微细电火花加工的实验研究
2011-02-10张勇斌刘广民张连新吴祉群
张勇斌,吉 方,刘广民,张连新,吴祉群
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621900)
微细电火花加工技术作为一种实现金属零件微小特征精密加工的重要工艺手段,吸引了国内外众多学者进行卓有成效的研究。微细电火花加工系统与实验研究是其中重要的研究内容。哈尔滨工业大学、上海交通大学、清华大学、大连理工大学、苏州电加工机床研究所、北京市电加工研究所等多家高校及科研单位均取得了显著的研究成果[1-10]。中物院机械制造工艺研究所基于实际加工的需求,研发了一套微细电火花精密加工系统μEDM-50(图1),并开展了相应的研究工作[11-13]。下面介绍几种典型微小特征的加工实验结果,体现了系统的一维、二维和三维加工能力。
1 微小孔阵精密加工应用实验

图1 微细电火花精密加工系统EDM-50
针对一个厚0.2 mm,直径8 mm的金属小零件,要求在围绕其中心、且直径为1.35mm的圆周上均匀加工出6个直径0.15 mm的微小孔。用微小钻头进行加工实验的效果如图2所示,不仅在其边缘处有明显的卷边现象,而且其小孔直径大于0.230 mm,无法满足需求。基于微细电火花精密加工系统μEDM-50,针对所需加工的微小孔,首先加工出了微细工具电极,然后在零件上加工出了6个均匀的微小孔,直径为0.155 mm(图3)。小孔的边缘均很规整,直径一致性也很高,完全满足了需求方的要求。
2 微小齿轮型腔精密加工实验

图2 微小钻头加工的直径0.230mm的小孔

图3 EDM-50系统加工的直径0.155 mm的小孔
为了验证EDM-50系统的精密加工能力以及形成的相关工艺,首先建立微小齿轮型腔几何模型,再生成加工轨迹的NC程序,最后利用直径30μm的微细工具电极,在一块试件上实现了微小齿轮型腔及其阵列的精密加工(图4)。过程中采用了工具电极在位精密制作1-2-3工艺、工具电极损耗精密补偿工艺、微小零件飞行层铣工艺、微小零件斜向轮换精密加工工艺等,确保了工具电极在位精密制作、控制系统的运动精度和工具电极损耗的精密补偿。每个齿轮型腔的分度圆直径为0.5 mm,模数为0.05 mm。

图4 微小齿轮型腔及其阵列
3 微小飞机机身模型精密加工实验
经过与微小齿轮型腔精密加工过程相同的过程,即建立几何模型,再生成加工轨迹并通过仿真加工优化其加工参数,输出NC程序,最后采用微细工具电极在位精密制作1-2-3工艺,确保了工具电极很高的圆柱度。同时由于采用了叠代扫描加工工艺、工具电极损耗精密补偿工艺、微小零件飞行层铣工艺等,在一块试件上成功的制作出了具有复杂三维形貌的微小飞机机身模型及其阵列,单个模型的长×宽×高总尺寸为:0.855 mm×2.00mm×0.202 mm(图5)。
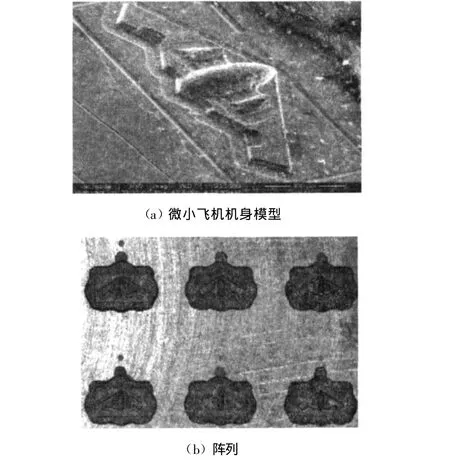
图5 微小飞机机身模型及其阵列
4 精密刻字加工实验
基于微细电火花精密加工系统EDM-50,充分利用确定的多种特殊工艺,首先在位制作了直径为25μm的微细工具电极;然后在虚拟仿真加工系统中设计了“机械制造工艺研究所”英文缩写字样“IMM T”,规划了加工轨迹,输出了 NC程序;最后在一块金属平板上成功雕刻了此组英文字母,单个字母高0.17mm(图6)。
5 放电沉积实验
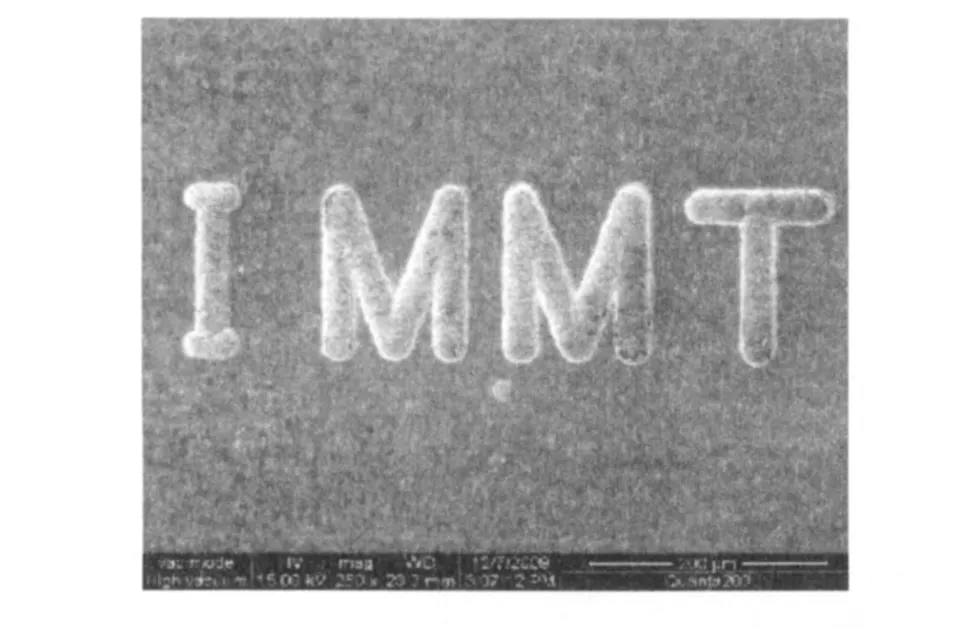
图6 金属表面雕刻的字母组
微细电火花放电沉积工艺作为一种新的加工工艺,已成为电火花加工领域的重要研究内容。它主要是通过设置特殊的放电参数,将工具电极和零件直接置于空气或保护性气体中,工具电极通常接正极,零件通常接负极,两者之间产生火花放电,工具电极的材料在放电瞬间融化、气化,其粒子在电场力作用下被吸附到零件表面,在脉间时间段,融化的粒子在零件表面降温、冷却、融合、叠加、沉积;随着放电脉冲的持续,这个沉积过程不断重复,同时再控制运动轴按一定的轨迹缓慢移动,就可将工具电极材料部分转移到零件表面,即在零件表面形成沉积体。在微细电火花精密加工系统EDM-50上,通过不断地调整参数和探索实验,最终确定了较好的放电参数,实现了微细电火花放电沉积加工,制作了螺旋状沉积体(图7),且沉积体是沿水平方向形成的,这充分说明了重力对放电沉积过程影响不大。

图7 微细电火花放电沉积体SEM照片
6 结论
基于中物院机械制造工艺研究所自主研发的微细电火花精密加工系统EDM-50,进行了一些典型的微小特征精密加工实验以及放电沉积实验。实验证明,该系统可作为加工特征尺寸介于数十微米到数毫米范围内的重要工艺手段。
[1] 何广敏,赵万生,郭永丰.纳秒级脉冲电源的研制[J].电加工,1999(4):11-13.
[2] 张勇,赵航,王振龙,等.高频窄脉宽微细电火花加工用微能脉冲电源的研究[J].制造技术与机床,2007(10):19-22.
[3] 张勇,赵航,张广玉,等.微细电火花加工系统及其工艺技术[J].中国机械工程,2008,19(5):526-530.
[4] 韩福柱,陈丽,周晓光,等.微细电火花加工用脉冲电源技术的基础研究[J].电加工与模具,2005(6):9-12.
[5] 韩福柱,陈丽,周晓光.微细电火花加工用晶体管脉冲电源的研究[J].中国机械工程,2006,17(20):2094-2097.
[6] 李勇,佟浩,郁鼎文,等.三维微细电火花伺服扫描加工工艺[J].纳米技术与精密工程,2008(7):307-311.
[7] 徐明刚,李勇,佟浩,等.微细孔电火花加工设备及其加工实验研究[J].电加工与模具,2009(5):5-9.
[8] 余祖元,郭东明,贾振元.微细电火花加工技术[J].中国科技论文在线,2007(3):214-220.
[9] 吴强,卢智良,朱宁.CPLD器件在电火花加工脉冲电源中的应用[J].电加工与模具,2009(4):25-27.
[10] Dayong Yang,Fengguo Cao,Yuning Chen,etc.The study and application of pulse generator in EDM m irror machining[C].Proceedingsof the 16th International Symposium on Electromachining.Shanghai,2010:187-192.
[11] JiFang,Zhang Yong-bin.Micro-energy pulse power supply with nanosecond pulse w idth for EDM[J].InternationalConference on Informatics in Control,Automation&Robotics,ICINCO2009,2009(7):205-209.
[12] 刘广民,张勇斌,郭维强,等.基于CPLD的多模式微能脉冲电源设计[J].电加工与模具,2007(2):62-64.
[13] 张连新,吉方,张勇斌,等.基于UMAC的MEDM机床控制软件关键技术研究[J].制造业自动化,2009,31(10):203-205.
