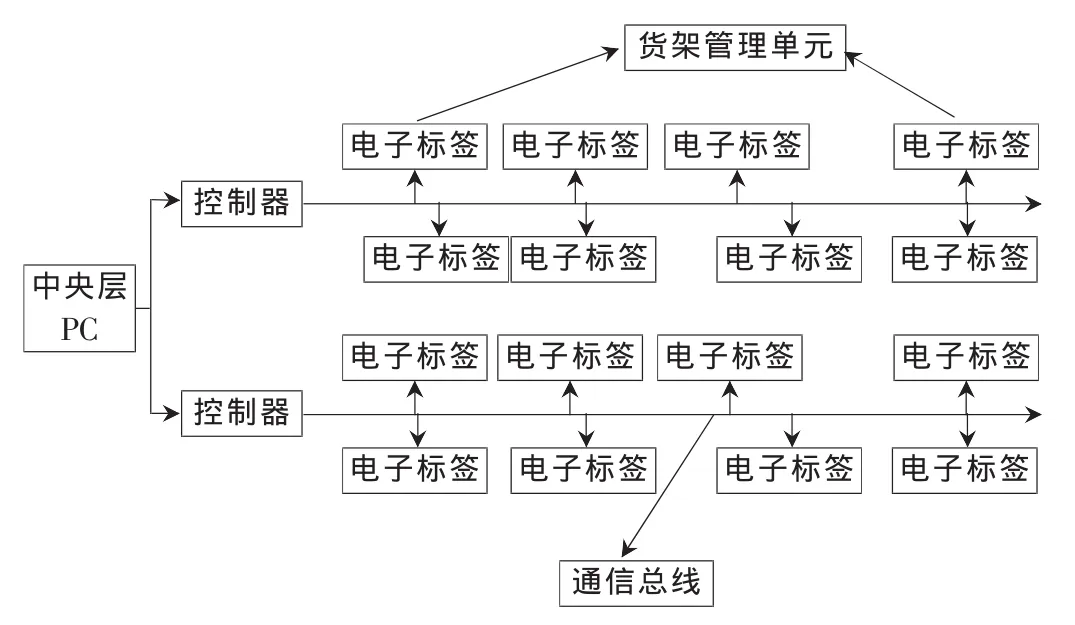
图1 系统组成框图
工作时,由PC机将订单信息整合发送至控制器,控制器接收电脑传来的命令和数据,选取其中电子标签所代表的货品,把数据发送至电子标签,电子标签显示本货品所需数量,指引拣货员来拣取,完成拣货后并按下确认键,将本货品信息回馈PC机,当本次订单货品全部拣取后,信息回馈生成报表。当缺货时,可以按功能键选择将缺货信息传回控制器送至中央层,通知操作员此货品缺货。
3 硬件部分
3.1 通信转换电路
PC机的串口是RS232信号,系统需要转换为通信总线RS485信号,转换芯片采用SP232E高性能TTL/CMOS收发器,其完全满足RS-232和V.28串行协议,具有增强型ESD性能。ESD增强性能使得器件可以承受±15 kV的人体放电模式 (Human BodyModel)和IEC1000-4-2气隙放电模式。120 kb/s的数据传输速率(带负载)、0.1 μF的电荷泵电容和整体耐用的结构等特性使得SP232E适用于商业领域。图2为RS232信号转换电路。
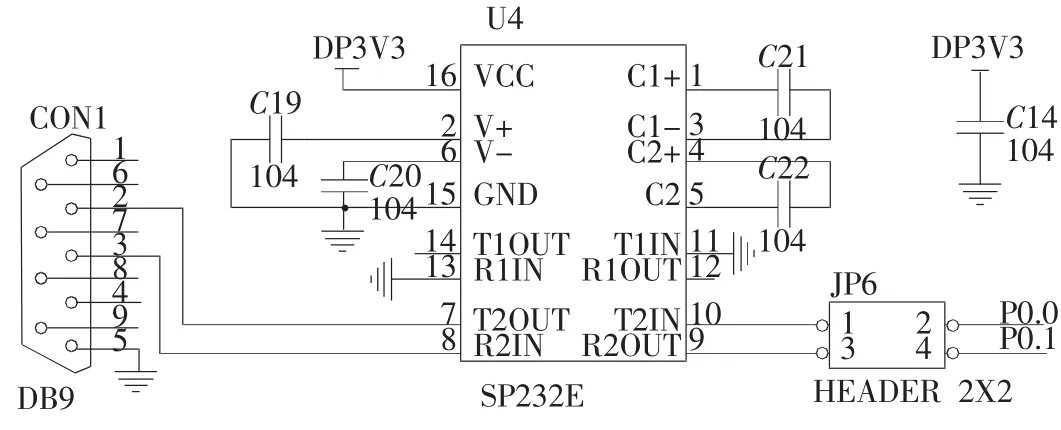
图2 RS232信号转换电路
3.2 控制器LPC21xx
控制层以ARM7-LPC21xx为控制核心,接受中央层PC传来的命令,上传终端设备的数据信息,与电脑实现数据传送,实现各个标签的地址分配,传达订单信息,从而控制下面的电子标签,同时可以检验系统是否正确运行以及控制总线的数据传递。
LPC21xx是一个基于支持实时仿真的16/32位ARM7 TDMI-S CPU的微控制器,并带有32 KB的嵌入高速Flash存储器,128位宽度的存储器接口和独特的加速结构使32位代码能够在最大时钟速率下运行。由于内置了宽范围的串行通信接口 (2个 UART、SPI、SSP和2个I2C)和8 KB的片内SRAM,适合用在通信网关和协议转换器中。
LPC21xx使用一个串行UART0接口连接到RS485通信总线,与中央层PC实现数据的接收和传输,当控制器接收到PC传下的订单信息时,经处理后再使用另一个串行通信接口UART1将命令数据下传至终端设备电子标签,点亮所需货品对应的电子标签,指引拣货员拣取。当一种货品拣取完毕确认后,控制器接收电子标签上传的确认信息,统计本批次拣取情况汇总,送至中央层PC,完成数据上传。
3.3 终端设备电子标签
电子标签终端作为与拣货员的接口,采用STC89C52单片机为控制核心,配置高亮度LED数据显示,通过接收模块MAX485接收控制层传输下来的命令数据等,经过判断处理后,点亮指示灯,显示所需货品数量。同时还配有四个按键,分别为功能键、确认键、加键、减键,拣取完成后按下确认键将本货品完成信息回馈至控制器,图3为电子标签电路框图。如果出现缺货情况,可以通过功能键和加、减键将缺货信息、缺货数量等回传中央层,通知操作员本货品缺货,同时点亮缺货指示灯。每个电子标签最多可存储10条本货柜订单信息,根据时间先后信息逐条显示。
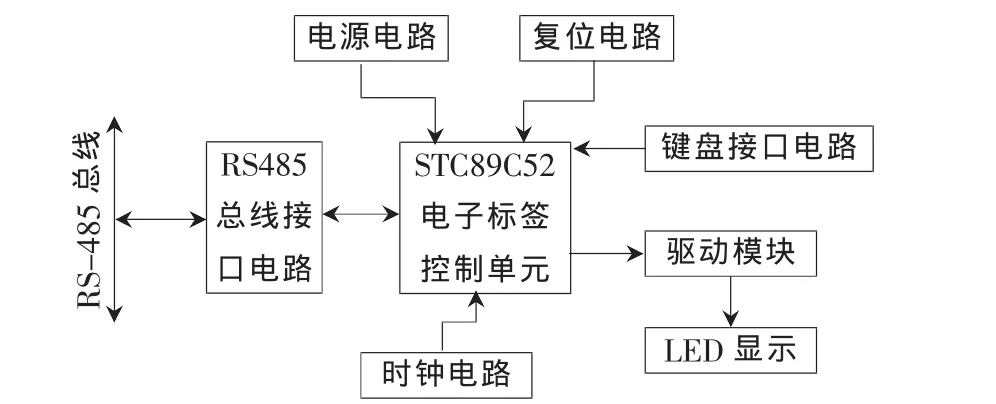
图3 电子标签单元
4 软件部分
4.1 通信协议
协议是数据通信的基础,本系统采用自定义串行通信协议,半双工通信方式,同一时刻只允许一台设备发送数据,对主机和从机的发送和接收时序有严格的要求,如果在时序上配合不好,就会发生总线冲突,使整个系统的通信瘫痪,无法正常工作。要做到总线上的设备在时序上的严格配合,必须要遵从以下几项原则:
(1)复位时,从机都应该处于接收状态。
(2)在主从机软件上应附加若干处理措施,如:上电时或正式通信之前,对串行口做几次空操作,清除端口的非法数据和命令。
(3)总线上所连接的各从机的发送控制信号在时序上完全隔开。自定义协议格式:

起始符+命令字格式如下:
下传:#+S:中央层PC向控制层LPC21xx传送;
下传:#+D:控制层LPC21xx向电子标签传送;
上传:%+R:控制层 LPC21xx向 PC传送;
上传:%+T:电子标签向控制层LPC21xx传送。
校验方式采用循环冗余校验CRC16,它是一类重要的线性分组码,编码和解码方法简单,检错和纠错能力强,在通信领域广泛地用于实现差错控制。
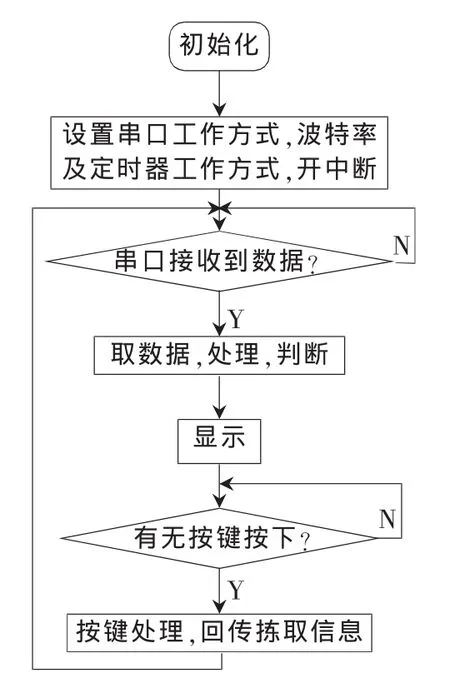
图4 电子标签程序流程图
4.2 电子标签程序设计
电子标签程序主要完成数据通信、数据显示、按键功能处理、声光提示等功能。电子标签程序流程图如图4。
由于单片机的通信速率由其波特率决定,因此在晶振和定时器设定波特率时,保证系统的稳定性下,尽量考虑提高系统的传送速度,其工作方式采用中断工作方式。中断接收程序流程图如图5所示。
应用电子标签系统将传统的拣货方式简化为看、拣、按三个单纯的动作,使拣货速度只是传统拣货时间的 1/3~1/2,操作人员只需一般操作人员的 1/3~1/2,实现了无纸化作业,任何人都可以马上作业,很大地降低了拣货错误率,提高了拣货速度、效率及准确率。
[1]何立民.MCS-51系列单片机应用系统设计系统配置与接口技术[M].北京:航空航天大学出版社,2001.
[2]胡汉才.单片机原理及其接口技术[M].北京:清华大学出版社,2004.
[3]嵇国金,王磊,张志明.基于 RS-485总线的仓储网络监控系统的设计与实现[J].测控技术 2005,24(5):64-66.
[4]冯冬青,李波.电子标签在智能拣货系统中的应用研究[J]2005,23(2):85-88.
[5]EasyARM21xx教材 [S].广州周立功单片机发展有限公司.