角接头激光无填充焊接成形试验研究
2011-02-10王续跃孟庆轩徐文骥王连吉梁延德
王续跃,孟庆轩,徐文骥,王连吉,梁延德
(大连理工大学机械工程学院,辽宁大连 116024)
多边形异形管作为管材产品的一种,具有截面形状复杂、壁薄质轻、金属利用率高的特点,更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动生产率,且在受平面弯曲的条件下,多边形异形管的抗弯强度要比圆管大。因此,多边形异形管被广泛应用在航空、汽车等方面,如飞机上的控速杆、无轨电车集电杆等。角接是多边形异形管连接的主要形式,多分布在较小的封闭截面内,采用传统的焊接方法不仅施焊条件差,操作困难,无法进行双面焊,且焊接时对焊丝要求较细,若焊丝没有对准焊缝处,也不能保证熔透深度,严重偏离中心时,造成虚焊缺陷,影响焊缝质量[1]。激光焊接具有焊缝和热影响区窄、焊接边接近平行、熔深大以及变形小,焊缝强度达到或超过基材强度,无需填丝的优点,可实现包括复层材料在内的单面焊接双面成形。目前,国内外学者围绕板材激光焊接的熔透模式、工艺及焊接质量开展了多种研究[2-5]。方俊飞[2]将焊接过程中匙孔和熔池的光辐射特征与焊缝的横截面特征联系起来,根据匙孔是否穿透工件的背面,将激光深熔焊分为匙孔穿透型和匙孔未穿透型两种熔透模式。吴东江等[3]用Nd:YAG脉冲激光作为焊接热源,对殷钢材料Invar36分别进行了平板单道焊接试验和对焊试验,分析了工艺参数(激光功率、焊接速度、脉冲宽度和离焦量)变化对焊缝的表面形貌、熔宽以及熔透性的影响。
角焊缝在进行焊接工艺评定时,不能像对接焊缝那样进行力学性能测试。在实际生产过程中,一般严格按照制定的焊接工艺进行操作,同时加强角焊缝的外观检查。研究发现,角焊缝的几何形貌对焊缝强度和疲劳寿命有很重要的影响[6-10]。M.M.A lam等[6]借助有限元应力分析,研究了激光复合热源角焊缝的几何学和表面形貌对疲劳裂纹的影响,认为焊缝表面变化不规则的条纹将导致疲劳开裂。V.Caccese等[7]研究了焊缝轮廓对疲劳寿命的影响,并提出一种改进的焊缝轮廓,提高疲劳寿命的同时,获得了更高的焊接速度。C.H.Lee等[8]发现增大焊缝厚度和焊趾半径,可有效提高焊缝的疲劳寿命。角焊缝的外观几何形状对焊缝根部和焊趾处的应力集中影响较大,检查中发现外观常常出现凸凹不平、有粗波纹、过渡不平滑等缺陷。
目前对角焊缝的研究大多针对T型接头,一般角度的角接头焊接研究较少。异形管焊接要求板材端部以60°~120°角接,未见到采用激光热源无填充焊接此类角接头的报道。本文提出采用角接头部分搭接,焊缝完全熔透模式,焊件背面辅以支撑,先点焊、后缝焊的方法对角接头进行激光无填充焊接,并从焊缝几何形貌评定对焊缝进行分析。
1 角接头激光无填充焊接方法
根据异形管板材端部对接的要求及实际操作中对接情况的不同,异形管角接头主要有3种形式(图1)。为实现无填充焊接,需计算接头的填充量。以角对角形式的角接头为例,填充量是液态金属进入焊缝所冷凝而成,忽略液态金属和固态金属体积的变化,则需要同体积金属填充角接形成的“V”形空间,截面如图2所示。此时S0=S1+S2,但焊缝深度较小且随角接头角度增大而减小,激光焊接时易下塌、烧穿;当接头处承受弯曲力时,焊缝根部会产生较大的应力集中,造成焊缝断裂。为此,考虑激光能量集中、熔深大的特点,使角接头部分搭接(图1b),高能激光束使搭接部分迅速熔化填充焊缝,形成一定穿透深度,在实现无填充焊接的同时还可增加焊缝深度,提高强度,且外形连接好。图1c为角接头完全搭接,最易装配,有较高强度,但接头处不易焊透,无法实现单面焊接双面成形工艺,且焊接后有明显棱角。试验采用接头部分搭接的角接头。

图1 角接头形式
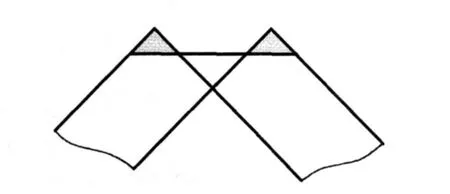
图2 等面积无填充焊接

图3 角接头激光焊接原理图
采用上述部分搭接的角接头,当激光作用在角接头上时,熔池内部材料在很短时间内产生激光等离子体。等离子体膨胀克服液态金属的表面张力,并把熔融金属吹向四周,从而在液态熔池中产生一个小孔,称为匙孔[11](图3)。通过匙孔内壁的多重反射,可吸收几乎全部的激光能量,能量在匙孔内壁以热传导的方式通过熔融材料传到固体中去[12]。在扫描过程中,匙孔前面的材料首先熔化包围匙孔,匙孔后面材料凝固形成焊缝。通过控制激光能量输入参数,如功率、扫描速度、离焦量等,可得到熔透情况不同的焊缝(图4)。图4a为能量输入过大,焊缝过熔透,出现气孔、下塌等缺陷,连接强度也随着降低;图4b为能量输入适中,焊缝完全熔透且无下塌缺陷,焊缝质量较好;图4c为熔深不够,不能产生完全熔透焊缝,不能实现单面焊接的工艺。焊接时调整工艺参数,以得到图4b所示的完全熔透又没有下塌现象的焊缝。

图4 激光焊接熔透模式
采取一定工艺措施,使多个板材角接形成截面封闭的多边形,依次焊接角接头,在激光作用下由板材和激光之间的相对运动形成焊缝,从而可得到封闭的多边形异形管。
2 角接头焊接试验条件
根据前面所述角接头激光无填充焊接方法,对0.7 mm厚奥氏体不锈钢板进行焊接试验。如图5所示,焊接设备采用JK 701H型Nd:YAG毫秒脉冲激光加工中心,功率0~550W 连续可调,重复频率0.2~500 Hz。数控系统为FANUC 4轴联动,定位精度<0.02mm,重复定位精度±0.003mm。辅助气体采用侧吹N2,压力0.1 M Pa,其主要作用是保护聚焦透镜免受金属蒸气污染,同时增大焊缝表面的对流,加快冷却速度。为减少焊接缺陷,试验前先用砂纸打磨角接头端面,再用丙酮清洗。不同角度的角接头焊接情况不同,所采用的工艺参数范围见表1。
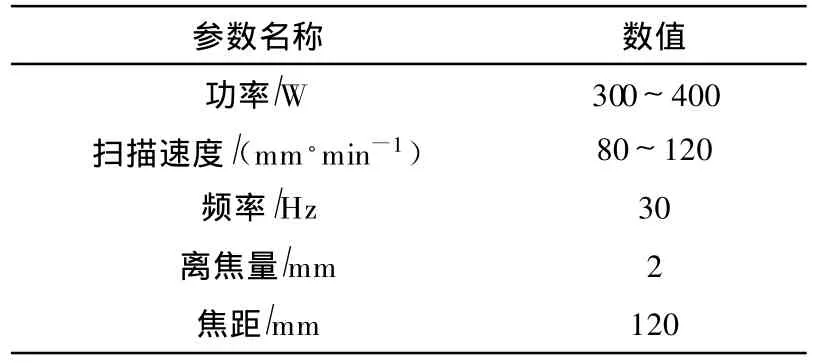
表1 激光焊接工艺参数
图5 JK701H型Nd:YAG脉冲激光加工中心
为得到多边形异形管,采用了如图6所示的辅助支撑。图中支撑的角度与角接头角度一致。施焊时,把铝箔胶带两侧的防粘、防固化纸撕去,分别粘在支撑和角接头板件上,使两个板材固定并形成一定角度。多个板件相连形成截面封闭的多边形,同时在多边形外面套两个橡皮圈防止松动。焊接时,首先对每个棱边在长度进行点焊,使板件连接起来形成多边形管件,然后去掉支撑及橡皮圈,对每个棱边施以缝焊,最终形成具有良好焊缝的多边形异形管。
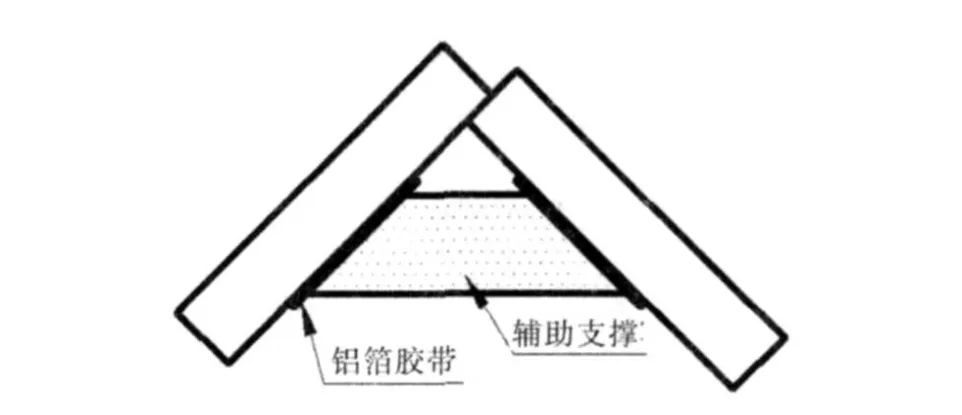
图6 多边形异形管焊接辅助支撑
3 角接头焊接试验结果
角度为90°的角接头为典型的 T型接头,利用传统双面焊接方法即可实现,故选择角度分别为60°、108°、120°角接头进行焊接 。在试验参数范围内,通过大量试验得到部分搭接、完全熔透的焊缝。在激光器CCD监视系统下观察得到角焊缝轮廓和表面形貌,在焊缝长度方向上选取间距相同的4个点,分别测出宽度和厚度,取平均值得焊缝宽度和焊缝厚度,如表2所示(图中十字形为CCD对准十字)。
4 角焊缝几何形貌评定与分析
角焊缝在进行焊接工艺评定时,不能像对接焊缝那样进行力学性能测试。本文从几何形貌角度对焊接工艺进行评定。角焊缝几何形貌可从焊缝轮廓和焊缝表面情况两个方面考虑[13]。研究表明焊缝轮廓类似等腰三角形时,有助于疲劳寿命提高[14-15]。对于90°的角接头(T型接头),美国焊接学会给出了两种可接受的焊缝轮廓标准,如图7所示。依据该标准,结合角接头不同角度和多边形异形管外观连接的实际情况,可接受的角焊缝轮廓如图8所示,其中a为板件厚度,θ为夹角,h为熔深,w为缝宽。连接该轮廓端点,得到近似的倒置等腰三角形。熔深越大,焊接强度越好。对于端部角接的焊缝,熔深始终比板材厚度小,因此焊缝轮廓需保证上部较平或略凸,以增大有效厚度。焊缝表面情况包括焊缝宽度和表面规则程度。日本的ShigenobuKainuma等[14]发现,当焊缝宽度与板件厚度的比值w/a大于0.5时,疲劳强度保持不变;w/a小于0.5时,疲劳强度随着焊缝的减小而增加。考虑焊接厚度较大对焊接强度有利,熔深增加导致宽度增大,故宽度以大于0.5倍的板件厚度为宜。同时,为避免焊缝表面出现粗波纹、过渡不平滑等对疲劳寿命有影响的缺陷,要求焊趾和表面波纹规则分布。对于多边形异形管焊接强度评定,由于焊缝形式无法进行一维拉伸试验,参照平接对焊形式,强度达到基体材料拉伸强度。同时,焊接质量以几何形貌评价为主。

表2 激光角焊缝几何形貌

图7 T型接头焊缝轮廓标准
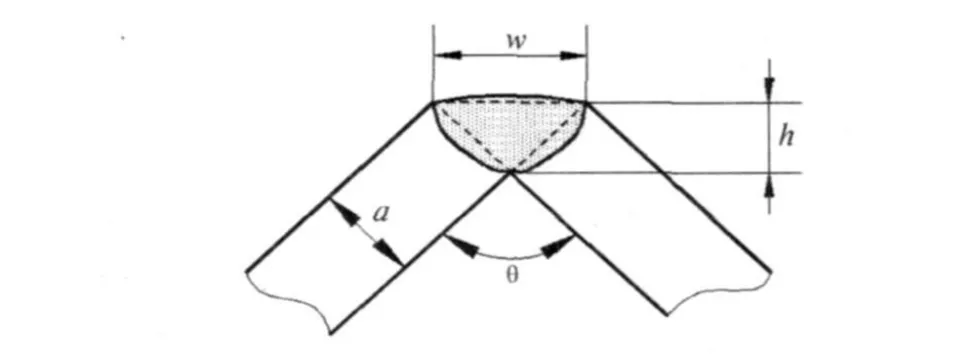
图8 任意角度角焊缝轮廓
由表2所示的焊接结果发现,在接头部分搭接、焊缝完全熔透的模式下,随着角接头角度由60°增至120°,焊缝轮廓类似等腰三角形,且上部保持了较平整的焊缝。这是由于板件端部为直角,在90°角接时板件的搭接部分可以与另一个板件的底面充分接触,需要填充的空间较小,焊缝填充完毕后仍有少量液态金属,形成凸起。大于或小于90°时搭接部分不充分接触,熔化金属流动需填充由于接触不充分而形成的空间,故轮廓较平。按前述焊缝轮廓评定,所得角焊缝轮廓上部均较平整,符合要求。试验得到的角焊缝表面有条纹,但条纹分布规则,过渡良好,无粗波纹出现,焊趾在长度方向呈直线型。焊缝宽度均大于板厚,由1.16 mm增至1.40 mm,焊缝厚度由0.44 mm增至0.58 mm。这是由于角接头角度增大,焊缝的有效厚度减小,按焊接填充原理和强度考虑,需增大两个板材的搭接部分以增大焊缝有效厚度,因此完全焊透所需要的激光输入能量提高,从而导致焊缝宽度和穿透厚度增大。
根据上述得到的符合评定要求的焊缝,对不锈钢板进行焊接,分别得到三边形、五边形和六边形的异形管(图9)。
5 结论
在角接头激光无填充焊接成形分析和焊接形貌评定的基础上,对 60°、108°、120°角接头进行无填充焊接试验研究,得到如下结论:

图9 试验所得多边形异形管
(1)采用激光作为焊接热源,接头部分搭接,控制能量输入得到最佳的熔透模式,并通过辅助支撑可实现无填充焊接角接头,得到熔透性和几何形貌均匀一致的焊缝。
(2)焊缝宽度随接头角度的增大而由1.16 mm增至1.40 mm,焊缝厚度由 0.44 mm增至0.58 mm,焊缝轮廓保持着较平整的状态,表面条纹分布规则,符合角焊缝几何形貌评定要求。试验得到外形连接较好的多边形异形管。
(3)角接头激光无填充焊接,为角接头异形管激光焊接成形提供理论基础和实验依据。
[1] 杨军,元海兵.角接接头焊缝的设计及强度影响因素[J].焊接技术,2009,38(4):59-61.
[2] 方俊飞.薄板激光深熔焊接熔透模式的机理研究[D].哈尔滨:哈尔滨工业大学,2007.
[3] 吴东江,尹波,周秋菊,等.用Nd:YAG激光焊接殷钢薄板材料[J].光学精密工程,2009,17(3):557-562.
[4] Numan A D,Sam i Y B.Quality assessment and metallurgical exam ination of laser w elded sheets[J].Advanced Materials Research,2010,83-86:611-615.
[5] 陈金涛,宫照坤,曲牡,等.振动焊接对焊缝力学性能影响[J].大连理工大学学报,2001,49(1):35-37.
[6] A lam M M,Barsoum Z,Jonsén P,et al.The influence of su rface geometry and topography on the fatigue cracking behaviour of laser hybrid welded eccentric fillet join ts[J].Applied Surface Science,2010,256(6):51936-1945.
[7] Caccese V,Blomquist P A,Berube K A,et al.Effect of w eld geometric profile on fatigue life of cruciform w elds made by laser/GMAW p rocesses[J].Marine.Structu res,2006,19(1):1-22.
[8] LeeC H,Chang K H,Jang G C,et al.Effect ofweld geometry on the fatigue life of non-load carrying fillet w elded cruciform joints[J].Engineering Failu re Analysis,2009,16(3):849-855.
[9] Nguyen T N,Wahab M A.A theoreticalstudy of theeffectof weld geometry parameters on fatigue crack propagation life[J].Engineering Fracture Mechanics,1995,51(1):1-18.
[10] Lee J I,Rhee S.Prediction of process parameters forgasmetalarc w elding by multiple regression analysis[C].Proceedings of the Institution of Mechanical Engineers,2000,214(6):443-449.
[11] Lee JY,Ko SH.Mechanism of keyhole formation and stability in stationary laser welding[J].Journal of Physics D:Applied Physics,2002,35(13):1570-1576.
[12] K rasnoperov M Y,Pieters R RG M.Laserw elding of thin steel sheet:energy transfer efficiency[C].Proceeding of the 1st Pacific International Conference on Application of Lasers and Optics,2004:33-38.
[13] Chang C L,Chen Y H.Measurementsof fillet weld by 3D laser scanning system[J].The International JournalofAdvanced Manufactu ring Technology,2005,25(5-6):466-470.
[14] Yan Jialing,You Min,Zheng Xiaoling,et al.The effect of fillet geometry on stress in weld-bonded joints[J].Advanced Materials Research,2010,97-101:767-770.
[15] Kainuma S,Mori T.A fatigue strength evaluation method for load-carrying fillet w elded cruciform joints[J].International Journal of Fatigue,2006,28:984-872.
