基于短电弧切削加工技术高效性特点的研究
2011-02-10梁楚华周碧胜
卢 江,梁楚华,周碧胜
(新疆大学机械工程学院,新疆乌鲁木齐 830047)
短电弧切削技术是指在一定比例带压力水气混合物工作介质的作用下,利用两个电极之间产生的受激发短电弧放电群组或电火花放电群组来蚀除金属或非金属导电材料的一种电切削方法,是一种新型的强焰流、亚离子流和弧流电切削加工技术,它属于特种加工行业电加工技术范畴。
1 短电弧切削的高效加工
在对水泥磨辊以及其他各种钢轧辊的表面进行修复工作时,由于其表面工作层硬度高达59~62 HRC,故用传统加工方式进行修复加工极为困难。
传统的修复工艺都是采用碳弧气刨清理缺陷层,再用堆焊的方法对水泥磨辊表面出现的点蚀凹坑和尺寸不足部分进行修补,以恢复水泥磨辊的表面几何形状,不但修复效果有很大的提升空间,且稳定性不好,更无法修补损坏严重的水泥磨辊[1]。对损坏严重的水泥磨辊,必须先去除表面疲劳层,然后进行机械加工,最后再进行整体表面堆焊以恢复水泥磨辊的表面几何形状。表面疲劳层的去除以及堆焊层的机械修复加工,却始终难以找到高效实用的技术方法。
而采用短电弧切削技术对水泥磨辊表面疲劳层进行修复加工,可发挥其明显的技术优势,加工效率十分显著,加工精度明显提高。在对厚度80~90 mm的表面疲劳层的“切削”加工以及加工后堆焊修复的表层“切削”加工过程中,短电弧切削机床运行稳定、工作可靠,加工噪音低于75 db,而且材料平均去除率很高,加工效率显著高于其他硬面加工机床,有效地解决了水泥磨辊修复加工的技术难题。
2 短电弧切削加工成功应用实例
由于短电弧切削技术的优越性,它解决了传统加工所不能满足的对新型特种材料高镍铬锰钼钒合金钢、碳化钨等特硬、超强度、高韧性、高红硬性、高耐磨性、严重冷作硬化等材料高效加工的难题。所以,随着短电弧切削机床成功的研制开发,近年来它在相关行业的应用也如雨后春笋般地推广开来。
2008年10月,首台DHZK数控短电弧切削机床在新疆大学机械工程学院调试成功(图1)。该机床为短电弧切削技术硕士研究生及博士研究生的培养提供了可靠的试验平台。
图1 DHZK 6330数控短电弧机床
2009年2月,国内外最大的DHC40040短电弧切削机床在上海投入应用(图2)。该设备可加工直径4 000mm,长度5 000 mm,重量 180 t的难加工工件,是目前为止国内外最大的卧式短电弧切削机床。该机床特别适用于立磨辊套、水泥磨辊、大重型钢轧辊等难加工材料的高效加工。

图2 DHC40040短电弧切削机床
接着,DHC25040ZT短电弧切削设备在成都应用成功(图3)。该设备可高效加工各种水泥磨辊、立磨辊套等。加工后的工件表面质量有利于后续堆焊工作的进行。短电弧切削设备的应用,为用户提供了良好的磨辊加工工作环境、加工工艺和国际先进的磨辊加工技术手段。
DHC5015CG短电弧切削机床在河南应用成功(图4)。要完成针对凡尔阀内孔、外圆、锥度、细长轴等高强度材料的高效加工,效果显著。
图3 DHC25040ZT短电弧切削设备

图4 DHC5015CG短电弧切削机床
DHC18040G重型短电弧切削机床在郑州应用成功(图5)。该设备用于大型水泥磨辊破损后的高效加工,即水泥磨辊堆焊前的一道关键预处理加工,设备使用效率良好。

图5 DHC18040G重型短电弧切削机床
专用加长DHC18040短电弧切削机床在浙江试用成功(图6)。

图6 专用加长DHC18040短电弧切削机床
对于各类难切削加工的材料,通过许多特种加工方式是可以解决的,但其效率难以保证,特别是对大型的难加工材料。从以上各类型短电弧切削机床的成功应用中可看出,短电弧切削技术能高效快速地解决大型难加工材料的加工难题。
短电弧切削技术成功实现了超硬、超强度、高韧性材料的高效切削,在水泥磨辊、立磨辊套、大型轧辊、磨煤辊的修复加工中得到广泛应用,为这些大型难加工金属材料提供了一种实用的、高效的加工技术方法。短电弧切削技术市场前景广阔,需求会越来越大,将产生极大的社会效益和经济效益[2]。
图7、图8为短电弧加工前后工件的表面状况。

图7 被加工工件表面状况

图8 短电弧弧加工后工件表面状况
3 短电弧切削技术放电特性研究
3.1 短电弧切削技术的放电理论
大多数情况下,短电弧切削放电是同态、异态随机适应的逐次或同步进行的组合放电方式,即峰值短电弧放电或火花放电,是一种新型的混合放电状态,是通过连续密集的自适应的放电群组形成的随动放电现象。
在闭合短电弧放电回路里,每一次放电后消耗的能量,都会在固定电场力的作用下得到完全补充。即每一次放电结束后,都会在外电场的作用下形成新的能量补给进入下一轮可能的放电状态。
根据皮塞尔方程和皮塞尔函数可知,短电弧放电具有趋肤特性,即在工作时放电两极空间势能更活跃,且短电弧放电能量与电流工作频率、放电电流密度、切削深度、传导电流层厚度、工件和工具电极直径等存在如下的数学关系:

式中:Q为单位时间内单位长度的焦耳热;e为电流密度;r0为导线半径;λ为常量;1/p为传导电流层厚度;b=λaepr0为常数。
3.2 放电通道的试验现象及分析
直接用高速摄像机拍摄粗规准放电情况。使用钴玻璃在高速摄像机前进行滤光后,可看见放电通道及放电过程。短电弧切削加工的放电过程见图9。
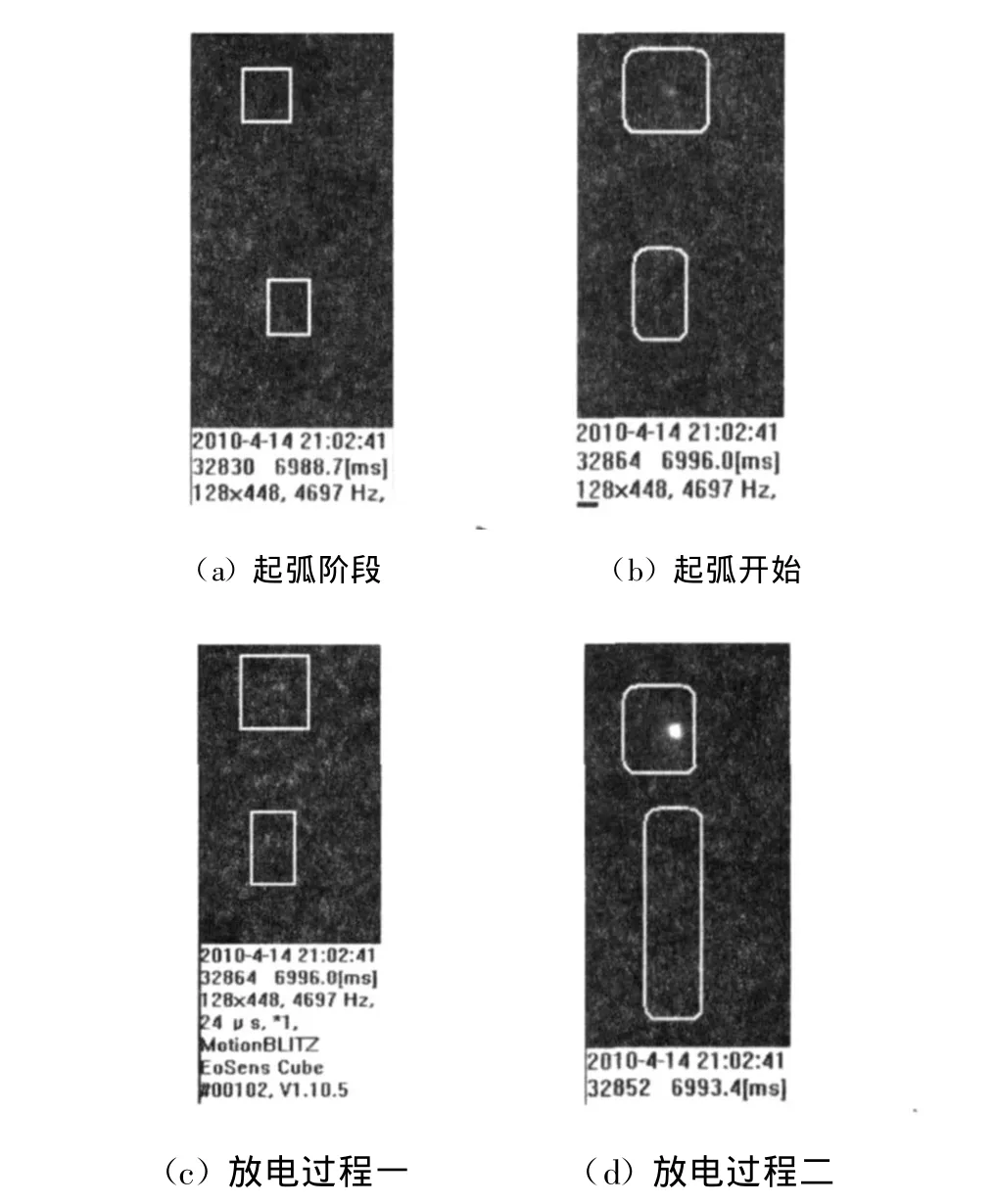
图9 短电弧切削加工的放电过程
实验分析:从试验中截取的图片看来,放电通道的建立是由多点开始,多点几乎同时发生,这与理论分析中短电弧放电为群组放电是一致的,在放电两极间达到放点间隙 s的微观点产生放电击穿现象。当两极间距离s很小时,在外施电压的作用下,两极间出现很高的电场强度E(E=U/S),当电场强度超过3×106V/m时,阴极表面的自由电子在电场力作用下被强行拉出而形成两极空间的自由电子。
4 工件、工具电极的微观表面研究
短电弧切削时发生放电加工的工具电极和工件电极的表面是凹凸不平的。如图10、图11分别为工件表面的宏观和微观图片。
在加工过程中可知,工件和工具电极并不是理想平面,是凹凸不平的。这就说明达到放点间隙s是多个点,不是单一的点,因此才有可能建立多条放电通道。

图10 工件表面

图11 工具电极表面放大
从高速摄像机的试验截取图片可发现,发生放电的位置很多,但有的点能量大,有的点能量小。这是由于电极和工件之间的微观表面凹凸不平而产生的。由于微观表面凹凸不平,达到两极间发生放电距离s的点就会先发生放电。当两极接近宏观的距离s时候,两极之间有若干点都已达到放电间隙,这时它们同步或逐次发生放电而形成放电通道。这样短电弧加工的高效性也就可以解释了。
从微观分析可得如下结论:短电弧加工的放电通道是多个群组放电,其面积之和大于传统的火花放电;而单个短电弧脉冲能量放电金属蚀除量正比于放电通道总的面积,因此加工效率远高于火花放电。无论从利用高速摄像的试验结果,还是通过对两极微观分析结果,都可验证短电弧切削加工的放电通道是群组放电,这是短电弧切削技术高效性最直接的支持。
5 结论
短电弧切削技术的成功应用,丰富了特种加工领域的技术种类,在硬质导电材料加工方面表现出超强潜力和广阔的应用前景。本文通过短电弧切削技术成功应用的实例,结合试验研究与理论分析,对短电弧切削加工的高效性做了研究和说明,丰富了短电弧切削技术现有的理论。
[1] 刘晋春,白基成,郭永丰.特种加工[M].北京:机械工业出版社,2008.
[2] 梁楚华,周建平,朱志坚,等.短电弧加工技术及其应用[J].现代制造工程,2007(12):92-93.
[3] Ekmekci B,Tekkaya A E,Erden A.A sem i-empiricalapproach for residualstresses in electric dischargemachining(EDM)[J].International Jou rnalofMachine Toolsand Manufacture,2006,46(7-8):858-868.
