中压搪玻璃设备在制造中难题探析
2011-02-27李志明焦方芳
李志明 焦方芳
(临沂宏业化工设备有限公司,山东临沂 276017)
搪玻璃设备是将含硅量高的瓷釉涂于金属表面,通过950℃搪烧,使瓷釉密着于金属铁胎表面制成。因此,产品具有类似玻璃的化学稳定性和金属强度的双重优点。
1 搪瓷产品的性能
(1)耐腐蚀性能:能耐有机酸、无机酸、有机溶剂及pH值小于或等于12的碱溶液,但对强碱、氢氟酸及温度大于180℃、浓度大于30%的磷酸不适用;
(2)不粘性:光滑的玻璃面对介质不粘且容易清洗;
(3)绝缘性:适用于介质在化学过程中易产生静电的场合或者需要有静电存在的化学反应;
(4)隔离性:玻璃层将介质与容器钢胎隔离,铁离子不溶入介质;
(5)保鲜性:玻璃层对介质具有良好的保鲜性能。
因此,搪玻璃设备广泛适用于化工、医药、染料、农药、有机合成、石油、食品制造和国防工业等工业生产和科学研究中的化学反应、蒸发、浓缩、合成、萃取、聚合、皂化、矿化、氯化、硝化等,以代替昂贵的不锈钢和有色金属。
新的《搪玻璃技术条件》GB25025—2010中,对标准的使用范围是这样界定的“本标准适用于设计温度高于-20℃至200℃的搪玻璃设备及其配件、塔节、管道及管件”。标准只规定了设备温度的范围,而对压力的范围没有规定,说明国家在这一块已经放开,用户可以设计压力更高(高于1.0 MPa)的搪玻璃压力容器。而与之配套的其他标准,如:《搪玻璃闭式搅拌容器》25026—2010、《搪玻璃开式搅拌容器》25027—2010以及其配件、塔节、管道及管件的相关标准,则明确规定了其压力及温度的适用范围,而且压力上限为1.0 MPa。这就给我们设计及制造企业提出了一个问题,在遇到比如说设计压力大于1.0 MPa小于等于1.6 MPa的低压搪玻璃压力容器或者设计压力大于1.6 MPa小于等于2.5 MPa(压力再高的搪玻璃压力容器不在讨论之列)的中压搪玻璃压力容器时,我们该如何设计制造。我们对设计压力1.0 MPa以上搪玻璃压力容器的设计及制造进行了可行性研究与分析。并且成功生产出了设计压力1.60 MPa的搪玻璃反应釜产品。
为了适应我国化学工业,尤其是精细化工发展的需要,我们相信随着搪玻璃设备使用压力的提高,将进一步扩大搪玻璃设备的应用范围,使其能够更广泛的应用于医药、化工、食品等行业中。也只有如此才能使我们的设计及制造水平再上新的台阶、我们才能在行业中独立潮头,在竞争中立于不败之地。下面浅谈生产设计压力在1.0 MPa以上搪玻璃设备在设计及其制造过程中碰到的几个问题:
2 中压搪玻璃壳体的制造
中压搪玻璃压力容器受压元件的壁厚应按GB150进行设计计算,对所需开孔进行了整体补强,同时,还应充分考虑搪烧过程对设备基体高温刚度的要求和设计条件下设备基体各部位的应力不得大于搪玻璃层的许用应力的要求。由于压力较高,需提高搪玻璃壳体的制造要求,特别是设备内筒体的最大最小直径差(以下简称圆度)的控制。因为,如果圆度偏差过大,设备法兰及壳体在压应力的作力下产生变形(向圆的方向扩张),容易引起爆瓷,因此,必须严格控制壳体的圆度,严格按工艺要求制造与加工。
提高壳体圆度的重要环节及措施:
2.1 成型
(1)在壳体的卷板压制成型过程中,宜采用大功率卷板机。卷制前钢板两端应进行预弯,一般预弯宽度应大于选定的卷板机两下辊中心距之半(一般取两下辊中心距之半加50~100 mm)。预弯可在压边机或预弯模上进行。
(2)卷圆时钢板在上下辊之间必须放正,板材边缘与辊筒轴线应严格保持平行。应采用将板上的标记与辊轴线上的划线标记对正的方法来保证。
(3)必须采用卷板机托架和吊车密切配合的方式避免已弯制的筒节回直或压扁失形。
(4)卷制筒节时,应逐次减少筒体的曲率半径,严禁一次卷板成型。每一次卷圆的变形量不得超过总变形时的10%(针对中压搪玻璃设备的特点提高要求)。要利用卷板机上的标尺来估计上辊的下压量。
(5)卷制圆筒过程中,应使用经检验合格的样板来检查筒体的曲率半径。
2.2 变形控制(针对中压搪玻璃设备的特点提高要求)
(1)纵缝棱角度控制采用弦长等于1/6设计内径Di,且不小于300 mm的内或外样板检查,其棱角度不得大于0.1δn+1 mm,且不大于3 mm。
(2)筒节圆度控制,对于筒节同一断面,最大内径与最小内径之差e,应不大于该断面设计内直径Di的0.5%,且不大于12 mm。
2.3 搪烧过程中,工件在重力的作用下或出炉后由于冷却速度不同引起的变形使壳体的圆度发生变化。
(1)针对以上问题,我们专门制造了搪玻璃设备出炉整形装备,来保证筒节同一断面,最大内径与最小内径之差e不大于该断面设计内直径Di的0.5%,且不大于12 mm。
(2)针对冷却速度不同引发的设备局部变形及消除工件内应力的问题,我们专门设置了搪玻璃设备保温状态下的冷却室,使其在密封环境下进行缓慢冷却,使冷却尽量同步,有效地减少了工件变形及内应力。
3 设备零部件的选用
由于设备设计压力已超出了搪玻璃通用零部件的设计压力,所以,现有的通用零部件如:管口、高颈法兰、法套法兰、卡子、垫片等都已无法满足1.0MPa以上搪玻璃设备的使用,为此,我们需要设计出新的零部件来代替通用零部件。
3.1 管口
《搪玻璃设备管口》HG/T2143—2006只适用于1.0 MPa以下的设备(如图1),为了满足生产中压搪玻璃容器的需要,要设计出高于搪玻璃容器使用压力等级的搪玻璃管口来代替。
根据压力级别较高的带颈对焊法兰的形式设计出搪玻璃专用管口(如图2),管口采用凹面形式,避免了压力过高使搪玻璃设备用垫片被挤出;管口密封面的加宽,提高了压紧面密封性;修改后的管口结构可适用于压力较高的和密封要求较高的场合。经过搪瓷试验该结构管口不论力学性能还是搪瓷性能及密封性能都满足了所需要的条件。
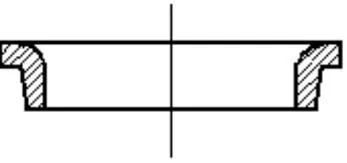
图1 搪玻璃设备管口
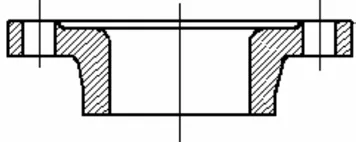
图2 搪玻璃设备管口(改进后)
2.2 高颈法兰
(1)《搪玻璃设备 高颈法兰》HG/T2049—2005适用于1.0 MPa以下的设备 (如图3),为了满足需要,我们参照《压力容器法兰》为搪玻璃设备高颈法兰做了以下修改(如图4);首先把密封面加宽,增大压紧面;其次密封面改为凹面增强密封性能。
(2)将原来由卡子压紧密封垫片的高颈法兰改变为由螺栓螺母组合压紧密封垫片的高颈法兰。
经过搪瓷试验该结构的高颈法兰不论力学性能和密封性能还是搪瓷性能都能满足既定压力所需要的工作条件。
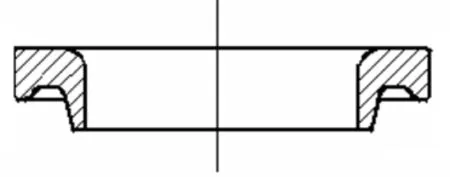
图3 搪玻璃设备高颈法兰
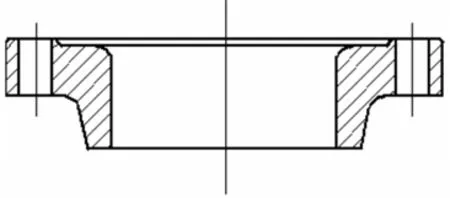
图4 搪玻璃设备高颈法兰(改进后)
2.3 活套法兰、卡子
由于设计压力已超出了搪玻璃通用活套法兰、卡子的许用条件,所以,我们在管口、高颈法兰设计时改变了原接玻璃活套活兰和卡子的结构形式(如图2,4),采用了钢制管法兰和钢制压力容器法兰的结构,在接管法兰上开螺栓孔,又采用凹面法兰密封面(凹面内接瓷,法兰螺栓孔周围的瓷粉必须擦干净)。即增强了设备的密封性,又避免了原搪玻璃活套法兰和卡子在较高压力下使用的结构不合理性。以及螺栓穿过螺栓孔时,不会直接碰到瓷面,而防止玻璃面损坏的裂纹向釜内延伸的可行性。螺栓孔大小及数量,根据相应等级的钢制法兰来确定,螺栓选用较高等级来确保设备的密封性,并最终以通过计算软件对法兰的计算来确保设备的安全性。
2.4 机械密封
由于设备压力偏高,所以,对机械密封的要求也有所提高。所以,应根据设计压力、设备工作温度、物料特性、具体的密封面要求及连接尺寸等条件,选择符合工作条件的机械密封。
对机械密封的密封环的要求:密封环是动环和静环的总称(下同),是构成机械密封最主要的元件。密封环在很大程度上决定了机械密封的使用性能和寿命,因此,对它提出了一些要求:
(1)有足够的强度和刚度;
(2)密封端面应有足够的硬度和耐腐蚀性及浮动性;
(3)密封环应有良好的耐冷热冲击能力;
(4)应有较小的摩擦系数和良好的自润滑性;
(5)力求结构简单对称并优先考虑整体型结构;
(6)密封环要容易加工制造,更换方便。
2.5 垫片
垫片系数m和垫片比压Y值是垫片的两个重要物理参数,这两个参数因工作压力、密封形式、垫片材料、垫片直径等不同而变化。因此,要通过垫片制造厂严格的多次试验才能取得垫片的这两个物理参数。目前,我们首先要注意的是:
(1)材料选择:为了提高设备的密封性能,我们选择了内嵌金属波纹环、内填充层为丁晴橡胶,外包层为聚四氟乙烯薄膜的垫片(工作温度≤120℃,如工作温度≤200℃时,需用其它耐温和弹性率及强度都能符合相应工作条件的垫片材料)。满足了设备对垫片强度和密封性的要求。
(2)密封面尺寸进行了加宽,与管口尺寸统一。2.6 搅拌器、温套管及其它零部件的配套设计及制造参照现行标准的基础上,在密封方面与中压搪玻璃的设计要求配套即可,此处不做缀述。
3 结论
以上是本人对中压搪玻璃设备设计及制造中的的一点浅知拙见,是笔者从生产实践中发现的问题的总结。尽管都是一些很细微的问题,但是,这些细微问题的扩大往往能够影响设备的正常进行,会给各方面带来不必要的经济损失。
