HT-L煤气化制甲醇之变换炉温度控制方法的改进
2011-02-10
(河南煤业化工集团濮阳龙宇化工有限责任公司,河南濮阳 457000)
濮阳龙宇化工有限责任公司(简称濮阳龙化)年产20万t甲醇项目采用煤制气(15万t)和天然气(5万t)联合制甲醇,其煤制气采用HT-L粉煤加压气化技术,是国内首套拥有自主知识产权的高效洁净的粉煤加压气化示范性装置。其变换装置采用宽温部分耐硫变换工艺。基本流程为:来自气化的原料气先经废锅降温调节水气比,再经水分离器分离掉沿途管线的冷凝水之后,经换热器换热进入第一变换炉进行变换反应,第一变换炉出口变换气经换热后进入第二变换炉,继续进行变换反应,最终达到出口变换气中CO体积分数为17% ~19%,满足甲醇合成需求后送入后续工段。变换装置自开车以来 ,上段温度严重超设计指标(≤420℃),变换开车时热点温度达600℃,正常运行时热点温度在480℃左右,且热点温度不易控制,操作频繁难度大,现场、总控工作量大。针对上述存在的问题,我们进行了仔细研究了变换装置的整个工艺控制情况,进行了改进。
1 原控制方案的弊端
变换装置原工艺为:变换炉一段出来的变换气先进中压蒸汽发生器后进变换炉进料换热器进行换热,如图1所示,其操作弹性小、难度大、不易控制,容易造成变换炉垮温及超温事故的发生。变换气先进中压蒸汽发生器副产蒸汽带走了部分热量,然后进料换热器进行换热,在负荷及工况不稳时,很难保证进料换热器换热后的温度,受此影响,一变入口温度波动过大,很容易造成变换炉垮温及超温事故。
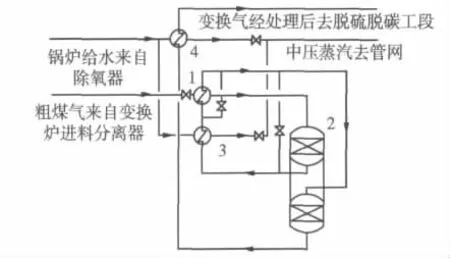
图1 改造前流程图
2 变换炉控制方案的改进
2.1 工艺管线的改造
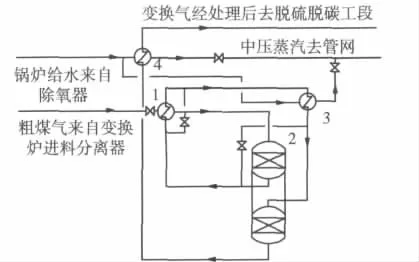
图2 改造后流程图
在现有的工艺流程上操作已很难这种情况,只有改变其温度控制方式,使一变入口温度和二变入口温度在负荷及工况不稳的情况下能够稳定运行。经研究决定,改为变换炉一段出口出来的变换气先进入进料换热器进行换热后再进入中压蒸汽发生器副产蒸汽,然后进入变换炉二段入口,如图2所示,将一变出口到二变进口的管线进行了改造。
2.2 操作方法的改变
通过调节入变换炉进料换热器(见图2设备中1)的主副线阀门开度来控制入变换炉一段温度;通过调节中压废锅(见图2中设备3)的压力来控制入变换炉二段温度;必要时通过调节一变与二变连通阀来辅助控制变换炉二段入口温度。
3 效益分析
变换装置技改后,开车运行效果显著好转,变换炉热点温度控制在设计指标(≤420℃)内,实现了热点温度达标运行。工艺流程优化改造后有效处理气量增加了17%;一段催化剂使用寿命延长1年以上,总使用时间达到2年以上(对比同行业的其他单位均未达到1年),二段催化剂使用寿命延长2年以上,总时间达到4年以上;变换开车时间减少3 h,每次开车减少粗合成气放空135 000 Nm3,特别是对开停车次数频繁的新装置HT-L粉煤加压气化装置来说,更具有显著的经济效益;减少了停车次数(改造后没有因为变换问题出现停车);避免了装置大的改造,减少投资300万元以上;保证了设备的安全运行;减少了因泄漏造成的安全及环保问题;降低了操作人员的劳动强度。改造后有效气体量增大,产量进一步得到提高,改造前后运行数据如表1、表2所示。
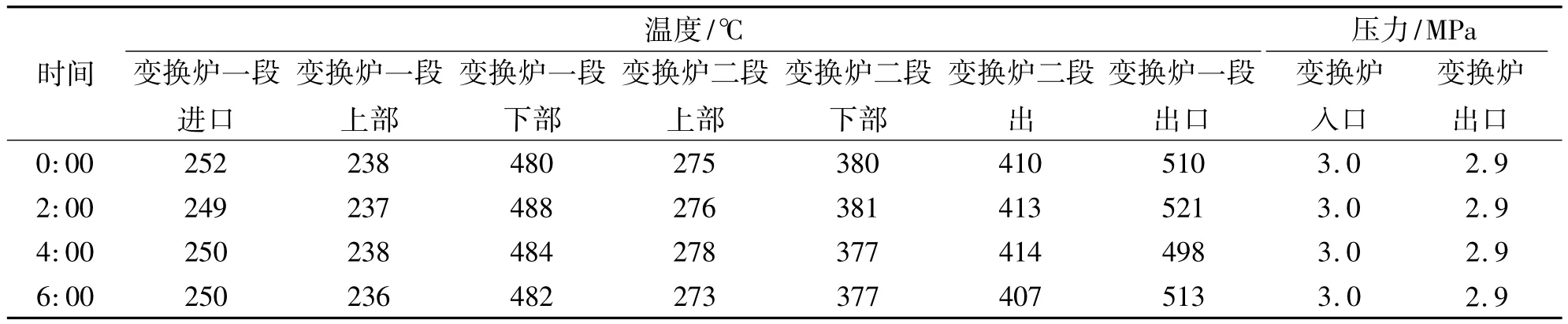
表1 改造前运行数据(2009-05-21)
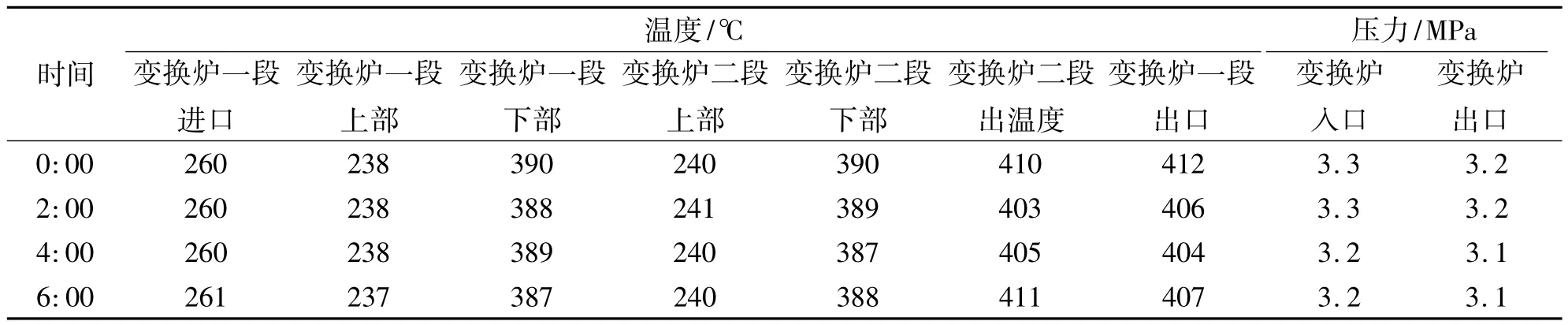
表2 改造后运行数据(2009-11-22)
4 结束语
变换装置经过上述控制方法的技改,变换炉温度得到了有效的控制,大大减少了操作人员的工作量,延长了变换催化剂的寿命,提高了系统负荷,取得了良好的经济效益。